
Fターム[3C049CB03]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 課題(一般) (2,845) | 作業能率向上、自動化 (977)
Fターム[3C049CB03]に分類される特許
41 - 60 / 977
硬質脆性板の周縁加工装置
【課題】小径砥石の摩耗による自動運転時間の制約をなくし、長時間の自動連続運転が可能な硬質脆性板の周縁加工装置を提供する。
【解決手段】摩耗した小径砥石を自動的に新しい砥石に交換する自動交換手段を備えた周縁加工装置を提供する。ワーク軸の上方で水平方向に移動する横送り台と、この横送り台に設けた縦送り台と、この縦送り台に、横送り台の移動方向と平行でかつワーク軸の軸心を含む平面に軸心を一致させて、ワーク軸と平行な砥石駆動軸と、砥石マガジンを備えている。砥石マガジンは、複数の小径砥石を、それらの軸心を砥石駆動軸の軸心を通り横送り台の移動方向と平行な平面上に位置させて保持する。
(もっと読む)
研磨液

【課題】磁性部とその凹部内に埋め込まれた非磁性部とを露出させて研磨面を形成する際に、非磁性部の研磨ムラを防止すること。
【解決手段】磁性材料を含む磁性部11と、該磁性部11に形成された複数の凹部120を覆うように埋め込まれた非磁性材料125とからなる複合体15を、磁性部11と凹部120内に埋め込まれた非磁性材料からなる非磁性部12とが露出して平坦な研磨面16を形成するまで研磨するために用いられる研磨液である。研磨液は、上記非磁性材料に対する接触角が10°以下である。好ましくは、研磨液は、界面活性剤を0.01〜20質量%含有することがよい。
(もっと読む)
成形研削盤及びその制御方法
【課題】CNC成形研削盤において製品ワークを研削加工する成形砥石に対し補正ドレスを自動で行うことを課題とする。
【解決手段】制御部7Cの自動制御により製品ワークWに対し成形研削加工を行うCNC成形研削盤1において、制御部7Cは、砥石を成形するドレッサ手段21、23を制御するドレッサ制御手段と、成形された砥石である成形砥石11に係る形状を計測する形状計測手段13と、計測された結果と予め設定された目標成形砥石形状との差分情報を生成する差分情報生成手段とを備える。そして、制御部7Cは差分情報に応じて成形砥石11を補正ドレスするための制御を続行する。
(もっと読む)
レンズ研磨皿作製装置及び方法
【課題】同時に複数のレンズ研磨皿を成形することができるレンズ研磨皿作製装置及び方法を提供する。
【解決手段】レンズ研磨皿作製装置は、球面レンズの研磨に用いられるレンズ研磨皿を作製するレンズ研磨皿作製装置において、球面状の研磨面成形面11を有する型部材10と、球面状の一部に対応する曲面形状の研磨シート貼付面であって、各々が研磨シート15a〜15cを介して研磨面成形面11に当接する研磨シート貼付面を有する複数の研磨台皿12a〜12cと、該複数の研磨台皿12a〜12cを研磨面成形面11に向けて押圧する押圧機構20とを備える。
(もっと読む)
バリ取り装置
【課題】 コンベアに対するブラシ部材の相対高さの調整を自動で行え、調整のばらつきを抑え、かつ調整作業が容易なバリ取り装置を提供する。
【解決手段】 バリが上面に形成されたワークWを水平に搬送するコンベア1と、コンベア1の上方に配置されたバリ取りヘッド2と、コンベア1に対するバリ取りヘッド2の相対高さを調整する相対高さ調整機構3とを備える。バリ取りヘッド2は、ブラシ軸心O1回りに回転自在なロール状のブラシ部材20と、ブラシ部材20を旋回軸心O2回りに旋回自在に支持する旋回支持部材26とを有する。相対高さ調整機構3は、昇降駆動源50によりコンベア1またはバリ取りヘッド2を昇降させる。ブラシ部材20の下端を検出可能な投受光式のブラシ下端検出手段50と、ブラシ部材20の下端の検出に基づき昇降駆動源50を制御する昇降制御手段61とを設ける。
(もっと読む)
眼鏡レンズ加工装置
【課題】 平仕上げ加工可能なレンズ厚を厚くする。
【解決手段】 ヤゲン加工用のヤゲン溝と平加工部分を持つ仕上げ加工具と、チャック軸を加工具回転軸に対して軸(X)方向に移動し加工具回転軸との軸間距離を変化させるY方向にチャック軸を移動する移動手段と、平加工モード選択時に粗加工後のレンズ周縁を玉型及びコバ位置検知手段の検知結果に基づいて移動手段を制御して平仕上げ加工する制御手段であってコバ厚が第1所定値を超えている場合には平仕上げの加工段階を複数の段階に分け各段階では前段階の未加工領域を平仕上げ加工するように、コバ位置検知手段により検知された前面コバ位置及び/又は後面コバ位置に基づいて各段階で平加工部分に対してレンズをX方向にずらした加工位置を決定し、決定された加工位置に基づいて移動手段を制御してレンズ周縁を平仕上げする制御手段と、を備える。
(もっと読む)
研削方法
【課題】ウエーハに面焼け等の品質低下や破損を生じさせる恐れを低減可能な研削方法を提供する。
【解決手段】回転可能なチャックテーブル54と、該チャックテーブルで保持された被加工物11を研削する研削砥石32を含む研削ホイール30を回転可能に支持する研削手段と、該研削手段を研削送りする研削送り手段と、該研削砥石32に超音波振動を付与する超音波生成手段と、を備えた研削装置で、被加工物11を保持ステップと、該チャックテーブル54を回転させつつ該超音波生成手段を作動させて該研削砥石32に超音波振動を付与するとともに、該研削送り手段により該研削手段を研削送りして回転する該研削砥石32を被加工物11に削り込ませるステップと、該削り込みステップを実施した後、該超音波生成手段を停止させるとともに該研削送り手段により該研削手段を研削送りして被加工物11を研削する研削ステップと、を具備する。
(もっと読む)
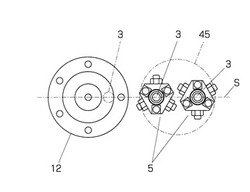
外周加工装置及び方法
【課題】ホルダによるレンズの芯出し精度や保持力を確保しつつレンズに対して異形部の形成等を含む外周加工を行うための外周加工装置及び方法を提供すること。
【解決手段】第1周面部分45aによって第1回転軸AX1に最も近接する異形部であるカット部分10ia,10ibを加工する際に、砥石部材14の外周とレンズ10のホルダ部分31a,32aとが干渉することを回避することが容易になる。これにより、レンズ10に対するホルダ部分31a,32aのサイズをある程度大きく確保することができ、ホルダ部分31a,32aによるレンズ10の芯出し精度や保持力を確保しつつ、レンズ10に対して異形部であるカット部分10ia,10ib等を精度よく形成することができる。
(もっと読む)
ガラス基板の外周端面研磨方法、ガラス基板の製造方法及び外周端面研磨装置
【課題】研磨ブラシを用いることなく、外周面取り部と外周側面部とを均一かつ安定的に研磨する方法を提供すること。
【解決手段】中央部に円形孔を有する複数の円盤形状ガラス基板を、前記円形孔の位置をあわせて重ね合わせてガラス基板積層体を形成し、該ガラス基板積層体の前記円形孔に貫通して前記ガラス基板積層体を支持する支持棒を有する容器内にガラス基板積層体を固定する、積層体形成工程と、前記ガラス基板積層体の外周端面と前記容器の内壁との間の空間に、砥粒を含む研磨液を封入する、研磨液封入工程と、前記研磨液が前記外周端面に接触するように、前記研磨液が封入された前記容器を振とうして前記外周端面を研磨する、研磨工程と、を含む、ガラス基板の外周端面研磨方法。
(もっと読む)
プレス成形金属板の変形箇所修正方法
【課題】プレス成形金属板の変形箇所を熟練度を要することなく簡単に修正可能な修正方法を提供する。
【解決手段】プレス成形された金属板Wの凹状の変形箇所2を修正する方法であって、変形箇所2およびその周囲をオイルストーンにより擦る工程Aと、先端に半球状部1Bを有する棒状の修正治具1を用い、半球状部1Bにより変形箇所2を擦って変形箇所2に摩擦熱を生じさせる工程Bと、半球状部1Bにより擦られた変形箇所2をオイルストーンにより擦る工程Cと、をその順序で行う。工程Bでは半球状部1Bを略筆圧の押圧力で変形箇所2に当接させて擦ることが好ましい。また、工程Bで半球状部1Bにより線条痕が出るように変形箇所2を擦り、工程Cで線条痕が消えるまでオイルストーンにより擦る方法とすることが好ましい。
(もっと読む)
研削加工装置及び方法
【課題】カップ砥石の摩耗やワークの形状を簡易に監視しつつ加工を行うことができる研削加工装置及び方法を提供すること。
【解決手段】砥石部材20に付随して設けられた付随センサ51が研削対象10の形状に関する情報を測定するので、研削対象10を第1ホルダ37から外さずに測定することができ、加工の途中段階で研削対象10の加工状態を確認することができる。これにより、第2ホルダ37等が変位しても、研削対象10の形状のズレ又はこれに相当する砥石部材20の摩耗を監視しつつ研削対象10の加工を行うことができる。
(もっと読む)
高周波数振動・電解ハイブリッド内面研削盤及びその研削方法
【課題】内面研削加工を高精度・高能率化することができ、かつ生産コストの低減にも寄与することができる内面研削盤及び高周波数振動・電解ハイブリッド内面研削方法を提供する。
【解決手段】導電性を有する工作物Wの加工孔Waの内周面を研削砥石3により研削する内面研削盤において、砥石軸方向に高周波数振動する高周波数振動発生器41を備えた高周波数振動ユニットに接続された研削砥石3と、工作物が陽極、研削砥石が陰極となるように電圧を印加しつつ工作物と研削砥石の間に電解液7を供給して電解加工するための電解電源6とを備え、研削砥石を高周波数振動させながら工作物の加工孔の内周面を研削する高周波数振動援用研削加工と、工作物と研削砥石間に電圧を印加して加工孔の内周面を溶解させながら研削する電解研削加工とを順次又は同時に選択的に行う。
(もっと読む)
光学素子製造装置及び光学素子製造方法
【課題】手間や時間をかけることなく光学素子材料の厚さを随時測定することができる光学素子製造装置及び光学素子製造方法を提供する。
【解決手段】光学素子製造装置は、光学素子材料10を保持する光学素子保持具11と、光学素子材料10の加工面10aに当接し、該光学素子材料10を研削又は研磨する加工工具20を支持する加工工具支持装置21と、光学素子材料10と加工工具20との間の相対的な運動を与えるモータ及び運動制御部と、光学素子保持具11に保持された光学素子材料10に対して加工工具支持装置21に支持された加工工具20とは反対側に設けられ、光学素子材料10の厚さを非接触で測定する測定部30とを備える。
(もっと読む)
球体研磨装置
【課題】被加工球体の研磨むらを低減し、研磨加工効率を高めることができる球体研磨装置を提供する。
【解決手段】一方の面に環状に伸びる案内溝が形成されている固定盤体2と、一方の面に環状に伸びる案内溝が形成され、一方の面の案内溝が固定盤体2の案内溝と共働して環状に伸びる被加工球体5の球体通路を形成するように固定盤体2に対向して配置されている回転盤体3と、を備え、被加工球体5を固定盤体2と回転盤体3とで押圧することにより被加工球体5を球体通路に保持し、固定盤体2に対し同軸上に回転盤体3を回転させることにより球体通路にある被加工球体5を自転させながら球体通路を移動させ、被加工球体5の案内溝との接触部位を研磨する球体研磨装置100において、固定盤体2と回転盤体3とが径方向又は軸方向に相対的に変位している。
(もっと読む)
研削装置
【課題】超音波振動を伴って研削を行う研削ホイールをホイールマウントに装着して使用する場合において、高精度な電極位置精度を不要とするとともに、電極接触不良を発生させず、研削ホイールを容易に着脱できるようにする。
【解決手段】超音波振動子6に高周波電力を供給する可動電極72を研削ホイール33に配設し、可動電極72を磁力により引きつけられる材質で形成しバネ部材73によりケース74に収納し、ホイールマウント32には磁力をもつ固定電極38を可動電極72よりも外周側に配設し、研削ホイール33をホイールマウント32にネジ321により締結する時に互いの電極が向き合うように配置する。磁力により可動電極72と固定電極38とが接触するため、電極同士の接続が容易であり、研削ホイール33をホイールマウント32に対して着脱するだけで、可動電極72と固定電極38との着脱も容易に行うことができる。
(もっと読む)
バリ取り装置
【課題】 常時良好な研磨性能が得られるとともに、効率よくバリ取りを行うことができるバリ取り装置を提供すること。
【解決手段】 平板状とされかつ一対の表面にそれぞれ研磨ベルト9が配置される研磨部10と、前記研磨部10の各表面にそれぞれ研磨ベルト9を供給する供給部21A,21Bと、前記研磨部10を前記表面に沿った方向へ振動させる加振部30と、を有し、前記研磨部10は、所定間隔で平行に配置された一対の保持プレート11と、前記保持プレート11の先端側に設置された転回部12と、前記保持プレート11の基端側の内面側に設置された導入部13と、前記保持プレート11の基端側の外面側に設置された送出部14とを有し、一対の前記研磨ベルト9は、前記供給部21A,21Bから前記導入部13に供給され、前記保持プレート11の間を通して前記転回部12で転回され、前記保持プレート11の外側に沿って送られ、前記送出部14から回収部21C,21Dに回収されるように配置されている。
(もっと読む)
眼鏡レンズの製造方法
【課題】眼鏡レンズの使用感を損なうことなくプリズム作用の調整を行うための手段を提供する。
【解決手段】眼鏡レンズの少なくとも一方の表面の一部を機械加工により切除しプリズム作用を調整するスラブオフ加工を行い、次いで切除領域表面を研磨加工することを含み、前記研磨加工を、研磨治具表面を該表面に向かって開口する貫通穴を複数有する研磨パッドにより被覆した状態で、該研磨パッド表面と前記切除領域表面との間に研磨剤を供給しながら前記眼鏡レンズと前記研磨治具とを相対移動させることによって行うことを特徴とする眼鏡レンズの製造方法。
(もっと読む)
光学ガラスの加工方法及び光学ガラスレンズの製造方法
【課題】難硝材により形成されるガラス成形体に対して球面創成加工を行う場合に、加工面の品質確保と加工コスト抑制とを両立させる。
【解決手段】光学ガラスである硝材である難硝材により形成されるガラス成形体に対し、回転駆動されるカップ砥石を当接させて、当該ガラス成形体の被加工面を球面形状に研削するカーブジェネレーティング工程と、前記カーブジェネレーティング工程の実行中に、前記カップ砥石と当該カップ砥石の対向電極との間に導電性研削液を供給しつつ電圧を印加して、前記カップ砥石に対する電解ドレッシングを行う電解インプロセスドレッシング工程と、を備えた硝材加工方法において、前記カーブジェネレーティング工程は、前記カップ砥石の回転数、または、前記カップ砥石の回転数および前記ガラス成形体と前記カップ砥石の当接圧可変方向における相対位置移動の送り速度とが、前記難硝材以外の硝材により形成されるガラス成形体に対して研削を行う場合よりも高く設定されている。
(もっと読む)
眼鏡レンズ周縁加工装置
【課題】 レンズの周縁加工に際して、レンズの左右の取り間違いを軽減する。
【解決手段】 レンズチャック軸と、玉型データ及びレイアウトデータを入力するデータ入力手段と、レンズの左右を選択する左右選択手段と、を備える眼鏡レンズ周縁加工装置は、レンズの外径を検知するレンズ外径検知手段か、レンズの屈折面形状を得るレンズ屈折面形状検知手段か、少なく一方を持つレンズ形状検知手段と、レンズ形状検知手段の検知結果、レイアウトデータ及び左右の選択情報に基づき、レンズチャック軸に保持されたレンズが左か右かを確認する左右確認手段と、左右の確認結果を報知する報知手段と、を備える。
(もっと読む)
磁気記録媒体用ガラス基板の製造方法
【課題】ガラス基板の主平面を、酸化セリウム砥粒を使用することなくかつ高い研磨速度で研磨して、加工の際に生じたキズやクラック等を除去し、平滑な主平面を有する磁気記録媒体用ガラス基板を得るための製造方法を提供する。
【解決手段】この磁気記録媒体用ガラス基板の製造方法は、形状付与工程と、主平面研削工程と、主平面研磨工程とを備える。そして、主平面研削工程は、平均粒径0.01μm〜15μmのダイヤモンド砥粒を有する固定砥粒工具を用いて研削する固定砥粒研削工程を有し、主平面研磨工程は、シリカ粒子、ジルコニア粒子等の酸化セリウム粒子以外の平均粒径5nm〜3000nmの砥粒を含む研磨液と、研磨パッドを用いて研磨する第1の研磨工程と、その後平均粒径が5〜50nmのシリカ砥粒を含む研磨液と研磨パッドを用いて研磨する第2の研磨工程とを有する。
(もっと読む)
41 - 60 / 977
[ Back to top ]