
Fターム[3C100BB11]の内容
Fターム[3C100BB11]の下位に属するFターム
加工ラインに関する情報 (285)
各加工機の情報 (581)
加工実績 (419)
Fターム[3C100BB11]に分類される特許
121 - 140 / 274
多品目多段工程動的ロットサイズスケジューリング方法
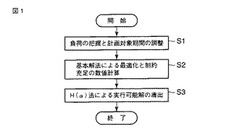
【課題】本発明は生産納期遅れを許して実行可能解を求めるための多品目多段工程動的ロットサイズスケジューリング方法を提案する。
【解決手段】計画対象期間末における累積負荷が累積工程能力を超える場合には、負荷を減らさないで必要な工程能力を確保するために、計算上の計画対象期間末を問題自体の計画対象期間末よりも長めに設定する。納期遅れの解を許すように解の空間を拡張する。納期遅れの発生しない場合の基本解法におけるモデルの目的関数に納期遅れペナルティの項を追加する。数値計算については、ラグランジュ分解調整法にヒューリスティクスを併用する方法を適用する。
(もっと読む)
取り合せ計画立案装置、方法及びプログラム

【課題】ロット全体の取り合わせを一括して計算して、ロットの後半でも歩留まりが良好な取り合わせ計画を、実用的な時間で立案する。
【解決手段】グルーピング手段7は、複数の注文と複数の材料に関するデータを取り込み、材料を寸法に応じて複数のグループに分類する。パターン作成手段8は、注文の寸法に応じて、所定のパターン化の条件の下、1本の材料に対する取り合せのパターンを複数個求める。パターン選択手段9は、少なくとも前記材料の歩留まりの良否を表す評価関数に応じて、グループとパターンとの割付を求めることにより、材料の取り合わせに必要なパターンを選択する。これにより、ロット全体の取り合わせを一括して計算して、ロットの後半でも歩留まりが良好な取り合わせ計画を、実用的な時間で立案することが可能となる。
(もっと読む)
生産計画支援方法および装置並びにコンピュータプログラム
【課題】生産計画において部材の有効期限を管理することができ、在庫過多や過剰発注になることを抑制すること。
【解決手段】所定の期間内における部材の在庫管理を日ごとに行って生産計画の支援を行う生産計画支援方法であって、部材についての有効期限が切れる日におけるその数量を有効期限切れ予定量とし(#2)、出庫予定量を累計するとともに、有効期限切れ予定量が存在する場合にはそれを減算することによって、出庫予定累計を求め(#3)、求めた出庫予定累計が負の値になった場合に、その値の絶対値を正味有効期限切れ数とし(#4)、それまでの推定在庫量に入庫予定量を加算しかつ出庫予定量および正味有効期限切れ数を減算することによって推定在庫量を算出するとともに(#5)、算出された推定在庫量が負の値になったときに、その値の絶対値を正味所要量として求め(#6)、求めた正味所要量を当該部材の発注のための数量とする(#7)。
(もっと読む)
作業管理システム
【課題】作業が適切な工具により、適正に行なわれたかを判断することが可能な作業管理システムを提供する。
【解決手段】工具移動局11および製品移動局10から送信される電波を受信する複数の基地局12と、基地局12における受信結果に基づいて工具移動局11の位置を検出する測位部56と、検出される工具移動局11の位置がいずれの作業エリア8に該当するかを照合する作業エリア照合部64と、作業の内容と、作業が行なわれる作業エリア、作業に使用される工具を関連付けて記憶する作業エリアデータベース部70と、工具16が位置する作業エリアと工具の種類との組み合わせが作業エリアデータベース70に記憶された情報と一致するかに基づいて作業が予め定められた工具を用いて実施されたかを判定する作業合否判定部68と、作業対象物ごとに一連の作業が予め定められた工具16を用いて実施されたかを判断する対象物合否判定部76とを有する。
(もっと読む)
生産計画案作成方法及びその装置
【課題】人間の価値観を適切に反映した生産計画案を作成すること。
【解決手段】生産計画システムは、複数の製造評価指標を互いに一対として対比可能に外部出力し、その外部出力に応じてなされた複数の製造評価指標についての一対比較値が外部入力される製造評価指標入力部1と、外部入力された複数の製造評価指標についての一対比較値を基に、各製造評価指標の重要度を算出する製造評価指標一対比較部2と、複数の生産計画案を作成し、その作成した複数の生産計画案毎に該生産計画案を実施する際の各製造評価指標値を算出し、該製造評価指標値を基に各製造評価指標値における各生産計画案の重要度を算出し、各指標の重要度と、各製造評価指標における各生産計画案の重要度とを基に、複数の生産計画案間における重要度を算出する生産計画候補立案/評価/選択部6と、を備える。
(もっと読む)
プラント操業システムおよびプラント操業方法
【課題】ワークごとの監視、管理により、効率的なプラント操業を可能とすることができるプラント操業システムおよびプラント操業方法を提供する。
【解決手段】 構成受付手段31は、プラントの設備構成の入力を受け付ける。構成格納手段32は、構成受付手段31で入力を受け付けたプラントの設備構成を格納する。設備状況取得手段33は、プラントにおける現在の設備の状況を取得する。ワークオーダ受付手段34は、ワークオーダを受け付ける。シーケンス作成手段35は、ワークオーダ受付手段34により受け付けたワークオーダを満たし、かつ、構成格納手段32に格納されたプラントの設備構成、および設備状況取得手段33により取得される設備の状況に対応する操作シーケンスを作成する。
(もっと読む)
状況監視支援システム、状況監視支援方法及び状況監視支援プログラム
【課題】装置側で測定した測定値を効率的に管理サーバに転送し、蓄積するための状況監視支援システム、状況監視支援方法及び状況監視支援プログラムを提供する。
【解決手段】装置端末20の端末制御部21は、パターン候補を検索する。そして、類似パターンを抽出でき、パターン候補を検出した場合、データ取得を継続する。そして、端末制御部21は、パターン検証処理を実行し、パターンに追従しなくなった場合、パターン化データを送信する。一方、パターン候補がない場合、端末制御部21は、データ取得を継続し、パターン候補を検出した場合、新規パターン登録処理を実行し、パターン登録データを送信する。プロセス監視サーバ30のサーバ制御部31がパターン化データを受信している場合、測定値の再現処理を実行する。一方、パターン登録データを受信している場合、サーバ制御部31は、新規パターンの登録を行なう。
(もっと読む)
スケジューリング装置、スケジューリング方法
【課題】 作業部の作業終了時刻を精度良く予測することができるスケジューリング装置を提供すること。
【解決手段】 スケジューリング装置1は、作業を実行する作業部(2、3)と、該作業部(2、3)を制御し、前記作業部(2、3)の制御における進捗時間理論値と、前記作業部(2、3)の実際の作業の進捗実績とを比較し、差異がある場合、該差異に基づいて前記作業部(2、3)の作業終了時刻を予測する制御部(4、5)と、を有することを特徴とする。
(もっと読む)
二次加工における作業優先順の決定方法
【課題】 二次加工工程において物が途切れることなく加工することを可能とする方法を提供する。
【解決手段】 作業中の作業区分が含む複数の工程の仕掛量が、複数の工程の仕掛量の上限値を超えているか否か、又は、下限値未満であるか否かを確認し、複数の工程の仕掛量の上限値を超えている場合、又は、下限値未満である場合には、作業中の作業区分を中止する終了要否判断ステップと、複数の作業区分の各々が含む複数の工程について仕掛量の上限値を超えている工程、又は、下限値未満の工程を確認し、複数の作業区分の各々について各工程に割り当てられたそれぞれ優先ポイントを合計し、複数の作業区分の各々の優先ポイントの合計に基づいて、複数の作業区分から、次の作業区分を決定する作業区分決定ステップと、を有することを特徴とする。
(もっと読む)
生産管理プログラム及び記録媒体
【課題】多品種少量生産に適応して見積可能な生産管理プログラム及びこうした生産管理プログラムを記録した記録媒体を提供する。
【解決手段】コンピュータ1は、品目情報データベース2、工程情報データベース3、品目情報及び工程情報に対応する第1の属性情報データベース4、第1の属性情報に対応する第2の属性情報データベース5、工程情報に対応する数式情報データベース6、工程実施機関の能力係数と工費レートを記録する工程実施機関情報データベース7、工程情報に対応する段取り時間データベース8、属性情報表示手段9、数式に属性情報を当てはめて標準工数を演算する標準工数演算手段10、標準工数と、標準工数の工程実施機関の能力係数と、段取り時間とに基づいて能力工数を演算する能力工数演算手段11、能力工数と、工費レートとに基づいて加工費を演算する加工費演算手段12を備える。
(もっと読む)
工程制御システム、工程実施装置の管理方法、半導体装置の製造方法及びプログラム
【課題】ホストコンピュータの処理を軽減するとともに、ホストコンピュータのプログラムの保守を容易にすることを可能とする工程制御システム等を提供する。
【解決手段】工程実行システム21aは、制御装置31aと、ストッカー32aと、加工装置33aと、を含む。制御装置31aは、製品を製造するための複数の工程に関わる情報を含む第1群の情報をホストコンピュータ11から取得し、加工装置33aで実施される工程の内の少なくとも1つの工程において独自に発生する情報を含む第2群の情報を取得し、第1群の情報及び第2群の情報に基づいて加工装置33aを制御する。
(もっと読む)
多品種製造機械システム
【課題】品番と生産数などから成る生産スケジュールの登録機能を付加して、品番切替えに伴う機械調整データの設定作業を軽減すると共に、製品毎の製造個数の設定作業を不要にする。
【解決手段】生産指令装置11は、品番、製造個数を含む入力された生産スケジュールに対して品番−製造機械番号毎の引き渡しデータを付加したものを生産指令として製造機械管理装置1〜nの各々に送出する。製造機械管理装置1〜nの各々は、この生産指令、品番−製造機械番号毎の引き渡しデータ、及び分担する製造工程区分とに基づいて、稼働期間内における工程スケジュール(時系列データ)を割り出し、これらの情報に基づいて、自己が管理するPLC用のオブジェクトプログラムを作成し、LAN20を介して、対応するPLCにダウンロードする。
(もっと読む)
作業分担機能を備えた生産システム
【課題】生産現場において人間とロボットを混在して配置し、生産作業を人間とロボットに分担させることで生産のランニングコスト削減や生産効率向上を実現する生産システムを提供する。
【解決手段】生産システムには、作業者1とロボット2、12とが混在して配置され、作業者1が実作業工程を担当し、ロボット2や12が部品供給等の準備・段取り工程を担当する。作業者1はロボット2や12から供給された部品や治具を用いて、組立や加工等の難易度の高い実作業を行う。
(もっと読む)
生産プロセス管理システム
【課題】生産プロセスにおける生産物の不良原因や歩留まり低下の原因をユーザが早期に究明できる生産プロセス管理システムを提供すること。
【解決手段】生産物に関する生産物情報、生産物を構成する部品に関する部品情報、および生産装置に関する生産装置情報を、工程情報として入力するための入力部20A,20B,…,20Nを備える。工程情報を記憶する工程情報記憶部31を備える。情報を表示し得る出力部を備える。予め定められた条件が成立したとき、工程情報記憶部31に記憶された工程情報のうちその条件に関する部分を、予め定められた手順に従って、出力部に表示させる制御部40−1,…,40−iを備える。
(もっと読む)
余材引当処理装置、余材引当処理方法、及びプログラム
【課題】1つの余材から複数の品種を引当る作業を迅速かつ最適に行うこと。
【解決手段】サーバ101のCPUが、生産管理情報内の注文情報と生産情報とから不足品種を抽出し、品質実績情報に記録された部位ごとの品質実績と品種マスタ情報に記録された製品の品種ごとの規格値と比較し、不合格となった製品の部位ごとの品質実績情報と前記抽出された不足品種ごとの規格値とを比較し、前記不合格となった製品の部位が合格となる品種を引当可能品種として抽出する構成を特徴とする。
(もっと読む)
部品納入指示システム、部品納入指示方法及び部品納入指示プログラム並びに記録媒体
【課題】生産計画に基づく、納入指示を行う場合、計画立案を行った時点で計算された静的な納入タイミングが部品工場に対して指示されていた。この場合、計画立案後の計画変更、計画の遅れ、進みにより、実際に部品が必要なタイミングと部品が納入されるタイミングとにずれが発生し、部品在庫の増加、乃至部品不足が発生する。
【解決手段】現在生産中の実績から今後の生産進捗状況を予測し、部品の使用量を計算することによって、計画段階で計算した部品納入タイミングの調整を行い、より精度の高い部品納入タイミングを部品工場に指示することが可能となる。
(もっと読む)
生産スケジュール作成装置及び生産スケジュール作成プログラム
【課題】並列のバッチ処理工程内でのチャージの移動を可及的に許容してスケジュールを適正に修正する。
【解決手段】生産スケジュール作成装置1は、設備の1回のバッチ処理当たりの容量制約を記憶する容量制約マスタ部12と、チャージを設備毎にガントチャートとして表示する表示装置16と、1つのチャージを設備間で移動させる指示を行う操作部17と、移動先のガントチャート上で移動させたチャージが移動先の設備の容量制約を超える場合に容量制約に収めるべくチャージを分割するチャージ分割・統合判断部20と、分割された所要数のチャージを移動先のガントチャート上に展開するチャージ追加・統合部21と、展開後のチャージに基づいて生産スケジュールを修正するスケジュール修正部23と、修正された生産スケジュールをスケジュールデータ記憶部11に更新するスケジュール更新部24とを備え、更新後の設備毎のガントチャートをモニタ上に表示する。
(もっと読む)
作業標準化支援システムおよび作業標準化支援方法
【課題】作業の動線情報に基づいて作業標準化を支援する作業標準化支援システムを提供する。
【解決手段】
作業標準化支援システムSSは、作業に係る移動体に装着されたICタグから情報を受信するタグリーダ10と、タグリーダ10から受信した情報を蓄積する記憶部22を有する管理サーバ20と、を備え、管理サーバ20は、記憶部22に記憶される所定の作業に係る位置情報と時刻情報を抽出し、所定の作業に係る動線を作成し、動線毎の作業時間に基づいて平均時間を算出し、平均時間以下の動線を所定の作業の標準動線とする。また、管理サーバ20は、所定時間毎に動線毎の作業時間に基づいて平均時間を算出し、平均時間が増加傾向にあるとき、出力部25に告知する。
(もっと読む)
設備メンテナンス計画作成支援装置、方法、プログラム、及びコンピュータ読み取り可能な記録媒体
【課題】製造工場に於ける生産についての一つ又は複数の評価指標の値に関して最適な設備メンテナンス計画の作成を支援する技術を提供する。
【解決手段】収集した設備メンテナンス実績データ、設備性能データ、生産量データ、及び評価指標データに基づいて、設備性能モデル及び工程モデルを作成し、生産予定及び設備メンテナンス暫定計画によって実現される各評価指標の値をシミュレーションで導出したり、生産についての各評価指標の値に対する要求を評価関数として与えて、生産予定や工程モデル等に基づいて、その評価関数の値を最大又は最小にして評価指標について最適な生産を実現する設備メンテナンス計画を決定したりすることで、製造工場に於ける生産についての一つ又は複数の評価指標の値に関して最適な設備メンテナンス計画の作成を支援する技術を実現することが可能となる。
(もっと読む)
スケジューリング装置、作業の管理方法およびプログラム
【課題】機械加工ラインにおける作業をより少ない作業者で行うことができ、且つ、ラインの停止を極力減らす。
【解決手段】作業者111〜113が携帯するPDA114〜116からの情報、および加工装置101〜103からの情報に基づいて、所定の時間毎に加工装置101〜104を用いた加工作業のシミュレーションがスケジューリング装置108において行われる。このシミュレーションの結果に基づいて、スケジューリング装置108は、作業者111〜113の作業への割付を変更し、その結果を各作業者が携帯するPDA114〜116に通知する。これにより、作業者111〜113による作業の効率化を図ることができる。
(もっと読む)
121 - 140 / 274
[ Back to top ]