
Fターム[3C100BB11]の内容
Fターム[3C100BB11]の下位に属するFターム
加工ラインに関する情報 (285)
各加工機の情報 (581)
加工実績 (419)
Fターム[3C100BB11]に分類される特許
201 - 220 / 274
生産システム及び生産方法

【課題】実際の生産ラインにおける各種処理を正確にシミュレーションすることができ、比較的小規模の工場において効率的な運営を行う。
【解決手段】製品を実際に製造する実工場14と、この実工場14と実質的に同じ機能をコンピュータ内に構築した仮想工場13とを用い、仮想工場13でシミュレーションすることにより実工場14における効率的な運用を可能にするための生産方法であって、実工場14における各種の情報を仮想工場13に転送し、転送された情報を基に仮想工場13で最適なロットの進め方を計算し、この計算の結果に基づく作業指示のデータを実工場14に転送し、転送された作業指示のデータに基づいて実工場14で生産を行う。
(もっと読む)
工程管理システム及び工程管理方法

【課題】複数の工程を経て複数の部品から組立品を組み立てる組立工程において、部品が集合・分散を繰り返すような場合でも、正確かつリアルタイムな部品移動管理を実現する。
【解決手段】工程管理システム100において、共通する出荷属性を有する二以上の部品を共通の出荷単位として分類し、工程ごとに配置された複数のタグ読取装置500から、各工程に到着した部品のRFIDタグ200のタグ識別情報を収集し、収集したタグ識別情報がいずれの出荷単位に属する部品のタグ識別情報であるかを判断して、出荷単位ごとにリアルタイムに部品の工程管理を行う。
(もっと読む)
工程編成方法
【課題】工程編成の作業の労力負担を軽減して編成作業時間を短縮でき、編成作業に統一的な基準を与えることができ、これにより工程の抜け漏れの発生を防止でき、処理時間を短くできる工程編成方法を提供する。
【解決手段】この工程編成方法は、生産工程が複数の工程から形成され、複数の工程の各々に配置される複数の作業が所定工数以下となるように複数の作業の編成を行う工程編成方法であり、遺伝的アルゴリズム21と山登り法のアルゴリズム22から成る近似最適化探索31によって行われ、さらに近似最適化探索の前の探索前処理33の段階が設けられる。探索前処理33では、作業移動パターンの組合せが最適化され(ステップS47)、全体パターンの組合せが決定される(ステップS48)。
(もっと読む)
製造仕様決定支援システム、製造仕様決定支援方法、コンピュータプログラム、及びコンピュータ読み取り可能な記録媒体
【課題】複数工程での処理を経て生産される製品の、複数の評価指標の値に関して最適な生産を実現する製造仕様の迅速な決定を支援する技術を提供する。
【解決手段】各工程より収集した製造実績データから、各工程の製造仕様と評価指標の値との関係をモデル化(ステップ303)し、このモデルを用いて、生産予定と工程毎の製造仕様とから、製品について各評価指標の値をシミュレーションで導出する(ステップ304)と共に、生産に対する要求を評価関数として与えて(ステップ305)、生産予定と工程モデルとから、その評価関数の値を最適にする各工程の製造仕様の値を迅速に決定する(ステップ306)。
(もっと読む)
トレーサビリティ方法およびトレーサビリティシステム
【課題】連続型製造システム等における製造活動情報、原材料情報、品質情報、製品情報の収集・分析、追跡、遡及を実現する。
【解決手段】複数の工程間のイベント等のリンクを定義、記録する工程間リンクマスタ71、工程間リンクデータマスタ72、バッチイベントマスタ73、工程間リンク実績ヘッダ83、工程間リンク実績データ84、イベント実績テーブル85、イベント実績データテーブル86を用いて、工程間の物質の受け払いを契機として、前後の工程にリンクした各種イベントや計測データの実績値の関係を工程間リンク実績データとして記録することで、複数の工程間にまたがった製品情報の収集・分析、追跡、遡及を実現する。
(もっと読む)
生産支援方法
【課題】製品の生産を十分に支援することが可能な生産支援方法を提供する。
【解決手段】生産管理装置200が製品IDや変更点などを特定する特定ステップ(S100)と、字幕作成装置300が、その特定された内容に基づいて、オペレータによる部品実装機100に対する作業を支援する字幕データを作成する字幕作成ステップ(S104)と、部品実装機100が、字幕作成ステップ(S104)で作成された字幕データを、その部品実装機100に配設された専用の表示画面DPに字幕で表示する字幕表示ステップ(S108)とを含む。
(もっと読む)
制御盤製造支援装置
【課題】制御盤への部品取付けや部品間の接続を作業性よく後戻り作業を生じることなく行うこと。
【解決手段】装置本体30と、作業者が制御盤製造作業情報の入力を行う入力装置5と、制御盤製造作業情報の表示を行う表示装置4と、制御盤製造に用いる部品または電線7に付された識別子8を読み込む識別子読込装置6とを備え、装置本体30は、制御盤製造用図面を作成する図面作成手段1と、制御盤製造に用いる部品の描画データを格納する部品描画データベース9と、制御盤製造用図面ファイルを格納する図面データベース10と、制御盤製造に必要な部品情報を格納する部品データベース11と、制御盤製造に必要な電線情報を格納する電線データベース12と、各データベース9,10,11,12の検索を行う検索処理手段2と、識別子読込装置6と表示装置4および入力装置5との入出力処理を行う入出力処理手段3とを備えている構成とする。
(もっと読む)
通し番号の点検方法
【課題】各種の製品において個々に割り振られた固有番号中の通し番号部分について、誤り、抜けや重複などの異常の有無を容易かつ正確に点検できる。
【解決手段】各種の製品の製造履歴情報を管理するために、一定の通し番号が含まれている固有番号が各製品個々に割り振られている場合に、
各製品個々の固有番号を読み取りながら、各製品個々の固有番号と製造履歴情報とを、行ごとに記録する過程と、
所定の前記通し番号の順序で、前記行を並べかえる過程と、
前記並べかえのあとに前行または後行の通し番号との差をとる過程と、
その差があらかじめ決められた所定値以外の値になっている箇所を異常箇所として検出する過程とを含むことを特徴とする通し番号の点検方法。
(もっと読む)
生産計画システムおよび半導体装置の製造方法
【課題】半導体装置の製造技術において、仕様決定しているオーダ情報と仕様未決の引合い情報とが混在する需要情報に基づき、生産ラインごとの生産計画の作成および、作成した生産計画とオーダ情報とから出荷指示および生産指示の作成を可能とする生産計画技術を提供する。
【解決手段】生産計画システム10において、受注集約型名:受注型名=1:N、受注型名:生産型名=1:N、生産集約型名:生産型名=1:N、受注集約型名:生産集約型名=1:Nの関係をもつ型名マスタと、型名マスタと粒度の異なる需要情報とを記録している記憶手段101と、型名マスタと需要情報とから生産集約型名ごとの生産計画を作成する生産計画作成手段102と、型名マスタと需要情報と生産計画とから受注型名ごとの出荷指示を作成する出荷指示作成手段103と、型名マスタと需要情報と生産計画とから生産型名ごとの生産指示を作成する生産指示作成手段104とを有する。
(もっと読む)
生産システム
【課題】各生成物と当該生成物の生成履歴情報とを対応付け、各生成物の追跡調査を実現可能とすること。
【解決手段】複数の連続した生成工程部を経て複数の生成物が離散的に生成され、生成物毎に容器42内に充填されるようにしたプラント1内に設けられ、生成工程部毎に設けられた機器から生成物毎にセンサデータを検出するセンサ81、82、…、8Nと、容器42に貼付された書き込み可能な記録媒体41に情報を書き込む書込手段51と、生成物毎に、各種センサにより検出されたセンサデータに基づいて、各生成工程部における生成物の生成履歴情報群を算出し、容器42に充填されている生成物と生成履歴情報群を対応付けて記録媒体41に書き込ませるよう書込手段51を制御する制御手段2と、を備える生産システムA。
(もっと読む)
作業計画作成装置および作業計画作成処理プログラム
【課題】各作業工程が効率的に実施可能な作業計画を作成する。
【解決手段】制御部2は、タスク管理テーブルで管理されるタスク名、担当者名および作業所要期間をもとに、各タスクの着手から終了までの期間を設定する。制御部2は、各タスクのうち優先度が高いタスクの開始予定日が上位のタスクの作業開始予定日に近くなるようにタスク管理テーブルの内容を変更する。制御部2は、この変更されたタスク管理テーブルの内容をもとにガントチャートを作成して、これを表示部5に表示させる。
(もっと読む)
情報処理装置、デバイス製造処理システム、デバイス製造処理方法、プログラム、露光方法、露光装置、測定又は検査方法及び測定検査器
【課題】複数種類のデバイス製造処理装置を連携動作させる。
【解決手段】この連携レシピファイルには、露光装置から測定器へのアライメント関連のデータの送信(2行目)、測定器におけるEGA計測(3行目)、計測結果の露光装置へのフィードバック(4行目)、エラー数チェック(5行目)、エラー数が許容値を上回った場合の処理(6行目〜12行目)、などがその処理順に記述されており、露光工程管理コントローラは、この連携レシピファイルにしたがって、露光装置と測定器とを連携動作させる。
(もっと読む)
半導体製造システム
【課題】記憶装置への集中アクセスを防止して、スループットの向上した半導体製造システムを提供することにある。
【解決手段】記憶装置30と、計算機20と、半導体製造装置10と、半導体検査装置60と、制御装置70とは、大量データ伝送の可能なSAN40と、SANよりも低速なLAN50で接続される。制御装置70は、計算機20によって変換された半導体製造装置用のデータを、SAN40を介して、半導体製造装置10に直接転送する。
(もっと読む)
製造予測管理装置
【課題】本発明はジョブショップ型の製造予測管理システムに関し、操業計画、処理計画、作業計画を同じアルゴリズム、パラメータを用いて作成し、矛盾なく一貫性のある操業計画を容易に作成することが可能な製造予測管理システム、及びその方法を提供するものである。
【解決手段】操業計画部1の操業計画に基づいて処理計画部2は処理計画を作成し、作業計画部3は操業計画及び処理計画に基づいて作業計画を作成する。したがって、処理計画及び作業計画の各計画が、操業計画で充分にシミュレーションされた結果を継続して使用することになるので、一貫性のある計画作成を行うことができる。また、予定実績管理部4によって操業計画と処理計画、実績と操業計画や処理計画がチェックを受け、問題がある場合には実績と計画の乖離の原因を明確化し、リカバリープランを迅速に立案する構成である。
(もっと読む)
生産管理装置、生産管理システム及びプログラム
【課題】マシンの使用状況や所要時間に応じてジョブを振り分けるために好適な生産管理装置、生産管理システム及びプログラムを提供する。
【解決手段】リーダー6は工程設備1に搬入されたワーク50のジョブに関する情報を読み込みクライアント端末9に送信する。クライアント端末9は受信した情報を生産管理装置10に送信する。生産管理装置10の制御部101は受信した情報に基づいてジョブを登録する。制御部101は登録された未実行のジョブの中からワーク50の加工時間とマシンの切替時間との和が最小の組み合わせを求め、この組み合わせに基づいて対応するマシンにジョブを割り当てる。
(もっと読む)
圧延ライン管理システム
【課題】本発明は、圧延製品を製造する圧延ラインにおいて、圧延製品の材質を検査し、圧延製品の工程を管理する圧延ライン管理システムを提供することにある。
【解決手段】注文データベース31に記憶された注文情報及び素材データベース32に記憶された素材情報に基づいて、圧延製品9の製造順序を決定する製造順序決定機能17と、この製造順序に基づいて、圧延製品9の製造工程を決定する製造指示機能18と、この製造工程に基づいて、圧延ラインに有する機器を制御する圧延ライン制御装置19と、圧延製品9の材質を測定する材質センサ11と、圧延製品9が材質仕様を満たしているか否かを判定する材質判定機能13と、満たしていない場合、注文データベース31を他の圧延製品に引き当て可能な前記注文情報を引き当てる引当手段とを備えた圧延ライン管理システム。
(もっと読む)
製造データ解析方法及び製造データ解析装置
【課題】 本発明の目的は、欠損値のある製造データの解析精度を高めることである。
【解決手段】 分析対象の説明変数を選択する(図3,S11)。各工程から取得した製造データを欠損値のある集合と欠損値の無い集合に分割する(S13)。欠損値のある集合と無い集合の製造データから説明変数が目的変数に与える影響を評価するための評価値を算出する(S14)。算出した評価値を判断基準と照合して製造データの解析を行う(S16)。
(もっと読む)
製造プロセスからのアイテムまたは材料の監視方法
本発明は、製造プロセスからアイテムおよび/または材料を監視する方法に関する。本発明の一実施形態は、複数のRFIDタグ付き容器、および製造プロセスの異なる部分に関連する複数のステーションを使って、製造プロセスからのアイテムおよび/または材料を監視する方法を提供するもので、各ステーションはRFID読取機を備える。 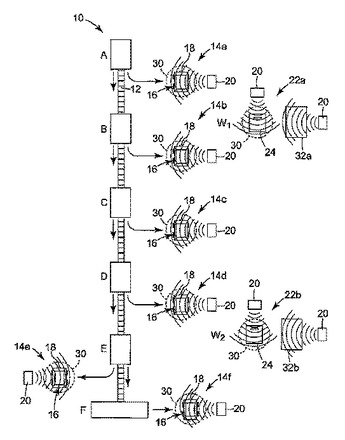 (もっと読む)
(もっと読む)
工程フローチェック装置、方法およびプログラム
【課題】
工程フローの多様化、複雑化にも対応できるようにすること。
【解決手段】
複数の工程を所定の順序で配列した工程フローの各工程(工程A〜E)を、チェックを開始するための工程(工程B)が規定された開始条件と、前記開始条件に規定された工程の前に必ず存在する工程(工程A)が規定された開始準備条件と、少なくとも前記開始条件および前記開始準備条件に設定された各工程が存在するときに前記開始条件に設定された工程の後に必須となる工程(工程C)が規定された必須条件と、を照らし合わせて、前記工程フローにおいて前記開始条件および前記開始準備条件に該当する工程が存在するときに、前記工程フローにおいて前記必須条件に該当する工程が存在するか否かをチェックするステップを含む。
(もっと読む)
作業配分管理装置、作業配分管理方法、および、作業配分管理プログラム
【課題】 目標タクトタイムを満たしつつラインバランス率を向上させられるように要素作業を配分する。
【解決手段】 要素作業の識別番号で識別される要素作業の作業順序、目標タクトタイムおよび小計時間に基づいた、目標タクトタイムと目標ラインバランス率とに関する所定の条件を満たすように、要素作業が直接作業者に配分され(S10)、作業配分結果に従った直接作業者ごとの1の製品当りの実作業時間が計測され(S31)、実作業時間に基づき実ラインバランス率が算出され(S36)、目標ラインバランス率未満であると判断された場合(S37でN)、要素作業が再配分され(S40)、実作業時間が再計測され(S61)、実ラインバランス率が再算出され(S66)、目標ラインバランス率以上とならないと判断された場合(S67でN)所定の条件を満たすように要素作業が間接作業者を含む全作業者に配分され(S70)、作業配分結果が出力される。
(もっと読む)
201 - 220 / 274
[ Back to top ]