
Fターム[3C063AB09]の内容
Fターム[3C063AB09]に分類される特許
1 - 20 / 111
自動研磨・洗浄装置
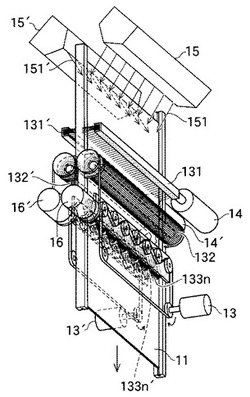
【課題】本発明は、縦型平面部材の左右面を同時に研磨および/または洗浄を行うことができる自動研磨・洗浄装置に関するものである。
【解決手段】本発明の自動研磨・洗浄装置は、大型太陽電池あるいは大型液晶画面等の縦型平面部材の左右面を同時に研磨および/または洗浄をすることができる。前記縦型平面部材は、前記研磨・洗浄中に、砥粒および/または香料の入った研磨液および/または洗浄液が掛けられて研磨・洗浄が簡単で、かつ、素早く行える。本発明の自動研磨・洗浄装置は、縦型平面部材に合った素材から構成されている複数組のブラシ組立により、左右面を同時に研磨および/または洗浄を行うことができるようになっているため、前記縦型平面部材の左右両面の研磨および/または洗浄を迅速、かつ、効率良く行うことができる。
(もっと読む)
樹脂製保護層を有するワイヤソー、ワイヤソーを用いた切断方法

【課題】 ワイヤ径を必要以上に大きくすることなく、高い耐久性を有するワイヤソー等を提供する。
【解決手段】 ワイヤソー7は、主に芯線11、樹脂製保護層13、フィラー15、砥粒保持層17、砥粒19等から構成される。芯線11は、高純度石英ファイバである。高純度石英ファイバは、例えば気相合成したガラスファイバであり、不純物を含まず、高い抗張力を有する。芯線11としては、5000MPa以上の抗張力を有するものが望ましい。このような芯線11としては、例えば、従来光ファイバとして使用されるガラスファイバを用いることができる。芯線11の外周には、フィラー15を含有した樹脂製保護層13が設けられる。樹脂製保護層13は、芯線11を保護するためのものである。樹脂製保護層13は、後述する砥粒19と芯線11との接触を防止し、砥粒19との接触による芯線11の破断を防止することができる。
(もっと読む)
ワイヤ工具
【課題】加工効率が高く、加工面の面粗度も良好なワイヤ工具を提供する。
【解決手段】ワイヤ工具10は、ワイヤ11の外周面を覆う鍍金層12で固着されたバックアップ用の粒状体13と、鍍金層12を覆う合成樹脂層14で固着された砥粒15とを備えている。鍍金層12と砥粒15との間には、砥粒15を含まない緩衝樹脂層16が設けられている。ワイヤ11の長手方向に隣り合う粒状体13と砥粒15との隙間17は砥粒15の外径より小さく、ほぼゼロに設定されている。ワイヤ11はピアノ線であり、鍍金層12はニッケル鍍金で形成され、合成樹脂層14は熱硬化性樹脂で形成され、粒状体13及び砥粒15はダイヤモンド粒である。
(もっと読む)
固定砥粒ワイヤ
【課題】 寿命の低下を有効に抑制できる固定砥粒ワイヤを提供する。
【解決手段】 本発明に係る固定砥粒ワイヤは、波状ワイヤ11の表面に砥粒を固定したものであって、当該波状ワイヤ11は、その線径dを基準としたピッチPで、複数の波状湾曲部位12を長手方向に連続して配列させたものである。波状湾曲部位12のピッチPの好ましい範囲としては、例えば、当該波状ワイヤ11の線径dの20倍以上200倍以下の範囲を挙げることができる。
(もっと読む)
大型平面部材研磨・洗浄装置
【課題】本発明は、大型平面部材の上面および下面を同時に研磨および/または洗浄を行うことができる自動研磨・洗浄装置に関するものである。
【解決手段】本発明の大型平面部材研磨・洗浄装置は、複数組のブラシ組立体により、前記大型平面部材の移動中に、上面および下面を同時に研磨および/または洗浄することができる。前記複数のブラシ組立体は、大型平面部材の研磨および/または洗浄に合った、異なる種類のブラシ毛および構造の異なるブラシから構成されている。また、前記大型平面部材研磨・洗浄装置は、前記異なる複数組みのブラシに対する駆動速度をそれぞれ別々に制御することができる。本発明の大型平面部材研磨・洗浄装置は、大型平面部材に合った素材から構成されている複数組のブラシ組立により、上下同時に研磨および/または洗浄を行うことができるようになっているため、前記大型平面部材を一方向に流すのみで、上下両面の研磨および/または洗浄を終了させることができる。
(もっと読む)
ブラシ毛
【課題】本発明は、ブラシ毛素材の中に香物質からなる棒状成形体を入れることにより、研磨面において、香物質を均一で、かつ、有効に放出するようにしたブラシ毛に関するものである。
【解決手段】本発明のブラシ毛は、一本のブラシ毛素材の中心部に少なくとも一つの香物質からなる棒状成形体が入っている。前記ブラシ毛素材と香物質からなる棒状成形体は、研磨面が同じであるため、前記ブラシ毛素材の磨耗と、香物質からなる棒状成形体の磨耗が同じ面であるため、香物質の粉末を入れるものと比較して、臭いのコントロールが容易にできる。たとえば、前記香物質からなる棒状成形体の太さは、ブラシの使用目的に合わせて太く、あるいは細く任意に決めることができる。前記ブラシ毛素材は、たとえば、合成樹脂素材を単線に成形したものがある。
(もっと読む)
研磨ブラシ用毛材および研磨ブラシ
【課題】一般鋼材やステンレス・アルミ等の金属部品加工後のバリ取りや研磨仕上げ、自動車用鋼板の表面処理等に利用される研磨ブラシ用毛材およびその毛材を用いた研磨ブラシに関し、廃棄時の環境負荷を低減し、かつ耐湿熱性および耐溶着性に優れた研磨ブラシ用毛材を提供する。
【解決手段】ASTM D6866/MethodBに準拠して測定されたバイオマス炭素濃度が70〜100%であり、融点200℃以上のポリアミド樹脂100重量部に対し、研磨砥材粒子を10〜50重量部含有せしめた組成物を溶融紡糸したモノフィラメントからなることを特徴とする研磨ブラシ用毛材。
(もっと読む)
ブラシ毛素材作製方法
【課題】本発明は、金属製ブラシ毛素材中に砥粒を混入したブラシ毛素材作製方法に関するものである。
【解決手段】本発明のブラシ毛素材作製方法は、金属素材を加熱する工程、前記金属素材を徐冷する工程、前記金属素材の上から砥粒を添加する工程、および所定の形状に成形する工程とから構成されている。前記金属素材の加熱工程は、次の工程で徐冷することにより、前記金属素材を柔らかくして前記砥粒の粒子を破壊することなく、前記金属素材に混入させる。
(もっと読む)
ブラシ毛
【課題】 本発明は、異なる種煩のブラシ毛素材を超音波振動を用いて互いに接着させるブラシ毛に関するものである。
【解決手段】 本発明のブラシ毛は、異なる性質の砥粒が混入された研削用ブラシ毛素材と研磨用ブラシ毛素材とが互いの接触面において超音波振動により、溶着部を成形して接着されている。前記研削用ブラシ毛素材は、第1の砥粒が少なくとも一つ混入されている。前記研磨用ブラシ毛素材は、第2の砥粒が少なくとも一つ混入されている。前記ブラシ毛素材は、たとえば、熱可塑性樹脂とすることが望ましい。前記二つの性質の異なる砥粒を混入したブラシ毛素材は、互いの接触面において、超音波振動により摩擦熱が発生し、溶着部となって成形される。また、前記超音波振動による溶着部は、摩擦熱を発生させる際に、加圧力を加えることが望ましい。
(もっと読む)
固定砥粒ソーワイヤの製造方法および固定砥粒ソーワイヤ
【課題】尖端が外方を向くように砥粒を付着させる。
【解決手段】表面に微細な凹部を有する乾燥状態の鋼線3を,電流が通電されているソレノイドコイルの内部空間を走行させながら通過させることによって,表面から垂直な方向を向く漏洩磁束を有するように鋼線3を磁化する。磁化された鋼線3を,ニッケルプレコーティングダイヤモンド砥粒が流動自在に堆積された砥粒流動槽を通過させて上記鋼線3の表面に上記砥粒を磁力によって付着する。砥粒が付着した鋼線3をニッケル水溶液が溜められた浴槽を通過させて電解ニッケルめっきする。固定砥粒ソーワイヤ4が製造される。
(もっと読む)
ブラシ毛用カバー
【課題】本発明は、少なくとも1本の棒状体の周囲を覆うブラシ毛用カバーに関するものである。
【解決手段】発明のブラシ毛用カバーは、少なくとも一本の棒状体の周囲をシート部材によって覆っている。前記シート部材は、前記不織布、ゴム系部材および/または合成樹脂製部材、天然繊維、合成繊維、天然毛の少なくとも一種類を織って作製されたシート部材、あるいは天然または合成革からなるシート部材からなる。前記棒状体は、金属部材、合成樹脂部材、その他ブラシ部材からなり、研磨中に折れても、前記不織布製シート等の内に止まり、作業者に危険を与えない。また、前記不織布等からなるブラシ毛用カバーによって覆われたブラシは、内部の棒状体と、これを囲むカバーとによって、ブラシとしての硬さを被研磨部材の硬さに合わせることができる。
(もっと読む)
固定砥粒ワイヤーソー及びその製造方法
【課題】高い砥粒の保持力を維持しつつ、切屑の排出性も高く、しかも高張力での長時間の切断が可能な固定砥粒ワイヤーソーを提供する。
【解決手段】導電性を有する単線のワイヤー2の外周面に、有機接着剤により螺旋状の接着剤層5を形成し、この接着剤層5に砥粒4を付着させることにより該砥粒4をワイヤー2の外周面に一次固着すると共に、その上からさらに電着による金属メッキ層6で二次固着することにより、上記ワイヤー2の外周面に砥粒層3を螺旋状に形成する。
(もっと読む)
ワイヤー工具
【課題】加工効率が高く、捻り強度が高く、切断加工中に断線し難いワイヤー工具を提供する。
【解決手段】ワイヤー工具10は、金属芯線11の外周に施された多孔質のニッケルメッキ層12と、ニッケルメッキ層12の表面にレジンボンド13で固着された超砥粒14と、を備えている。ワイヤー工具10においては、レジンボンド13の一部が、ニッケルメッキ層12の多孔質部分に浸透した状態で硬化しているので、アンカー効果により、金属芯線11とレジンボンド13との固着力が高く、超砥粒14が脱落し難い。また、レジンボンド13がニッケルメッキ層12の多孔質部分に浸透して硬化することにより、レジンボンド13表面が金属芯線11側へ大きく収縮するので、レジンボンド13表面からの超砥粒14の突き出し量が増し、優れた切れ味を発揮し、加工効率が高まる。
(もっと読む)
研削装置
【課題】球面等の曲面加工をより長期的に連続して精度良く行う。
【解決手段】研削装置は、ワーク28を保持するチャック26を備えた主軸と、加工ヘッド40と、これをワーク28に対して相対的に移動させる手段とを備える。加工ヘッド40は、一対のガイドローラ46と、これらガイドローラ46に掛け渡される研削ベルト48と、ガイドローラ46を介して研削ベルト48を駆動する(周方向に走行させる)駆動モータ52等を備え、研削ベルト48を走行させながら当該ベルト48のうちガイドローラ46に掛け渡された部分の外周面をワーク28に接触させて当該ワーク28を加工する。研削ベルト48は、外向きに凸となる断面円弧状の外周面を備えかつこの外周面上に結合材により砥粒が固定されたものである。
(もっと読む)
研磨ブラシ用毛材および研磨ブラシ
【課題】特に外部水冷方式で使用する場合の冷却効果に優れ、持続的な研磨性能を発揮する研磨ブラシ毛材および研磨ブラシを提供する。
【解決手段】総繊度が470〜15000dtexの合成樹脂マルチフィラメント2の外周長手方向に、砥材粒子含有合成樹脂モノフィラメント1を複数本引き揃え、接着剤3を介して固着してなる研磨ブラシ用毛材。
(もっと読む)
紙製ブラシ作製方法および紙製ブラシ
【課題】本発明は、紙シートを丸めた後、捩じり、縒った紙製ブラシ毛とし、前記紙製ブラシ毛をデッキ、チャンネル等に取り付けた紙製ブラシ作製方法および紙製ブラシに関するものである。
【解決手段】本発明は、薄い紙シートを丸めて棒状体を作製する工程と、前記薄い紙製シートを丸めた棒状体を捻じる工程と、前記捻じられた棒状体を縒る工程と、前記縒られた棒状体を一本または複数本を集合して紙製ブラシ毛とする工程と、前記紙製ブラシ毛を植え込み部材に植え込むブラシ作製工程とから少なくとも構成されている。前記捻じられた棒状体は、縒ることにより、紙の種類から生じる独特の柔らかさ、紙の捩じりおよび縒りから生じる摩擦力、およびこれらによる独特の強度を持ち、腰が強く、かつ、柔軟性の優れた紙製ブラシ毛となる。前記紙製ブラシ毛は、束ねられ、所定の形状の紙製ブラシとなる。
(もっと読む)
ブラシ用毛材、及びブラシ用毛材の製造方法
【課題】生産性を向上させることのできるブラシ用毛材及びその製造方法を提供することを目的とする。
【解決手段】第1のモノフィラメント21を含む芯糸2と、芯糸2の外周面に巻かれた状態で芯糸2に接着された第2のモノフィラメント31を含むカバーリング糸3と、を備え、第2のモノフィラメント31は、中央部311と、中央部311の融点よりも高い融点を有する外周部312と、の少なくとも2層を有し、外周部312と芯糸2とが熱融着することで芯糸2と接着している。
(もっと読む)
セグメントブラシ
【課題】本発明は、金属線部材、合成樹脂製部材、紙部材等のブラシ毛素材からなり、比較的毛丈の長いセグメントブラシに関するものである。
【解決手段】本発明のセグメントブラシは、ブラシ毛素材が複数本束ねられたブラシ毛と、前記束ねられたブラシ毛を覆う熱収縮性チューブとから少なくとも構成されている。前記セグメントブラシは、端部が研磨装置に固定され、ブラシ毛の一方の端面によってワークを研磨することができる。前記熱収縮性チューブは、前記ブラシ毛の周方向に複数個からなるミシン目の列が複数段形成されている。前記熱収縮性チューブは、前記ブラシ毛の磨り減りに伴い、ミシン目に沿って脱落する。前記熱収縮性チューブは、前記周方向にミシン目が所定の間隔で設けられているため、前記ブラシ毛の縦方向に沿って避けるのを防止するとともに、磨り減った部分が前記ミシン目の段毎に除去される。
(もっと読む)
電着ワイヤー工具およびその製造方法
【課題】ワイヤーの外周面に電着で固定された複数の超砥粒を有する電着ワイヤー工具のワイヤー自身が幅広い加工液に適切に濡れるようにしたワイヤー工具およびその製造方法の提供。
【解決手段】ワイヤー4の外周面に電着で固定された複数のダイヤモンド砥粒5を有する電着ワイヤー工具1であって、ワイヤー4の表面に面粗度Ra0.05〜1μmの微細な突起構造を有し、ワイヤーの表面に平均粒径0.1〜2μmの金属粒子を有する。
(もっと読む)
ソーワイヤー及びその製造方法
【課題】細線でありながらも高強度化と剛性を高めると共に、疲労破断の抑制並びに耐食性向上による長寿命化を図り得るソーワイヤーとその製造方法を提供する。
【解決手段】金属細線でなる芯材の表面に、被覆材を介して粒子状の切断砥粒を固着した粒子固定型のソーワイヤーであって、前記芯材は、質量%で、C:0.05〜0.15、Si:≦2.0、Mn:≦3.0、Ni:6.0〜9.5、Cr:16.0〜19.0、及びN:0.005〜0.25%を含むと共に、2C+Nを0.17〜0.40%に調整され、残部Fe及び不可避不純物でなるオーステナイト系ステンレス鋼線で構成され、引張強さ(σ):2500〜3500MPaで、かつその引張試験における応力−歪線図の弾性比例域の歪量(E1)と、その破断までの全歪量(E0)との比率α=(E1/E0)×100が45%以上の特性を有するソーワイヤーである。
(もっと読む)
1 - 20 / 111
[ Back to top ]