
Fターム[3C063CC02]の内容
Fターム[3C063CC02]の下位に属するFターム
Fターム[3C063CC02]に分類される特許
1 - 20 / 100
ロータリドレッサ及びその製造方法
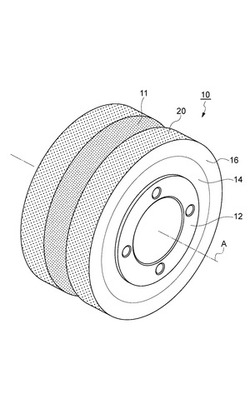
【課題】切れ味が良好で精度良くドレッシングを行なえるロータリドレッサ及びその製造方法を提供する。
【解決手段】ロータリドレッサ10は、芯金12と電鋳層16と電鋳層16の外周面17に固着された超砥粒20とを備え、複数の超砥粒20が集合した島領域21が外周面17に間隔をおいて複数設けられる。複数の超砥粒20が集合した島領域21が間隔をおいて複数設けられるため、安価な小さな超砥粒で高価な大きな超砥粒を低密度で固着した場合と同様のドレッシング精度が得られ、一個の超砥粒の接触面積は小さくでき良好な切れ味が得られる。また同じ粒径の超砥粒を用いた場合において、外周面の面積に対して同じ砥粒数でも、超砥粒が外周面に一様に分散している場合に比べ、ロータリドレッサの回転時に一個の島領域の超砥粒と次の島領域の超砥粒との間隔を広げ、砥粒のない領域を広くでき、切れ味を向上できる。
(もっと読む)
研磨用チップ

【課題】熟練した技量を必要とせず、誰にでも簡単にチップやキュレット等を研ぐことができる研磨用チップを提供すること。
【解決手段】歯科用超音波スケーラや歯科用エアスケーラのハンドピースの先端部に着脱自在に装着される軸部2と、この軸部2の先端部から連続するようにして延びるとともに、表面21、裏面、および二つの側面23を備えた平板部3と、この平板部3の先端部から連続するようにして延びる円柱部4と、を有し、前記表面21、裏面、二つの側面23、および円柱部4の外周面に、砥石が電着または焼結により固着されている。
(もっと読む)
精密研磨工具用チップおよびその製法ならびに該チップを用いた研磨工具
【課題】 本発明の課題は、従来の研磨工具では実現できない、より精密な研磨を実現する研磨工具を提供することである。
【解決手段】 本発明は、研磨工具用チップの製造方法であって、超砥粒層と超硬合金層とが焼結一体化された複合材からチップ材料を切り出す工程、および、切り出されたチップ材料の超硬合金層を、該チップ材料の超硬合金層側の下端面を含む平面と超砥粒層側の上端面を含む平面とのなす角αが0°<α<90°になるように加工する工程を含む、前記製造方法、該製造方法によって製造された研磨工具用チップ、および該研磨工具用チップを含む研磨工具に関する。
(もっと読む)
切断ブレード
【課題】製品の加工品位を十分に確保でき、かつ、工具寿命の延長が期待できる切断ブレードを提供する。
【解決手段】円形薄板状をなす基材2と、前記基材2の外周縁部に形成された切れ刃3と、前記基材2内に分散された砥粒4と、を備える切断ブレード1であって、前記基材2は、レジンボンドからなり、前記基材2の厚さ方向の外側には、該基材2より硬度が高い高硬度層6が形成されていることを特徴とする。
(もっと読む)
切断ブレード
【課題】製品の加工品位を十分に確保しつつ、生産性を向上でき、かつ、工具寿命の延長が期待できる切断ブレードを提供する。
【解決手段】円形薄板状をなす基材2と、前記基材2の外周縁部に形成された切れ刃3と、前記基材2内に分散された砥粒4と、を備える切断ブレード1であって、前記基材2は、レジンボンドからなり、前記基材2の厚さ方向の外側には、該基材2より硬度が高い高硬度層6が形成され、前記高硬度層6の厚さ方向の外側には、該高硬度層6より静摩擦係数が小さい滑り層8が形成されていることを特徴とする。
(もっと読む)
超砥粒焼結体研磨パッチおよびその製造方法
【課題】 本発明の課題は、パッドコンディショニング用焼結体等の、超砥粒焼結体からなる研磨パッチであって、円形の焼結体素材から、最も無駄なく切り出すことの出来る研磨パッチを提供することである。
【解決手段】 本発明の研磨パッチは、円形の超砥粒焼結体素材を、円形中心に位置する正6角形から2枚、その正六角形の外側に位置する6枚の合同な素材片から6枚の研磨パッチを切り出した、研磨パッチである。
都合8枚の研磨パッチ素材は合同であり、パッチ角部は研磨時に被研磨材に損傷を与えないように、輪郭が丸められている。
合同なパッチはさらに円弧状辺と同心円をなす線に沿って分割した、複数組の8枚の合同なパッチとしてもよい。
さらに本発明は、そのような研磨パッチの製造方法、およびそれらを用いた研磨工具を含む。
(もっと読む)
凹部入り砥石の製造方法
【課題】砥石周方向に対して傾斜する傾斜溝又は穴状凹部を焼成前の砥石チップの砥粒層に機械加工又はプレス加工によって低コストで容易に凹設する。
【解決手段】超砥粒と結合剤とを混合した砥粒層の内側に、下地粒子と結合剤とを混合した下地層を重ねて一体的に円弧状にプレス成型して焼成前砥石チップを形成し、該焼成前砥石チップの前記砥粒層に、凹部を設け、該凹部が設けられた焼成前砥石チップを焼成し、該焼成された砥石チップを複数個、前記コアに貼付する。
(もっと読む)
ビトリファイド砥石の製造方法
【課題】気孔率を向上しながら砥粒周りの結合性を高めることができるビトリファイド砥石の製造方法を提供することを課題とする。
【解決手段】圧粉成形体17は、第1ガラス質部材12に第2ガラス質部材13が接し、第2ガラス質部材13同士が密着するが、第1ガラス質部材12と第2ガラス質部材13の間に、粒径差に起因して、隙間18が残る。圧粉成形体17を気密構造の焼成炉に入れる。焼成炉内を真空引きし、次に窒素ガスを吹き込み、窒素ガス雰囲気を維持しつつ、焼成温度まで加熱する。すると、小径の第1ガラス質部材12が先に、融解し、砥粒11と第2ガラス質部材13とを接合する。第2ガラス質部材13は、隙間18を残しつつ、融解し、砥粒11同士の結合作用を発揮する。
【効果】隙間により多くの気孔が発生する。第1ガラス質部材により砥粒周りの結合性が高まる。
(もっと読む)
パッド・コンディショニングに適した研磨工具及びこれを用いた研磨方法
【課題】工程制御が容易でかつ工具寿命の向上も達成可能なコンディショニングのための工具を提供する。
【解決手段】剛性基板が平面状の円形表面を有し、該基板に、該円形表面に関して一定レベル内に位置する有限面積の平坦な頂面を持つ切れ刃31の集合を交差する二組の平行線群41,42からなる格子状に整列配置した研磨工具であって、各切れ刃31は頂部における該工具の軸に垂直な断面(水平断面)が四辺形でありかつ上記軸方向に延びた縦稜線を有する焼結ダイヤモンドで構成され、かかる切れ刃31は集団として限定された面積を持つ複数個の研磨島に形成され、該研磨島の複数個が一定間隔ごとに、工具の回転中心に関する同心円上に規則的に配置されていることを特徴とする、CMPパッドのドレッシングに適した研磨工具。
(もっと読む)
メタルボンド砥石
【課題】チップポケットの生成が維持されつつ、研削比を高めることができるメタルボンド砥石を提供することを課題とする。
【解決手段】研削材としての砥粒と、砥石の性能を向上させるコバルト及びフッ素金雲母と、結合材とからなるメタルボンド砥石において、フッ素金雲母の体積%をコバルトの体積%で除した値が、0.14〜0.23であることを特徴とする。
【効果】(フッ素金雲母/コバルト)=0.14〜0.23であれば、所定の研削能率及び所定の研削比方が得られ、砥石の寿命を延ばすことができると共に研削工程の短縮化を図ることができる。
(もっと読む)
マトリックスからのダイヤ砥粒の突出高さを調節でき、内外径を強固に維持できる表面植込み型ダイヤモンド・ビット
【課題】表面植込み型ビットのダイヤモンドを保持するマトリックス面と、掘削する岩とのクリアランスを大きく取り、穿孔の冷却と切り屑の除去を目的とした冷却水の循環をスペースを確保する。
【解決手段】刃先となるダイヤ砥粒10を保持するマトリックス20を高さ方向に二階建て構造とし、二階層はダイヤ粒子より十分大きい台座で構成させ、マトリックスより突出させた二階層の台座を構築する。製造は含浸法で、グラファイト製のメス型を加工して構成する。二階層部はダイヤの埋め込み孔をグラファイト型にドリル、エンドミルやボールエンドミルで加工成形する。ダイヤを乗せる一段目の台座の中心に、更にダイヤサイズに応じた深さに加工する。
(もっと読む)
砥石及び砥石の製造方法
【課題】砥石によるツール側の早期摩耗を抑制することができる構造を有しながら、コストダウンを可能とする。
【解決手段】工作機械のツールに装着される砥石1は、砥石台部4と、砥粒を含み砥石台部4と一体化されワークに接触する砥粒部3と、この砥粒部の外周の少なくとも一部を覆い外面6が前記ツールに装着される装着面となる被覆部5とを備えている。被覆部5と砥石台部4とは焼結により一体化されている。
(もっと読む)
切削砥石
【課題】 サファイアウエーハのような硬質脆性材料であっても欠けを生じさせること無く切削可能な切削砥石を提供することである。
【解決手段】 ダイアモンド砥粒にホウ素化合物を添加して構成される切削砥石。ホウ素化合物は、B4C、HBN、CBNからなる群から選択される。
(もっと読む)
薄刃ブレード
【課題】ブレード自体の強度を確保しつつ、自生発刃作用を有した薄刃ブレードを提供する。
【解決手段】WC−Coをベースとして、加工に寄与するダイヤモンド砥粒21を分散させてなるメタル基材11と、メタル基材の外周縁部に形成された切刃13と、を有し、メタル基材が軸周りに回転されるとともに、切刃で被切断材を切断加工する薄刃ブレード10であって、メタル基材に、少なくとも一部が炭化されたダイヤモンドフィラー25が混入されている。
(もっと読む)
薄刃ブレード
【課題】ブレード自体の強度を確保しつつ、自生発刃作用を有した薄刃ブレードを提供する。
【解決手段】超砥粒21が分散されてなる円形薄板状のメタル基材11と、メタル基材の外周縁部に形成された切刃13と、を有し、メタル基材が軸周りに回転されるとともに、切刃で被切断材を切断加工する薄刃ブレード10であって、メタル基材は、径方向内側に形成された内周部15と、内周部の径方向外側に形成され、切刃が形成された外周部17と、を備え、外周部を構成する外周側ボンド材18が、内周部を構成する内周側ボンド材16よりも低い密度で形成されている。
(もっと読む)
ドリルビット及びドリルビットの製造方法
【課題】 穿孔寿命を改善し、穿孔穴の穴あけ精度を向上させたドリルビット及びその製造方法を実現する。
【解決手段】
円柱状又は円筒状の金属ボディを有するドリルビットの製造方法において、金属ボディの先端を液状のろう材に浸漬して引き出し(31)、塗布されたろう材にダイヤモンド砥粒を付着させ(33)、ダイヤモンド砥粒が付着されたろう材の外周側面と先端面を型に押し付けて整形した後に焼結することにより穿孔刃を製造する(35、36、38)。整形工程においては、穿孔刃を、湾曲凹面状の型にろう材の外周側面を押し付けながら金属ボディを回転させて外周側面を整形し、平面状の型にろう材の先端面を押し付けて先端面を概ね平坦に整形する。
(もっと読む)
高速研削砥石
【課題】比較的高価でなく、超砥粒でない一般研磨砥粒を用いる工具から超砥粒研削性能を得る方法であり、超高速の接線方向接触速度(すなわち少くとも約125m/sec)で、従来の研磨工具を操作する。
【解決手段】超高速操作速度は、酸化アルミニウム、酸化ケイ素、酸化鉄、酸化モリブデン、酸化バナジウム、酸化タングステン、炭化ケイ素などのビトレアスもしくはレジン結合された粒子から形成されたセグメント8を有するセグメント研削砥石で達成される。研磨材セグメントは、エポキシセメントのような接着剤で工具の中心に結合される。研磨材セグメントは、従来の超砥粒を有するセグメントよりも著しく大きな深さまで製造され得、その結果、長い寿命ならびに高性能を与える。加えて、一般砥石セグメントは、形直し、および目直し、そして複雑な形状の工作物を研削して複雑な輪郭研削をするのが、比較的容易である。
(もっと読む)
研磨工具
【課題】
パッド表面を平坦化する工具において、カットレート及び平坦度の向上を同時に達成可能にすること。
【解決手段】
円形面上に複数個の研磨単位を配設した回転研磨工具において、該円形面内の円周上に、被加工材に食い込んで切り込みを行う超砥粒で構成される研磨単位群を含有する1乃至複数個の区画から成る切り込み部と、該切り込み部の切り込みによって解された被加工材を削り取る研磨単位群を含有する1乃至複数個の区画からなる均し部とを設ける。
(もっと読む)
サファイア基板の研磨工具
【課題】表面粗さを0.01μm以下に効率よく仕上げることができるサファイア基板の研磨工具を提供する。
【解決手段】光デバイス層が積層されるサファイア基板10を平滑に加工するためのサファイア基板の研磨工具であって、基台46と、基台の下面に装着される研磨パッド47とからなり、研磨パッドはシリカ粒子とゴム粒子を混合した混合物を焼結して形成されている。
(もっと読む)
加工用砥粒、加工具、加工液およびそれらを用いた加工方法
【課題】硬質な被加工材であっても、効率的に加工できる加工用砥粒を提供する。
【解決手段】本発明の加工用砥粒は、ダイヤモンドからなる主粒子と、サイアロン粒子かなる副粒子とを少なくとも混合した混合砥粒からなることを特徴とする。これにより、高価なダイヤモンド粒子の使用量を抑制しつつも、従来よりも遙かに優れた加工性が得られる。
(もっと読む)
1 - 20 / 100
[ Back to top ]