
Fターム[3C049CB03]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 課題(一般) (2,845) | 作業能率向上、自動化 (977)
Fターム[3C049CB03]に分類される特許
61 - 80 / 977
長尺部材のバリ除去装置
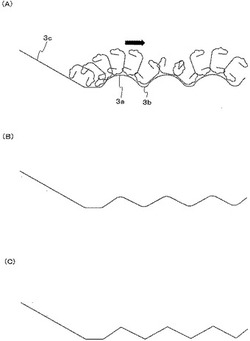
【課題】長尺部材の端面のバリを適切に除去することができるバリ除去装置と提供すること。
【解決手段】長尺部材Pのバリ除去装置1であって、平行に配置されて前記長尺部材Pを直交する姿勢で搬送する2本の搬送レール3と、前記搬送レール3に沿って前記長尺部材Pを押しながら搬送する搬送部材9と、前記搬送レール3の幅方向の両側に設置されるバリ除去手段11と、を備え、前記搬送レール3は、前記長尺部材Pを回転させるために搬送方向に沿って山部3aおよび谷部3bが交互に連続している。
(もっと読む)
配管用溶接開先加工治具

【課題】狭い作業スペースでも伝熱管の交換が可能で、交換を必要としない健全な伝熱管の切断は不要な溶接開先加工治具を提供する。
【解決手段】ネジ部17を形成し先端部に係止爪18を有する芯棒11と押さえナット12を備え、係止爪18を管寄せ1の管孔3を通して内側に挿入して内面に当接し、押さえナット12を係止爪側に締め付けて、押さえナット12と係止爪18の間で管孔3の外周部分に挟持して芯棒11を固定し、加工工具28を保持した保持部材10を芯棒11に保持して、加工工具28を11芯棒を中心にして旋回することにより座ぐり部5を形成する。
(もっと読む)
ワーク内面の研削方法
【課題】汎用の内面研削盤を用いてワークの内周に楕円形や三角形等の任意形状の精度の高いプロファイルを削成することができるようにしたワーク内面の研削方法を提供することである。
【解決手段】要求される内面プロファイルと相似形状のプロファイルが外周に形成されたジグJをワークWの円筒状外径面に嵌合し、そのワークWとジグJの嵌合組立体Aを一方向に回転駆動されるドライブプレート1の吸着面で吸着支持し、嵌合組立体Aの外周が複数のシュー2a、2bにより支持される状態で嵌合組立体Aを回転する。そのワークWの内面に砥石車4を押し当て、その砥石車4を回転させる状態でワークWの径方向に移動させてワーク内面を研削する。
(もっと読む)
ウエハ外周面の研磨方法、圧電振動片の製造方法、圧電振動片、圧電振動子、発振器、電子機器、及び電波時計
【課題】製造効率を向上できるとともに、割れや欠け等の発生を抑えて歩留まりを向上できるウエハ外周面の研磨方法、圧電振動片の製造方法、圧電振動片、圧電振動子、発振器、電子機器、及び電波時計を提供する。
【解決手段】一対の研削テーブル205によりウエハWを厚さ方向両面側から挟持するウエハセット工程と、研磨部材202を、長手方向がウエハWの厚さ方向に沿うように配置して、ウエハWの外周面W1に当接させる当接工程と、研削テーブル205によりウエハWを回転させつつ、研磨部材202を長手方向に沿って往復走行させ、ウエハWを研磨する研磨工程と、を有していることを特徴とする。
(もっと読む)
ガラス板の面取り方法及び面取り装置並びにガラス板
【課題】本発明は、直角度が許容値から外れたガラス板を直角度が良好なガラス板に効率よく加工するガラス板の面取り方法及び面取り装置並びにガラス板を提供する。
【解決手段】本発明のガラス板の面取り装置10は、ガラス板12の基準辺S1を砥石28の移動方向Aに対して直交方向となるように、CPU40が姿勢変更装置26を制御してガラス板12の姿勢を変更する。これにより、砥石28、28によって面取りされる辺S2、S3と基準辺S1との直角度が略直角になる。砥石28、28による辺S2、S3の面取り、及び直角度修正加工が終了すると、ガラス板12の姿勢を平面視において90度変更し、残りの辺S1、S4を面取り加工する。
(もっと読む)
研磨装置
【課題】研磨処理に掛かる時間を長くすること無く、砥石の偏摩耗を抑制することができる研磨装置の提供。
【解決手段】角柱状シリコンインゴットWK1のR面角部を、リング状の各砥石31a,32aに対してワーク移動機構の移動方向と直交する方向に揺動移動させつつ、各砥石31a,32aを回転させて研磨するので、各砥石31a,32aの広範囲に角柱状シリコンインゴットWK1のR面角部を接触させることができる。したがって、各砥石31a,32aをリング状として偏摩耗を抑制することができ、かつR面角部と各砥石31a,32aとの接触部分を増やして、研磨処理に掛かる時間を長くせずに済む。
(もっと読む)
眼鏡レンズ供給システム
【課題】 システムの大型化、設置スペースの増大を抑え、経済的に有利する。
【解決手段】
1つのコンベアラインユニットは、コンベアラインと、1台の加工装置に対して少なくとも2つのトレイをコンベアラインから離脱させて待機位置まで移動させ、加工済みレンズが入ったトレイをコンベアラインに載せるトレイ移動ユニットと、レンズを加工装置に供給し、加工されたレンズをトレイに戻すロボットシステムと、トレイの識別情報を得る個別制御ユニットと、を有し、複数のコンベアラインユニットが並べられたときに、コンベアラインが1本のコンベアラインのように接続され、主制御ユニットは、各個別制御ユニットと通信し、搬入用コンベアラインのトレイを何れのコンベアラインユニットに搬送するかを決める。
(もっと読む)
ウエーハの面取り部除去方法
【課題】ウエーハのデバイス面や外周を汚染することなく、外周部に形成された面取り部を効率よく除去することができるウエーハの面取り部除去方法を提供する。
【解決手段】表面に複数のストリートが格子状に形成され複数のストリートによって区画された複数の領域にデバイスが形成されたウエーハの外周面取り部除去方法であって、ウエーハ2の表面に保護部材Tを貼着する保護部材貼着工程と、ウエーハ表面の保護部材側を保持したチャックテーブル31を回転させながら回転スピンドルに装着された切削ブレード323を回転しつつ外周余剰領域における面取り部の境界部に位置付けて面取り部を切断する面取り部切断工程と、チャックテーブルを回転させながら回転スピンドルに装着された研削砥石333を回転しつつ外周余剰領域の切断面に接触させないで切断された面取り部に位置付けて切断された面取り部を研削して除去する面取り部研削工程とを含む。
(もっと読む)
金属箔の平坦化方法、配線基板、半導体デバイス
【課題】表面を十分に平坦化することが可能な金属箔の平坦化方法を提供する。
【解決手段】金属箔11の表面側の一部を硬化させて硬化層14を形成する工程と、切削作用を有する研磨器具を使用して研磨することにより、硬化層14の上部を除去する工程と、残存する硬化層14を研磨により除去して、表面を平坦化する工程とを含んで、金属箔11の平坦化を行う。
(もっと読む)
平研削ホイール
【課題】効率よく超音波振動させることができる平研削ホイールを提供する。
【解決手段】中心部に取り付け穴を備えた円盤状のホイール基台61と、該ホイール基台の外周面に装着された研削砥石62とを具備する平研削ホイールにおいて、該ホイール基台における取り付け穴と外周との間に、交流電力を印加することによって超音波振動を発生する超音波振動手段63が配設されている、ことを特徴とする平研削ホイール。
(もっと読む)
磁気記録媒体用ガラス基板の製造方法
【課題】ポリッシュ工程において酸化セリウムを用いることなく、又はその使用量を低減しつつ、十分な耐衝撃強度が得られると共に、そのような磁気記録媒体用ガラス基板を高い生産性で製造できる磁気記録媒体用ガラス基板の製造方法を提供する。
【解決手段】中心孔を有する円盤状のガラス基板の内外周端面に対して、少なくとも研削加工を施す工程を含み、研削加工を施す工程は、ダイヤモンド砥粒を金属からなる結合剤で固定したメタルボンドダイヤ砥石を用いて、ガラス基板の内外周端面を研削する1次研削加工と、ダイヤモンド砥粒を樹脂からなる結合剤で固定したレジンボンドダイヤ砥石を用いて、ガラス基板の内外周端面を研削する2次研削加工とを含む。
(もっと読む)
主軸装置
【課題】既存の工作機械に容易に適用することができ、超音波振動を援用して自動的に多種類の加工を良好に行うことができる主軸装置を提供する。
【解決手段】主軸装置は、ハウジング11内に回転自在に支持したスピンドル本体10と、超音波振動子25を組み込んだホーン部21、及びこのホーン部21の周囲に形成した空洞部23を有しており、スピンドル本体10の先端側に設けてスピンドル本体10と共に回転するスピンドル先端部20と、このスピンドル先端部20の先端側に装着し、スピンドル本体10及びスピンドル先端部20と共に回転する工具ホルダー30と、スピンドル本体10の軸芯及びスピンドル先端部20の軸芯に挿入し、工具ホルダー30をクランプ・アンクランプするドローバー40とを備えている。
(もっと読む)
超音波加工方法
【課題】 短時間で加工レートを上昇させて、加工時間を短縮できる超音波加工方法を提供する。
【解決手段】 準備工程S1は、被加工物Wの被加工面Waの表面粗さRa0.5μm以上にする表面処理工程S12を有し、加工工程S2では、加工部10と被加工面Waとを対向させて、被加工面Waを加工する。
(もっと読む)
超音波補助回転機械加工用工具ユニット
【課題】工作物を超音波補助回転機械加工するための工具ユニットを提供する。
【解決手段】工具ユニットは、超音波振動を生成し、伝達するために少なくとも1つの電気音響変換部(22)を含む変換器(23)と、変換器に結合された工具(30)と、内部に変換部を含む変換器が配置構成され、工具スピンドル(10)の保持部(11)に少なくとも部分的に挿入可能であり、着脱式接続部(27)によって工具スピンドルに接続可能であるホルダ(21)とを有する。
(もっと読む)
円筒体の面取り装置及び面取り方法
【課題】 円筒状永久磁石などの円筒体を面取りする際に用いられる砥石の寿命を延ばし、加工費を低減することのできる円筒体の面取り装置及び面取り方法を提供すること。
【解決手段】 円筒状永久磁石11の面取りをする面取り装置10であって、円筒状永久磁石11の一方端面12が台座面13に接するように円筒状永久磁石11を載置する台座14と、円筒状永久磁石11を台座14の所定位置に固定する凹部15と、所定位置に固定された円筒状永久磁石11の中心軸X1と同一軸上にその回転軸X2が位置している状態で、円筒状永久磁石11の他方端面16の周縁17を面取りする円板状砥石18と、円筒状永久磁石11と台座14により形成される円筒状永久磁石11の内部空間19に研削液20を供給する供給管21とを備えている。
(もっと読む)
ガラスディスクの製造装置
【課題】ガラスディスクの研削砥石及び又は研磨砥石を研削作業及び又は研磨作業に続いて装置内でドレッシングができるガラスディスクの製造装置を得る。
【解決手段】内周面砥石50の駆動軸31に外周面ドレス砥石60を設け、且つ前記外周面砥石51の駆動軸41に内周面ドレス砥石61をそれぞれ設け、前記内周面砥石の駆動軸に外周面ドレス砥石の駆動軸を兼用させ、且つ前記外周面砥石の駆動軸に内周面ドレス砥石の駆動軸を兼用させてなる。
(もっと読む)
孔開口部における仕上げ加工工具及び仕上げ加工装置並びに仕上げ加工方法
【課題】加工コストを抑制して、安定した加工精度を得る。
【解決手段】孔の開口部に形成された末広がり面を仕上げ加工するための仕上げ加工装置であって、孔の壁面を仕上げ加工するための研磨部1と、該研磨部1を孔の軸線に沿った回転軸線Pを中心として回転させながら該回転軸線Pに沿って移動させる駆動部3とを備える。研磨部1は、回転軸線Pに対する拡がり角度の大きい状態と拡がり角度の小さい状態との間で姿勢変化可能に設けられている。孔への進入量が小さいときには、末広がり面における手前側の部分に研磨部1が当接するように、研磨部1は拡がり角度の大きい状態となる。孔への進入量が大きいときには、末広がり面における奥側の部分に研磨部1が当接するように、研磨部1は拡がり角度の小さい状態となる。
(もっと読む)
ワークのエッジの加工方法および加工装置
【課題】ピットと呼ばれる微細な加工ひずみが加工面に生ずるのを防止でき、ワークのエッジの断面形状が砥石形状で決定されることなく、断面形状精度が砥石の精度により左右されず、断面形状違いのワークの品種ごとに砥石交換をする必要がなく、また砥石がワークの下側にも自由に入り込め、砥石幅を広く保つことができ、加工時間が短く、砥石の寿命を長くすることができるワークの加工方法及び装置を提供する。
【解決手段】カップ型砥石の軸直角端面でワークのエッジを研削加工することを最大の特徴とし、半導体ウェーハ等のワークのオリエンテーションフラットやノッチ等の加工を施すに際して溝のない砥石面でワークのエッジの各種の断面形状を作成することができるようにする構成を特徴とする。
(もっと読む)
面取り方法及び面取り装置
【課題】予め個片化された半導体チップの角の面取りをできるようにする。
【解決手段】面取り装置10が、半導体チップ11を回転させる回転装置30と、回転装置30の周辺に半導体チップ11の角に接離可能に配置された工具40と、回転装置30の回転軸に関する径方向に沿って工具40を移動させることによって、工具40を半導体チップ11の角に接触させて、半導体チップ11の角を面取りする移動装置50と、を備える。
(もっと読む)
ガラス板を隅取りする方法及びその装置
【課題】ガラス板の移動速度に変化が生じても、ガラス板と砥石との位置関係に誤差が生じることなく、ガラス板の隅部を所望に隅取りするガラス板を隅取りする方法及びその装置を提供すること。
【解決手段】 ガラス板2をその一縁6と平行なX方向に移動させる移動手段7と、ガラス板2の一縁6側の隅部3を研削する研削工具としての環状の砥石4と、砥石4をX方向に直交するY方向に移動させる移動手段8と、ガラス板2の一縁6に対向するX方向に伸びた他の一縁11側の隅部3aを研削する研削工具としての環状の砥石5と、砥石5をY方向に移動させる移動手段9と、ガラス板2をX方向に移動させながら、ガラス板2のX方向の移動に応答して、砥石4及び5をY方向に移動させるように、移動手段8及び9を制御する制御手段10とを具備しているガラス板隅取り装置1。
(もっと読む)
61 - 80 / 977
[ Back to top ]