
Fターム[3C059AA01]の内容
放電加工、電解加工、複合加工 (4,787) | 加工原理 (818) | 放電 (653)
Fターム[3C059AA01]に分類される特許
201 - 220 / 653
放電加工により作製される手術用具
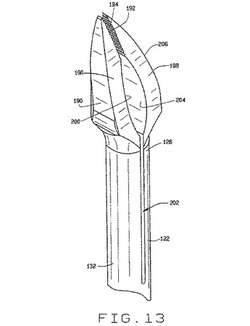
【課題】ワイヤ放電加工機を用いて超微細手術用具を製作する方法、ならびにこの方法により作製される超微細手術用具を提供する。
【解決手段】超微細手術用具は超小型であり、用具の対向する超微細手術操作面をワイヤ放電加工による単一切削工程で鋸歯を形成するので、追加の製造工程、すなわち表面の研削工程を必要とせず、さらに従来の用具に比べて大幅に小型化され、より少ない製造工程で製造できるため、製造コストを大幅に低減できる。
(もっと読む)
ワイヤ電極の残量検出機能を有するワイヤカット放電加工機

【課題】ワイヤ電極の走行時の張力の検出値を元にワイヤ電極の残量検出機能を有するワイヤカット放電加工機を提供すること。
【解決手段】ワイヤ電極2が巻回されたソースボビン1から繰り出されたワイヤ電極2に所定の張力を与えるとともに、ワイヤ電極2の走行時の張力を張力検出装置6により検出し、ワイヤ電極2を所定の速度で走行させてワークWを加工し、ソースボビン1に残留するワイヤ電極2の残量を管理する機能を備えたワイヤカット放電加工機において、張力検出装置6により検出したワイヤ電極2の張力を元にワイヤ電極2が巻回されたソースボビン1の巻き径を算出するソースボビン巻き径算出手段と、前記ソースボビン巻き径算出手段により算出されたソースボビンの巻き径と、ソースボビン1の形状データ、ワイヤ電極2の線径、およびワイヤ電極2の稠密度に基づきソースボビン1のワイヤ電極2の残量を演算する残量演算手段と、を備えたワイヤ電極の残量検出機能を有するワイヤカット放電加工機。
(もっと読む)
放電加工液組成物および放電加工方法
【課題】十分な金属の防錆効果を有する放電加工液組成物、およびそれを用いた放電加工方法を提供する。
【解決手段】イミド化合物と水とを含有する放電加工液組成物。前記イミド化合物としては、コハク酸イミド、マレイン酸イミド、グルタル酸イミド、またはフタル酸イミド等を用いることができ、放電加工液組成物中のイミド化合物の含有率は、0.001質量%以上1.0質量%以下が好ましい。また、放電加工液組成物は、ベンゾトリアゾール化合物や糖を含有していてもよい。
(もっと読む)
ワイヤカット放電加工装置
【課題】算出される板厚と実際の板厚との誤差が許容範囲を超えて的確に適切な加工条件に変更設定することが困難である。
【解決手段】数値制御装置10は、所定時間毎に板厚を算出して板厚に適応する加工条件に変更設定する。電圧検出装置16は、平均加工電圧を出力する。速度検出装置18は、ワイヤ電極の送り速度を出力する。板厚計算装置19は、放電一発当たりの加工量と複数の演算係数とを記憶装置13から取得して、カウンタで計数された予め設定された期間に供給される放電電流パルスの数と、検出された送り速度と平均加工電圧とから、上記期間における加工量を送り速度と平均加工電圧を用いて近似式で表わされる加工溝幅との積で除算して板厚を計算して出力する。指令装置15は、板厚に適応する加工条件を記憶装置13から検索して抽出し加工条件を変更設定する。
(もっと読む)
ワイヤ放電加工機保全システム、ワイヤ放電加工機の保全方法、及びワイヤ放電加工機
【課題】メンテナンスの要否について有益な情報を提供可能とし、適切なメンテナンスによるワイヤ放電加工機の保全を可能とする、ワイヤ放電加工機の保全システム及び保全方法、ワイヤ放電加工機を提供すること。
【解決手段】自動結線装置3と、結線動作のエラーが生じた部位と、エラーに対して結線動作が再度なされた再試行回数と、を含む結線動作データを記録する結線動作データ記録部5と、結線動作データ記録部5に記録された結線動作データを出力するデータ出力部6と、を備える複数のワイヤ放電加工機1と、結線動作データのうちの再試行回数と、再試行回数についての基準値との比較結果に基づいて、ワイヤを通過させる各部位についてメンテナンスの要否を判定する判定部14と、判定部14による判定の結果を表示する表示部12と、を有し、基準値は、複数のワイヤ放電加工機1から出力された結線動作データを用いて算出される。
(もっと読む)
球状接触険知機と芯出し用ゲージでワークの芯出しをするワイヤー加工機
【課題】連続したワイヤー加工線が接触する面でしか芯出し測定が出来なかった事を解決する。
【解決手段】ワイヤー加工線17と同じワイヤー加工機本体の主軸16に、球状接触検知機を取り付け、そのワイヤー加工線の芯4と球状接触検知機の芯1との位置関係を、芯出し用ゲージの芯2で芯を測定し、その相位関係を求めワイヤー加工線17では芯出しが出来ないワークの芯3を、球状接触検知機の芯1で芯出しし、その座標を座標変換してワイヤー加工線の芯4で出したと同じ座標にした加工手段である。
(もっと読む)
ウォータジェット加工手段を有する加工装置
【課題】ウォータジェット加工において、従来よりも形状加工精度の向上を図る。
【解決手段】カッティングノズル11から高圧の切断水を噴射して被加工物Wを切断するウォータジェット加工手段1を有する加工装置100であって、供給管R7が高圧ポンプ3とカッティングノズル11を接続し、高圧ポンプ3が切断水を加圧する。冷却装置27が管状部材4に冷却媒体を供給し、管状部材4に冷却媒体を流入させて供給管R7を冷却する。
(もっと読む)
ワイヤ放電加工機用の給電ダイス
【課題】イオン交換水等の加工液中で放電を発生させるワイヤ放電加工機に使用しても、不純物が付着しにくい給電ダイスを提供すること。
【解決手段】本発明のワイヤ放電加工機用の給電ダイスは、超硬合金からなる本体と、本体を均一に被覆する有機絶縁膜とを有し、加速電圧15kVでエネルギー分散型X線分析を行った場合における炭素量が、タングステン、コバルト、炭素及び酸素からなる4元素の合計重量に対して、2.8重量%以上16重量%以下であることを特徴とする。
(もっと読む)
ワイヤ放電加工装置
【課題】ユーザ利便性を向上させるとともに、加工精度をも向上させたワイヤ放電加工装置を提供すること。
【解決手段】ワークから中子(被くり抜き部分)を除去するワイヤ放電加工装置に、放電加工後に中子を一方向から(例えば液体を噴射するなどして)押圧する押圧手段と、放電加工後に中子がワークから除去されたか否かを(例えばプローブなどを利用して)確認する確認手段とを備える。被くり抜き形状とイニシャルホールの位置とからコアレス放電加工が選択された場合には、押圧手段による中子への押圧は禁止され、分割放電加工が選択された場合には、複数の中子の各々が生成されるごとに押圧手段による押圧と確認手段による確認が行われる。
(もっと読む)
水中放電加工装置
【課題】水中、狭あい部での遠隔による放電加工作業において、被加工物への柔軟なアクセス動作を実施可能となる水中放電加工装置を提供することにある。
【解決手段】放電加工ヘッド2は、水中に配置される。水中作業装置1は、放電加工ヘッド2を作業アーム3により移動するとともに水中に配置される。運転制御盤6は、水中作業装置1を遠隔で操作するとともに地上に配置される。放電加工用電源4は、放電加工ヘッド2に電源を供給するとともに地上に配置される。放電加工用電源4は、直流電力を発生する直流電源回路7を備える。放電回路ボックス5は、直流電源回路7からケーブル9により供給された直流電力から高周波パルス電力を発生するとともに、水中作業装置1に搭載されている。放電回路ボックス5により発生された高周波パルス電力は、ケーブル10により放電加工ヘッド2に供給される。
(もっと読む)
ワイヤ制御指令生成装置、及びワイヤ制御指令生成プログラム、並びにコンピュータ読取可能記憶媒体
【課題】ワイヤカット放電加工において被くり抜き部分に傾斜面が含まれているときの適切なアプローチ方向を自動的に算出すること。
【解決手段】ワイヤカット放電加工時に被くり抜き形状が水平面に対して傾斜している場合に、ワイヤをイニシャルホールから被くり抜き形状外周軌跡へとアプローチさせる際に、ワイヤが傾斜面に平行となる角度付近まで十分に傾く前にワイヤの水平方向移動によって製品面等の加工すべきでない部分に到達してしまうことによる削り込みが発生しないように、ワイヤを被くり抜き形状の加工面と平行とするために傾けるべき方向と、イニシャルホールから被くり抜き形状外周軌跡までのワイヤのアプローチ方向とが一致するようにNCパスを生成する。
(もっと読む)
ローラーユニット及びワイヤー放電加工機
【課題】ワイヤー電極5を長時間にわたって安定して牽引することのできるローラーユニット2を提供すること及び、ローラーユニット2を通過した後のワイヤー電極5が一定方向に曲がって進み、ワイヤー電極5がどこにも絡まることなく自然に回収箱16に回収されるようにしたローラーユニット2を提供することにある。
【解決手段】上ローラ3と下ローラ4とからなるローラーユニット2とし、下ローラ4の外周に多数の歯4aを設け、ワイヤー電極5の片側に歯4aを食い込ませ傷5aを付ける構成とする。またワイヤーボビン6、ワイヤー経路9、加工槽12、ローラユニット2及び回収箱16からなるワイヤー放電加工機1とする。
(もっと読む)
細穴放電加工装置による円錐形漏斗部を有する細穴の加工方法及び同加工方法に使用する細穴放電加工装置
【課題】 細穴加工用のパイプ電極だけで入口側に開口した円錐形漏斗部を有する細穴の加工方法及び同方法に使用する細穴放電加工装置の提供。
【解決手段】 棒状電極の先端から軸方向にかつ上方に折曲げ長さh1で前記棒状電極を折り曲げて、該折り曲げられた棒状電極の先端外周と電極中心との距離Lが加工目標の円錐形漏斗部の入口半径Rに等しくなるように折曲げ成形し、該折曲げ成形された棒状電極を前記被加工材に対して軸方向に給送すると同時に回転させながら細穴加工を行うことを特徴とする細穴放電加工装置による円錐形漏斗部を有する細穴の加工方法。
(もっと読む)
加工液冷却装置
【課題】加工液冷却装置における冷凍サイクルの高低圧の熱交換を促進させ、高低圧圧力を下げ、圧縮機の消費電力を低減する。
【解決手段】加工液を冷却する蒸発器タンク10を加工液冷却装置の外郭を形成するカバー3の外に設置することにより、蒸発器タンク10は、送風機9により圧縮機6、凝縮器7の高温度の熱影響を受けることなく外気温度で熱交換することができる。その結果、蒸発器タンク10および蒸発器タンク10内を流れる液体の温度上昇が抑制でき、これに伴って冷凍サイクルの高低圧圧力の上昇を抑制し、圧縮機6の消費電力量の削減をはかることができる。
(もっと読む)
細穴放電加工機によるテーパ穴の加工方法および同方法に使用する細穴放電加工機
【課題】 加工穴入口から出口に向かって穴径が大きくなる精密なテーパ穴加工を短時間で行える細穴放電加工機によるテーパ穴の加工方法および同方法に使用する細穴放電加工機の提供。
【解決手段】 電極ホルダ27を回転可能に設けると共に、該電極をワークに対して自転させながら給送する細穴放電加工機において、ワーク直上の位置において前記電極の下端部を揺動可能に軸支する軸支する電極ガイドと、該電極ガイドの上方に位置する水平面内において前記電極に前記電極ガイドを支点にした円運動を与える偏心ガイド手段40とを備えた電極ガイド装置41を昇降可能に設け、前記偏心ガイド手段により前記電極に前記水平面内において前記電極ガイドを支点にした円運動を与えながら前記ワークに対して該電極を給送することにより、加工穴入口から出口に向かって穴径が大きくなるテーパ穴を加工することを特徴とする細穴放電加工機。
(もっと読む)
ワイヤ放電加工装置
【課題】簡単な構成で、加工槽に供給される加工液を目標温度に素早く正確に維持する。
【解決手段】加工液を冷却して目標温度に維持する加工液冷却装置50と、加工液冷却装置50で冷却された加工液の温度を検出する第1の温度センサ17と、加工槽9の加工液の温度を検出する第2の温度センサ18と、加工槽9の加工液の液面を検出する液面検出器47を備える。ワイヤ放電加工装置の制御装置20は、加工槽9の液面が所定レベルより低いと液面検出器47が「OFF」の検出信号を出力して第1の温度センサ17を選択し、加工槽中の液面が所定レベルに到達すると液面検出器47が「ON」の検出信号を出力して第2の温度センサ18を選択する。第1の温度センサ17または第2の温度センサ18によって、常時加工液の温度が検出されるので、加工液を目標温度に素早く正確に維持することができる。
(もっと読む)
放電加工装置及び放電加工方法
【課題】簡易な構造・制御で工作物の穴の出口側のような加工が困難な部位のバリ取りや面取り加工を実現する。
【解決手段】中心線Ctに沿って延びる軸状の工具電極11を工作物15に形成された貫通穴15aに挿入し、貫通穴15aの出口側の縁部に工具電極11の先端部32を配置する。中心線Ctを回転中心として工具電極11を回転させて工具電極11をふれまわりさせる。工作物15と工具電極11との間に電源電圧を印加する。ふれまわりにより工具電極11の先端部32が貫通穴15aの縁部に接近するので、工具電極11の先端部32と貫通穴15aの縁部との間の放電隙間が狭まる。その結果、工具電極11の先端部32と貫通穴15aの縁部との間に電源電圧による放電が生じ、貫通穴15aの縁部が放電加工される。
(もっと読む)
放電切断のためのワイヤ電極
本発明は、放電切断プロセスのためのワイヤ電極(1、1′)およびその産生のための方法に関する。ワイヤ電極(1、1′)は、金属または金属合金を含むコア(2)と、コア(2)を囲み、1つ以上のコーティング層(3、4、5)を含み、そのうちの少なくとも1つ(3)は、β真鍮および/またはβ′真鍮とγ真鍮との位相混合物を含む、コーティング(3、4;3、4、5)とを有する。β真鍮および/またはβ′真鍮とγ真鍮とを含む少なくとも1つのコーティング層(3)では、β相および/またはβ′相とγ相とが、微粒子構造内で相互に隣接して配置され、β真鍮および/またはβ′真鍮粒子とγ真鍮粒子との平均サイズは、ワイヤ電極(1、1′)の縦軸に垂直に延在する断面に対して、最大5μmに達する。 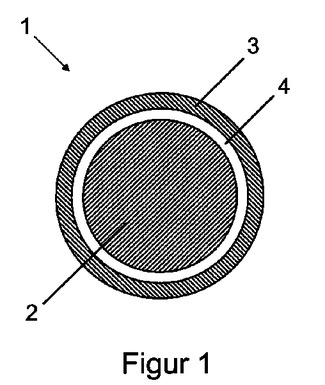 (もっと読む)
(もっと読む)
導電性セラミックスの板状体製造装置及び導電性セラミックスの板状体製造方法
【課題】インゴットの一端面が固定された状態で、インゴットの他端面が一端面に対して傾いている場合であっても、切断して得られる板状体の破損を抑制でき、高品質の板状体を製造できる導電性セラミックスの板状体製造装置、及び、導電性セラミックスの板状体製造方法を提供する。
【解決手段】本発明に係る装置100は、インゴット10の一端面11が取り付けられる取付ベース110と、他端面12側に配設され、取付ベース110に向かって移動する移動ベース120と、他端面12と移動ベース120との間に配設され、他端面12を取付ベース110側に向けて保持する保持機構130と、移動ベース120と保持機構130とを連結するとともに、保持機構130の傾きを変更する連結機構140と、保持機構130が他端面12に密着した状態で、取付ベース110に対して移動ベース120を固定する固定機構150とを備えることを特徴とする。
(もっと読む)
加工面評価方法及び加工面評価装置
【課題】放電痕が線状に集合してなる微細スジの定量的な評価を可能とする加工面評価方法及び加工面評価装置を得ること。
【解決手段】ワイヤ放電加工による放電痕が線状に集合してなる微細スジを評価の対象とする加工面評価方法であって、加工面の位置ごとの高さを計測することにより、加工面の高さデータを取得する高さデータ取得工程と、高さデータのフィルタ処理により、加工面の微細スジを抽出する微細スジ抽出工程と、微細スジが抽出された画像から、ワイヤ放電加工の加工方向についての面粗さと、ワイヤ放電加工におけるワイヤ電極の走行方向についての面粗さとを算出する面粗さ算出工程と、加工方向についての面粗さと走行方向についての面粗さとの比である面粗さ比を算出する面粗さ比算出工程と、を含み、面粗さ比算出工程において算出された面粗さ比を微細スジの評価値とする。
(もっと読む)
201 - 220 / 653
[ Back to top ]