
Fターム[3C063AA08]の内容
Fターム[3C063AA08]に分類される特許
1 - 20 / 101
固定砥粒ワイヤ及びそれを備えた切断装置ならびにウエハ
【課題】被加工物を切削加工して形成したウエハの強度の低下を抑制することが可能な、固定砥粒ワイヤ及びそれを備えた切断装置と、固定砥粒ワイヤまたは切断装置を用いて作製されたウエハを提供する。
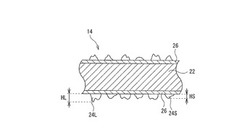
【解決手段】線状のワイヤ本体22と、ワイヤ本体22の外径面に固着している複数の砥粒24を備え、被加工物の切削加工に用いる固定砥粒ワイヤ14であって、複数の砥粒24は、ワイヤ本体22の外径面から突出する突出量Hの分布における、分布の比率のピーク値を二つ有し、具体的には、15[μm]以上である大砥粒24Lと、分布の比率のピーク値が10[μm]以下である小砥粒24Sを含む。
(もっと読む)
固定砥粒ワイヤ及びそれを備えた切断装置ならびにウエハ

【課題】被加工物を切削加工して形成したウエハの強度の低下を抑制することが可能な、固定砥粒ワイヤ及びそれを備えた切断装置と、固定砥粒ワイヤまたは切断装置を用いて作製されたウエハを提供する。
【解決手段】線状のワイヤ本体22と、ワイヤ本体22の外径面に固着している複数の砥粒24を備え、被加工物Wの切削加工に用いる固定砥粒ワイヤ14であって、複数の砥粒24のうち被加工物Wの切削加工に寄与する砥粒24を、複数の砥粒24がワイヤ本体22の外径面から突出している突出量の分布において、突出量の区間の幅が4.5[μm]以内となるように調整する。
(もっと読む)
レジンワイヤソー処理方法及びレジンワイヤソー処理装置
【課題】使用後のレジンワイヤソーから砥粒やワイヤなどの構成素材を効率良く分離回収することができ、環境負荷も生じ難い、レジンワイヤソー処理技術を提供する。
【解決手段】レジンワイヤソー処理装置10は、使用後のレジンワイヤソー20をその長手方向に走行させる搬送手段である前段ローラ11及び後段ローラ12と、レジンワイヤソー20の走行経路である前段ローラ11と後段ローラ12との中間に回転自在に配置されたプーリ13と、を備えている。矢線A方向に沿って走行してくる使用後のレジンワイヤソー20は、前段ローラ11からプーリ13に掛け渡され、このプーリ13の外周に10周巻き付けられた後、後段ローラ12に掛け渡されている。プーリ13とともに回転するレジンワイヤソー20から剥離された回収物15(レジンR及びダイヤモンド砥粒D)を電気炉にて加熱処理して、レジンRを燃焼除去し、ダイヤモンド砥粒Dを回収する。
(もっと読む)
固定砥粒ワイヤおよび半導体基板の製造方法
【課題】固定砥粒ワイヤの張力を下げても、軌跡不良を低減して半導体基板をスライスすることが可能な固定砥粒ワイヤを提供する。
【解決手段】ワイヤ芯線表面に砥粒を固定した固定砥粒ワイヤであって、ワイヤ芯線径は80μm以下で、ワイヤ芯線の単位表面積当たりの砥粒の個数は400個/mm2以上である固定砥粒ワイヤ。
(もっと読む)
ワイヤ工具及びワイヤ工具製造方法
【課題】切れ味が良く、加工面の面粗さが良好であり、捩れに起因する断線も少ないワイヤ工具を提供する。
【解決手段】ワイヤ工具10は、砥粒12及び無機物質13をレジンボンド14で芯線11の外周面に固着したものであり、無機物質13の材質はシリカ(酸化ケイ素)であり、その形状は、アスペクト比が約300の鱗片形状をなしている。全ての無機物質13はレジンボンド14中に内包されている。砥粒12はダイヤモンド砥粒であり、芯線11はピアノ線である。ワイヤ工具10においては、砥粒12を固着しているレジンボンド14の表面14aと砥粒12の表面12aとの境界Xが、当該砥粒12の先端部12t(芯線11の軸心11cから最も離れた部分)が芯線11の軸心11c寄りの位置に形成され、全ての砥粒12がレジンボンド14の表面14aから広く露出し、鋭く屹立した状態となっている。
(もっと読む)
固定砥粒式ソーワイヤー
【課題】
解決しようとする問題点は、ソーワイヤーの極細化と引張強度を強化し、加工精度の向上及び加工時間の短縮が得られ,無効材の削減が出来るソーワイヤー1。
【解決手段】
ソーワイヤーの芯材2と砥粒6との剥がれ強度の強化手段として、ソーワイヤー1の使用時に掛かる芯材2と砥粒6との加圧力の吸収を目的として芯材2の外周面に銅被膜層第1層3を施工後、第1層3の外周面にニッケル被膜層第2層4を形成し、芯材2のニッケル被膜層第2層4と砥粒6のニッケル被膜層7とを融合結合する手段によって芯材2と砥粒6との剥がれ強度が強化される。更に、加工精度を上げる為にソーワイヤー1の外周に固着された被膜砥粒8の先端被膜部10を研磨によって被膜砥粒8の被膜7を剥離して、砥粒6の先端部を露出させ均一な外径を維持させたソーワイヤー1。
(もっと読む)
ソーワイヤーの製造方法および製造装置
【課題】砥粒の高密度化やワイヤーの往復走行等の高効率なワイヤー送出形態によっても、ワイヤー外表面に付着する砥粒の量のばらつきを抑え、砥粒の付着分布の均一化を図ることができる固定砥粒式のソーワイヤーの製造方法および製造装置を提供せんとする。
【解決手段】砥粒Dを含有するメッキ液M1が溜められたメッキ槽16Aと、メッキ液M1内にワイヤーWを通過させるワイヤー送出手段2と、ワイヤーWとメッキ液M1に電流を供給する電流供給手段3と、メッキ液M1を通過させたワイヤーWの外表面に付着している砥粒Dの量を算出する砥粒量算出手段4と、算出された砥粒の量に基づき電流供給手段3によるメッキ液M1中のワイヤーWに流れる電流値を増減させてワイヤー外表面に付着する砥粒の量のばらつきを所定範囲内に収まるよう制御する電流値制御手段5とを備えさせた。
(もっと読む)
樹脂製保護層を有するワイヤソー、ワイヤソーを用いた切断方法
【課題】 ワイヤ径を必要以上に大きくすることなく、高い耐久性を有するワイヤソー等を提供する。
【解決手段】 ワイヤソー7は、主に芯線11、樹脂製保護層13、フィラー15、砥粒保持層17、砥粒19等から構成される。芯線11は、高純度石英ファイバである。高純度石英ファイバは、例えば気相合成したガラスファイバであり、不純物を含まず、高い抗張力を有する。芯線11としては、5000MPa以上の抗張力を有するものが望ましい。このような芯線11としては、例えば、従来光ファイバとして使用されるガラスファイバを用いることができる。芯線11の外周には、フィラー15を含有した樹脂製保護層13が設けられる。樹脂製保護層13は、芯線11を保護するためのものである。樹脂製保護層13は、後述する砥粒19と芯線11との接触を防止し、砥粒19との接触による芯線11の破断を防止することができる。
(もっと読む)
ダイヤモンドソーワイヤの製造方法及びその製造装置
【課題】ダイヤモンドを確実にソーワイヤ素線に固着できるダイヤモンドソーワイヤの製造方法及び装置を提供する。
【解決手段】表面にめっき金属が覆われ、めっき金属にダイヤモンド粉が付着しているソーワイヤを製造する方法であって、磁石に吸着する材料を付着したダイヤモンド粉を用意する工程と、第1の金属めっきをした、磁化可能な材料からなるソーワイヤ素線を磁化する工程10と、前記ダイヤモンド粉を、磁化した前記ソーワイヤ素線に磁力で吸着させる工程20と、ダイヤモンド粉を吸着したソーワイヤ素線の第1の金属めっきを、めっき金属の融点より5℃低い温度から融点より5℃高い温度範囲内で加熱する工程30と、加熱後の第1の金属めっきにダイヤモンド粉をめり込ませる工程40と、ダイヤモンド粉がめり込んだソーワイヤ素線を冷却する工程50と、脱磁処理する工程60と、を具備したダイヤモンドソーワイヤを製造する方法。
(もっと読む)
固定砥粒ソーワイヤー用電着液
【課題】砥粒が多く付着したソーワイヤーを高速で製造することのできるソーワイヤー用電着液を提供することを目的とする。
【解決手段】砥粒を100質量部以上10000質量部以下、酸化チタンまたは酸化ジルコニウムの少なくとも一方のコロイド粒子を50質量部以上100質量部以下含有し、電気伝導度が10mS/cm未満であることを特徴とするソーワイヤー用電着液により上記目的が達成される。
(もっと読む)
ワイヤーソーの製造方法および製造装置
【課題】生産性や生産コストの改善された固定砥粒式のワイヤーソーの製造方法および製造装置を提供すること。
【解決手段】砥粒を含有するメッキ液にワイヤーを通過させて、その外周に砥粒を電気メッキにより固着させてなる固定砥粒式のワイヤーソーの製造方法であって、メッキ液の外部に配され、電流供給手段により電流が供給される液外の回転ローラーと、前記メッキ液の内部に配される液内の回転ローラーとの間に、前記ワイヤーを複数回架け渡して前記メッキ液の内外を複数回往復させることを特徴とするワイヤーソーの製造方法。
(もっと読む)
ワイヤ工具
【課題】加工効率が高く、加工面の面粗度も良好なワイヤ工具を提供する。
【解決手段】ワイヤ工具10は、ワイヤ11の外周面を覆う鍍金層12で固着されたバックアップ用の粒状体13と、鍍金層12を覆う合成樹脂層14で固着された砥粒15とを備えている。鍍金層12と砥粒15との間には、砥粒15を含まない緩衝樹脂層16が設けられている。ワイヤ11の長手方向に隣り合う粒状体13と砥粒15との隙間17は砥粒15の外径より小さく、ほぼゼロに設定されている。ワイヤ11はピアノ線であり、鍍金層12はニッケル鍍金で形成され、合成樹脂層14は熱硬化性樹脂で形成され、粒状体13及び砥粒15はダイヤモンド粒である。
(もっと読む)
固定砥粒ワイヤの製造方法
【課題】メッキ液中にレベリング剤を添加することなく、砥粒のワイヤ本体への固着強度の向上及び砥粒による切削性能又は切断性能の向上を同時に図り得る固定砥粒ワイヤの製造方法を提供する。
【解決手段】砥粒群を含むメッキ液中において対向配置された電極部材が陽極となり且つワイヤ本体が陰極となるような正電解電圧を印可して砥粒群を含むメッキ層を前記ワイヤ本体に電着させる正電解処理工程と、前記正電解処理工程の後にメッキ液中で対向配置された電極部材が陰極となり且つワイヤ本体が陽極となるような逆電解電圧を印可して前記メッキ層中の少なくとも一部の砥粒の頂部が露出するように前記メッキ層を剥離させる逆電解処理工程とを含む。
(もっと読む)
硬脆性材料のスライス方法
【課題】ウェーハの反りを抑制しながら、硬脆性材料のスライス時間を短縮可能な硬脆性材料のスライス方法を提供する。
【解決手段】スライス初期では、第1の固定砥粒による硬脆性材料の切断が進行し、これに伴い、電着固定砥粒ワイヤの走行モータの負荷電流が徐々に低下し、電着固定砥粒ワイヤに撓みが生じてくる。しかしながら、第1の固定砥粒の粒度が第2の固定砥粒の粒度に達した時、鋭角な角部を有した未使用の第2の固定砥粒が、硬脆性材料の切断溝の底部に当接し、それ以降、切断溝の底部の主な研削は第2の固定砥粒が引き継ぐ。これにより、走行モータの負荷電流の低下が徐々に回復し、撓みが徐々に減少する。その結果、一定の押し付け速度のままで硬脆性材料をスライス可能となる。よって、ウェーハの反りを抑制しながら、硬脆性材料のスライス時間を短縮できる。
(もっと読む)
固定砥粒ワイヤおよびその製造方法
【課題】超砥粒が固定された固定砥粒ワイヤにおいて、スライス加工時に研削液を十分に取り込むことが可能な長寿命の固定砥粒ワイヤを得ること。
【解決手段】ワイヤ芯線2上に断面のアスペクト比が1.2〜1.6の超砥粒4および一般砥粒5を、断面の短辺側からバインダ3の表面に突き出させて固定した固定砥粒ワイヤ1であり、それぞれの突き出し高さを大きくした超砥粒4の間に一般砥粒5が配置され、超砥粒4と一般砥粒5との間に研削液を取り込むことが可能な間隙が形成されるため、この固定砥粒ワイヤ1を用いてスライス加工を行うと、超砥粒4の高い切削精度が得られるとともに、研削液が固定砥粒ワイヤ1の表面に保持されるので、研削面への研削液の供給が十分になされるようになり、固定砥粒ワイヤ1の寿命を延ばすことができる。
(もっと読む)
固定砥粒ワイヤの製造方法
【課題】メッキ液中にレベリング剤を添加することなく、砥粒のワイヤ本体への固着強度の向上及び砥粒による切削性能又は切断性能の向上を同時に図り得る固定砥粒ワイヤの製造方法を提供する。
【解決手段】メッキ液中において電極部材及びワイヤ本体を対向配置させた状態で前記電極部材が陽極となり且つ前記ワイヤ本体が陰極となるような正電解パルス電圧を印可し、その後に、前記電極部材が陰極となり且つ前記ワイヤ本体が陽極となるような逆電解パルス電圧を印可する処理を一周期とする反転パルス電圧の印可を繰り返すことで、砥粒群の少なくとも一部の砥粒の頂部が露出した状態で前記砥粒群を含む前記メッキ層を前記ワイヤ本体に電着させる。
(もっと読む)
固定砥粒ワイヤ
【課題】 寿命の低下を有効に抑制できる固定砥粒ワイヤを提供する。
【解決手段】 本発明に係る固定砥粒ワイヤは、波状ワイヤ11の表面に砥粒を固定したものであって、当該波状ワイヤ11は、その線径dを基準としたピッチPで、複数の波状湾曲部位12を長手方向に連続して配列させたものである。波状湾曲部位12のピッチPの好ましい範囲としては、例えば、当該波状ワイヤ11の線径dの20倍以上200倍以下の範囲を挙げることができる。
(もっと読む)
超砥粒固定式ワイヤソー
【課題】レジンボンド法で問題とされている寿命が短い点、電着法で問題とされている生産性が悪くコスト高であるという点、ろう付け法で問題とされている高炭素鋼が使えずコスト的に優位でないという点、ろう付け後に超砥粒に内部応力が発生して砥粒が割れたり欠けやすくなるという点をいずれも解決でき、長寿命で生産性が高く、切断加工能力に優れた固定超砥粒式ワイヤソーを提供せんとする。
【解決手段】超砥粒14を仮固定するろう材層13、及び超砥粒14を保持するための金属めっき層16の二層を備え、ろう材層13の厚みを超砥粒14の平均粒径の10%以下とした。
(もっと読む)
固定砥粒式ソーワイヤ
【課題】硬質材料を切断加工する為の工具である固定砥粒式ソーワイヤであって、切断加工時のおける砥粒固着層への亀裂を生じさせず、安定した砥粒の固着を持続させる構造を有する固定砥粒式ソーワイヤを提供すること。
【解決手段】本発明の固定砥粒式ソーワイヤは、硬鋼線の表層に砥粒を固着させる固着層を有する固定砥粒式ソーワイヤであって、固着層中に繊維を混在することを特徴とする。
(もっと読む)
電着固定砥粒ワイヤ
【課題】被切断材料の切断溝からのチップの高い掻き出し効率を確保することができるとともに、固定砥粒の磨滅に伴う切断効率の低下を抑制することができる電着固定砥粒ワイヤを提供する。
【解決手段】ワイヤ基材の外周面に、所定の粒度を有する第1の固定砥粒が線状に電着された第1の線状電着部と、第1の固定砥粒より粒度が小さい第2の固定砥粒が線状に電着された第2の線状電着部とを離間して形成したので、被切断材料の切断溝からのチップの高い掻き出し効率を確保でき、固定砥粒の磨滅に伴う切断効率の低下を抑制できる。
(もっと読む)
1 - 20 / 101
[ Back to top ]