
Fターム[3C100BB11]の内容
Fターム[3C100BB11]の下位に属するFターム
加工ラインに関する情報 (285)
各加工機の情報 (581)
加工実績 (419)
Fターム[3C100BB11]に分類される特許
81 - 100 / 274
基板生産情報の公開方法
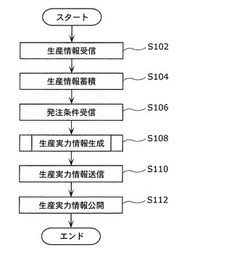
【課題】カスタマが、発注先の実装メーカとして、発注する実装基板に適した実装メーカを特定することができる基板生産情報の公開方法を提供する。
【解決手段】実装メーカ装置300とカスタマ装置400とに通信ネットワークを介して接続される基板生産情報公開装置100が、実装メーカ20の実装基板の生産の情報を公開する方法であって、基板生産情報公開装置100が実装メーカ20の生産情報を実装メーカ装置300から受信する生産情報受信ステップ(S102)と、基板生産情報公開装置100が、生産情報に基づいて、実装メーカ20の生産の実力を示す情報であり、カスタマ30が実装基板の発注の可否を判断するために必要な情報である生産実力情報410を生成する生産実力情報生成ステップ(S108)と、基板生産情報公開装置100が、生産実力情報410をカスタマ30に公開する生産実力情報公開ステップ(S112)とを含む。
(もっと読む)
スケジュール作成方法、スケジュール作成装置及びコンピュータプログラム

【課題】より少ないメモリ消費で、与えられたシステムをMPLシステムとして表現できる形式に対してクリティカルチェーン法を適用可能とし、処理時間の不確定性が高い場合にも納期遅れを出さず、かつ納期短縮を図り得るスケジュール作成方法、スケジュール作成装置及びコンピュータプログラムを提供する。
【解決手段】例えばシステムの稼動中にクリティカルチェーン法を適用して計画期間の短縮を図る場合でも、max-plus代数上で線形なMPL形式を導出するための行列A0k,Fk,B0,C0k,F*を利用して、当該クリティカルチェーン法を適用した際に用いるPB及びFBの位置及び値を簡単に取得することができる。従って、より少ないメモリ消費で、与えられたシステムをMPLシステムとして表現できる形式に対してクリティカルチェーン法を適用可能とし、処理時間の不確定性が高い場合にも納期遅れを出さず、かつ納期短縮を図り得る。
(もっと読む)
カーボントレーサビティ管理システム
【課題】製品単位でその生産にかかわる温室効果ガス排出を把握できる管理装置を提供することにある。
【解決手段】外部からの受電電力,受入冷温熱量,自家発設備運転実績,冷温熱設備運転実績を記録管理するユーティリティ管理装置102と、資材及び原料使用実績を記録管理する資材管理装置104と、製造期間中のファシリティ設備の使用エネルギーを管理記録するファシリティ管理装置105と、製品の生産実績を管理する製造実行管理装置103と、ユーティリティ管理装置102,資材管理装置104,ファシリティ管理装置105,製造実行管理装置103に記録管理された各実績から温室効果ガス排出量を計算する排出量算出手段と、排出量算出手段で算出した温室効果ガス排出量を製品一単位量に配賦する排出量配賦手段と、製造ロットに対して配賦した温室効果ガス排出量データを、ロットの固有データとして管理する排出量管理装置101を備えた。
(もっと読む)
処理装置の管理方法及びその管理システム
【課題】スループットの低下を精度良く検出することができ、処理装置を簡単に管理できるようにした処理装置の管理方法及びその管理システムを提供する。
【解決手段】電子装置が形成される(又は、形成された)基板に対して、例えばフォトレジストの塗布処理、露光処理及び現像処理を行うインライン処理装置の管理方法であって、インライン処理の工程のうちの、予め設定された開始点から複数の処理を経て終了点に至るまでの所要時間を実際に測定する工程と、この測定により得られた所要時間に関するデータを、このデータの過去の実績に基づいて設定される管理値(UCL、LCL)と比較する工程と、この比較の結果に基づいてインライン処理装置が正常か否かを判定する工程と、を含む。
(もっと読む)
ネスティング装置および板材加工設備
【課題】 後工程の仕掛かり品の低減と負荷平準化が実現でき、かつ負荷平準化に伴う歩留りの低減が抑えられるネスティング装置を提供する。
【解決手段】 素材板材Wから部品板材mを切り取る板材加工機2、およびその後工程となる曲げ,溶接等の複数種類の後工程装置3を備えた板材加工設備3に適用される。ネスティングオーダ生成手段14およびネスティング手段6aを備える。ネスティングオーダ生成手段14は、負荷量の相対的に少ない後工程を多く含む板材部品を優先的に抽出して設定部品数量のネスティングオーダNOを生成する。ネスティング手段6aは、端材Sを優先的に使用するネスティングを行う。
(もっと読む)
生産管理実行支援システム、生産管理実行支援方法、生産管理実行支援プログラムおよび生産管理実行支援プログラム記録媒体
【課題】 複数製品を生産する混流生産工程におけるロットサイズと生産優先度の異なる複数の仕掛待ちロット集団の中での合理的に顧客の総待ち時間に係わる納期満足度を極大化しながら生産工程の着工順序決定を実現する、生産計画実行を支援する生産実行支援方法、生産実行支援装置、コンピュータプログラム、および記録媒体を提供する。
【解決手段】 製品の生産工程投入時期と投入時からの経過時間の両方、さらには工程の操業度により生産優先度情報を変動させて、ロットサイズと生産優先度情報の演算により、各工程での合理的な着工順番表を作成して、工程作業者に着工ロット情報を提供して、工程作業者がこの情報を参照しながら着工ロットを選択して作業を進める。
(もっと読む)
並列型バッチ処理用スケジュール作成装置および該方法
【課題】本発明は、並列型バッチ処理用スケジュールの作成において、1つのチャージを複数のバッチ設備に移動する場合でも、スケジュールを修正することができる並列型バッチ処理用スケジュール作成装置および該作成方法を提供する。
【解決手段】本発明では、特定のバッチ設備で処理するチャージを複数のバッチ設備に変更することによってスケジュールを修正する場合に、修正元のチャージに含まれるワーク数のワークを複数の修正先の各バッチ設備に振り分けた前記複数の修正先の各バッチ設備での各チャージが生成され、この生成された各チャージが前記複数の修正先における各バッチ設備の処理工程に前記複数の修正先における処理工程の各順番を表す順番情報に基づいてスケジューリングされることによって、修正元のチャージに対し修正先での処理工程についてのスケジュールが再作成される。
(もっと読む)
フレキシブル生産システム
【課題】セル生産方式のフレキシブル生産システムにおいて、人の生産性は落とすことなく容易かつ柔軟にシステムの再編成を可能とする人機械協調型のシステムを実現して生産性向上を図る。
【解決手段】本システム1は人セル部11に隣接する機械部12を備え、機械部12は移載するための複数のハンド部21と、ハンド部21を移動させる複数のアクチュエータ22と、ハンド部21の移動の方向に沿って配置され、部品に処理を施す複数の処理装置3と、人セル部11側から機械部12に部品を投入するための投入部4と、機械部12から人セル部11側に部品を取り出すための取出部5と、投入部4から各処理装置3を経由して取出部5に至る部品の順路の途中に人セル部11側から追加部品を投入し供給するための途中部品搬入装置6とを備えている。途中部品搬入装置6を備えることにより、人セル部11と機械部12とを分離したシステムを容易かつ柔軟に構成できる。
(もっと読む)
生産管理装置および生産管理方法
【課題】露光装置とレチクルとの組み合わせに起因するロット滞留を削減し、リソグラフィ工程のTATを短縮できる生産管理装置および生産管理方法を提供する。
【解決手段】データ収集部2は、露光装置とレチクルとの組み合わせに起因する、各露光装置の稼動ロスを示す情報を収集する。ロス時間算出部3は、データ収集部2が収集した各情報を用いて、レチクルと露光装置との組み合わせごとに、露光装置とレチクルとの組み合わせに起因する稼動ロス時間を算出する。優先順位決定部4は、ロス時間算出部3が算出した、レチクルと露光装置との組み合わせごとの稼動ロス時間に基づいて、レチクルと露光装置との組み合わせの優先順位を決定する。そして、ディスパッチ部5は、優先順位決定部4が決定した結果にしたがって、レチクルおよび対応するロットを各露光装置に割り当てる。
(もっと読む)
品質管理システム
【課題】
設計余裕度の範囲にある品質情報を活用し、不具合の解析を効率的に行うことを可能にした品質管理システムを提供する。
【解決手段】
生産ラインにおける画像形成装置400の生産に関する生産情報および検査情報を生産サーバ100が受信して蓄積し、当該検査情報に含まれる検査における不具合の発生状態に関するワーニング発生率情報を作成して記憶する。また、品質管理サーバ200が画像形成装置400から不具合情報を受信すると、その画像形成装置と同機種の不具合情報と、生産サーバ100で作成したワーニング発生率情報との相関を求め、前記不具合に対する処置を決定する。
(もっと読む)
人工知能化した加工支援監視方法と人工知能化した加工支援監視システム
【課題】 同種工作機械及び同種加工内容に係る加工材・加工工程・仕上げ精度等の加工条件をユーザー側からホスト側に問い掛けると、ホスト側で収集した世界レベルの最適加工条件をユーザー側へ返送し、ユーザー側の同種工作機械が直ちに最適加工条件で加工するものである。更に、時経列に加工状態を監視集計して最適加工条件を更新するものである。
【解決手段】 複数の同種工作機械10A・・10X及び同種機械情報に係る加工情報K及び異常予知情報Sを時経列にインターネット回線IN等によりホスト側MSに収集して各種加工情報及び各種異常予知情報を随時更新される加工条件推奨情報K′として累積・更新し、この更新された加工条件推奨情報を次の加工条件推奨サービスとして発展的にインターネット上で世界最高レベルに世界標準化させ、インターネット等で結んだ無数の同種工作機械間に加工条件推奨情報としてホスト側から複数の同種工作機械側へ発信する人工知能化した加工支援監視方法である。
(もっと読む)
工程管理方法、工程管理システム、管理サーバ、端末、およびRFIDタグ
【課題】作業工程指示の急な変更に対応し、次作業内容の確実な指示を可能とする。
【解決手段】RFIDタグ50の格納情報が含む作業工程順序および各作業工程の識別情報と記憶手段の管理識別情報とを照合し、後続作業工程の作業工程順序および識別情報と該当作業対象物の情報とを含む変更確認要求を管理サーバ200に送る変更確認手段110と、変更確認要求に応じた判定結果を管理サーバ100より受信し後続作業工程において変更がある作業工程の識別情報を出力する変更情報出力手段111とを備える端末100と、 変更確認要求が含む作業対象物の情報および後続作業工程の作業工程順序および識別情報と工程コードテーブル225とを照合し、後続作業工程について工程コードテーブルで変更が生じている作業工程を判定し、当該判定結果を端末に送る判定手段210を備える管理サーバ200とから工程管理システム10を構成する。
(もっと読む)
フレキシブル生産システムおよびその制御方法
【課題】システム稼働効率を向上することができるフレキシブル生産システムおよびその制御方法を提供する。
【解決手段】制御装置100は、パレット21に取り付けられるワークWと、素材バスケット22に収容される素材Xとの関連付け情報を記憶する。そして、制御装置100は、パレットローディングステーションPLD−ST8,9へパレット21が搬送される場合に、搬送される当該パレット21に取り付けられるワークWに対応する素材Xを関連付け情報に基づいて決定し、決定された素材Xが収容された素材バスケット22を、パレット21の搬送に連動して、バスケット棚4からバスケットローディングステーションBLD−ST6,7へ搬送するように搬送機12を制御する。これにより、パレットローディングステーションPLD−ST8,9へパレット21が搬送される場合に、作業者の素材バスケット22の探索時間の削減を図ることができる。
(もっと読む)
作業内容指示装置及び作業内容指示方法
【課題】作業を製品別且つ作業別に作業時間を集計した複数の作業別作業時間を検知して、作業別、製品別作業時間を制御可能とした製品の作業内容指示装置及びその方法を提供する。
【解決手段】製作される製品とともに移動するカンバン(作業状態表示部)を用いて製品の製作作業の進行を管理する作業内容指示装置において、次工程の作業を製品別且つ作業別に作業時間を集計した複数の作業別作業時間を検知しておき、前記カンバンにおける前工程の作業表示時に、前記作業別に表示された作業別作業時間を該作業別作業時間の長さに対応した長さをスケールにして線形で表示した線形作業時間表示部をそなえたことを特徴とする。
(もっと読む)
鋼材の製造方法
【課題】目標特性を維持するために修正されるべき製造条件を迅速に見出し、種々の場合に応じて適切なフィードバックまたはフィードフォワードを行うことが可能な鋼材の製造方法を提供する。
【解決手段】製造された鋼材において、析出物および/または介在物の組成の情報、析出物および/または介在物のサイズの情報、着目する元素の固溶量の情報の一つ以上を得る。この得られた各情報のうちの少なくとも1つが所定の範囲を外れる場合に、析出物および/または介在物の組成、析出物および/または介在物のサイズ、着目元素の固溶量の一つ以上が変化する製造条件を少なくとも一つ修正する。そして、修正された製造条件により鋼材を製造する。
(もっと読む)
即時に重要経営指標を入れ替えることが出来る生産管理方式
【課題】近代的な経営管理に必須な重要経営指標(KPI)に必要な情報を収集・編集・蓄積し、帳票化し画面に表示する機能を有する生産管理システムは、指標が固定であるが、そのKPIをオンラインで自由に変更・追加できるようにする。
【解決手段】現場の言葉をモデル化して現場データとして、その現場データの持つ固有情報に背景情報を加えてイベント・メッセージとする。イベント発生時に即時性をもってこのイベント・データを送出できるネットワーク基盤を有し、イベント・メッセージ名の辞書と収集条件から必要なイベント・メッセージを選択し収集・蓄積して依頼元に送信できる情報基盤を用いて、KPIの各指標に必要なメッセージを収集・蓄積し、パソコンの市販ソフトを用いて可視化(帳票及び表示)し、収集条件を変更する。
(もっと読む)
稼働状態表示システム
【課題】所定の対象物に最適な稼働目標値を算出することができ、所定の対象物に向けて、削減が必要な稼働量を定量的に把握することができる情報を、継続して提供する稼働状態表示システムを提供する。
【解決手段】対象物40の稼働実績データと稼働支配データを公衆回線網を通じ対象物から所定の時間間隔毎に取得するデータ取得部10と、稼働支配データを用い回帰分析を行い、稼働支配データを説明変数、稼働標準データを被説明変数とする回帰式を導出し、回帰式に対し所定期間内の稼働支配データを当てはめ、所定期間内の単位時間毎の稼働標準データを算出し、稼働標準データに対応する稼働目標データを算出するデータ算出部10と、データ取得部で取得した稼働実績データとデータ算出部で算出した稼働目標データとのずれを示す差分をグラフ表示するグラフ表示用データを、公衆回線網を通じ対象物へ提供するデータ提供部10とを備える。
(もっと読む)
稼働状態表示装置
【課題】診断対象である所定の対象物の標準的な稼働状態を最適に想定することができると共に、削減が必要な稼働量を定量的に把握することができる稼働状態表示装置を提供する。
【解決手段】所定の対象物の稼働実績データ及び稼働実績データを支配する稼働支配データを単位時間毎に記憶する記憶部DB1と、記憶部に記憶された稼働支配データを用いて回帰分析を行い、稼働支配データを説明変数、対象物の稼働標準データを被説明変数とする回帰式を導出し、回帰式に対して所定期間内における稼働支配データを当てはめて、所定期間内における単位時間毎の稼働標準データを算出し、さらに稼働標準データに対応する稼働目標データを算出する算出部20(23)と、記憶部に記憶された所定期間内における稼働実績データと算出部によって算出された稼働目標データとのずれを示す差分を表示部に表示する制御を行う表示制御部20(24)と、を備える。
(もっと読む)
トレース情報取得システム、およびトレース情報取得方法
【課題】インフラを共有しないフィールドにおいても、製品の生産工程におけるエネルギーに関するトレース情報を取得することができるトレース情報取得システムを提供する。
【解決手段】トレース情報取得システムは、製品の生産工程における消費電力に関するイベントデータ11を記録する記録手段と、記録手段により記録されたイベントデータ11から製品の生産工程における消費電力に関するトレース情報を取得する取得手段とを備える。ここで、イベントデータ11は、消費電力を計測する計測器の情報である計測器データ12a、消費電力を計測する人に関する人データ12b、消費電力を計測する時間に関する時点データ12c、消費電力を計測する場所に関する位置データ12d、および消費電力を計測する際の状態に関する状態データ12eを含み、複数の段階において、共通のデータ形式を有する。
(もっと読む)
製品レシピを生成する方法
【課題】製品レシピが複数のアクション、一式の遷移および一式のパラメータと関連付けられ、且つ、バッチプロセスが設備と交信するフェーズ・レベルを含む複数の論理レベルを複数のアクションが定義するように自動化製造環境においてバッチプロセスにより実行するために製品レシピを生成する方法の提供。
【解決手段】本発明の方法には、複数のアクションを指定する手順の定義を受け取ることと、一式の遷移における各々が二つ以上の複数のアクションと関連付けられるように該一式の遷移を指定する取引(トランザクション)の定義を受け取ること、そして該一式のパラメータを受け取ることとが含まれる。該一式のパラメータを受け取ることには、レシピまたはレシピのフェーズ・レベルで関連付けられているオペレータ・プロンプトから値を得ることなく値になる少なくとも一つの動的入力パラメータを受け取ることが含まれる。
(もっと読む)
81 - 100 / 274
[ Back to top ]