
Fターム[3C100BB11]の内容
Fターム[3C100BB11]の下位に属するFターム
加工ラインに関する情報 (285)
各加工機の情報 (581)
加工実績 (419)
Fターム[3C100BB11]に分類される特許
61 - 80 / 274
鋼管の製造方法
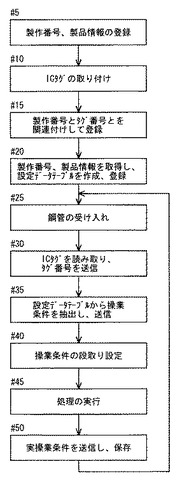
【課題】多サイズ多品種の鋼管を製造する際、各処理設備に対し処理条件の段取り設定を適切に行える鋼管の製造方法を提供する。
【解決手段】製作番号・製品情報を設定しホストCPに登録するステップと、タグ番号が記憶されたICタグを鋼管に取り付け製作番号とタグ番号を関連付けして生産管理CPに登録するステップと、ホストCPから製作番号・製品情報を取得し各処理設備での操業条件の設定データテーブルを生産管理CPに登録するステップとを経た後、処理設備にて、鋼管を受け入れるステップと、鋼管に取り付けられたICタグを読み取りタグ番号を生産管理CPに送信するステップと、受信したタグ番号に基づき製作番号に対応する操業条件を設定データテーブルから抽出し処理設備に送信するステップと、受信した操業条件を処理設備に設定するステップと、処理を実行するステップと、処理後に実操業条件を品質管理CPに送信し保存するステップとを経る。
(もっと読む)
日程表表示装置、日程表表示方法、コンピュータ読取可能なプログラムおよび記録媒体

【課題】イベント情報を、その時刻情報に応じた間隔で表示しつつ、一画面により多くのイベントに関する情報を表示する。
【解決手段】日程表60では、ある月の1日から25日までのイベント情報の表示において、基本的に所定期間(5日)毎に1つの表示欄を表示させるとともに、同じ表示欄に表示されるべきイベント情報が複数存在する場合、当該複数のイベント情報のうち1つのイベント情報以外のイベント情報については、表示する表示欄を隣接する表示欄に移動させる。
(もっと読む)
製造プロセスのスケジュール管理方法、装置及びプログラム
【課題】鉄鋼業における厚板の製造プロセスのように、処理能力が異なる多段複数工程を有し、工程毎の処理発生率が異なる複数種類の製品を組み合わせて製造する製造プロセスにおいて、製造工期を最短とするとともに、納期を遵守する各工程の処理タイミングを求める。
【解決手段】対象製品について、工程の組み合わせである工程パターン及び製品分類毎の発生率の実績情報に基づいて、複数の工程パターン及び発生率を決定する手段103と、決定した工程パターン及び発生率を用いて、各工程の工期及び各工程パターンの工期が対数正規分布に従うものとして、製造工期を最短とする予定工期及び工程毎の通過所要時間を算出する手段104、105と、算出した予定工期及び工程毎の通過所要時間を用いて、納期を遵守するための各工程の処理タイミングを求める手段105とを備える。
(もっと読む)
木材プレカット業務の一元管理システム
【課題】木材プレカット業務をペーパレス化できる木材プレカット業務の一元管理システムの提供。
【解決手段】木出し業務用装置23と加工業務用装置33と出荷検品業務用装置43と、各装置23,33,43を管理する統括管理用サーバー13と、出荷検品業務用装置23へは加工情報を、統括管理用サーバー13へは加工機からのフィードバック情報を送る加工機ホストコンピュータ53とで構成され、木材プレカット業務である木出し業務と加工業務と出荷検品業務との別に業務担当する各オペレータ26,36,46は、それぞれの装置を構成しているヘッドマウントディスプレイ24,34,44を各別に備え、統括管理用サーバー13から各ヘッドマウントディスプレイ24,34,44に指示表示される必要情報を目視確認しながら対応業務を遂行するようにしてペーパレス化を図った。
(もっと読む)
出来映え予測装置、出来映え予測方法、出来映え予測プログラム、及び、プログラム記録媒体
【課題】説明変数間に共線性があっても回帰係数の更新が安定し、出来映えの予測精度を向上できる。
【解決手段】予測モジュール17は、プロセスデータ収集部16が収集したプロセスデータ15に基づいて出来映え算出値20を求める。補正モジュール18は、上記出来映え算出値20と補正係数A24とを乗算して補正後出来映え算出値25を算出し、さらに装置間差値21を加算して出来映え予測値23を求める。その後、補正係数修正部22によって、出来映えの実測値19と上記出来映え予測値23とから補正係数A24を算出して修正する。このように、補正モジュール18が用いる予測式の修正を、上記補正係数A24のみを修正して行っている。そのため、説明変数間に共線性を有する場合でも回帰係数の更新が安定し、上記説明変数間の共線性に起因する回帰係数の不安定化と予測の精度の劣化を防ぐことができ、予測精度を向上させることができる。
(もっと読む)
半導体製造方法、半導体生産管理方法、および、半導体生産管理装置
【課題】半導体デバイスの品質管理全般にわたる情報を簡単な指標で一元管理し、当該指標に基づく措置により異常に対する対処を迅速に行う。
【解決手段】イベント間時間に管理限界範囲を設定し(S1)、半導体デバイスを製造し、イベント間時間を記録し(S8)、プロセス管理のための処置を行う。半導体デバイスを製造する製造装置の処理の開始と終了、当該製造装置内の処理室間あるいは他の製造装置へのデバイス移送の開始と終了、前記デバイス移送の途中の待機または保管のインとアウトを含む複数の動作の各動作をイベントとする。ステップS8では、半導体ウェハの投入から半導体デバイスの完成に至る製造工程に含まれる各種のイベント間時間のうち、管理対象のイベント間時間について半導体デバイスの製造時に要したイベント間時間を記録する。
(もっと読む)
工業プロセスを監視する装置および方法
【課題】本発明は、複数の変数を有する工業プロセスを監視する装置に関する。
【解決手段】前記装置は、工業プロセスが正常状態下で運転している場合、前記変数のデータ値を有し得る正常状態データセットを定義するとともに、工業プロセスが異常状態下で運転している場合、前記変数のデータ値を有し得る異常状態データセットを定義するように構成された定義モジュールと、正常状態データセットから正常状態モデルをモデリングするとともに、異常状態データセットから異常状態モデルをモデリングするように構成されたモデリングモジュールと、正常状態モデルから正常状態プロットをプロットするとともに、異常状態モデルから異常状態プロットをプロットするように構成されたプロットモジュールと、正常状態プロットおよび異常状態プロットとの同時表示のために、前記変数のライブデータ値を分析するように構成された分析モジュールとを具備している。
(もっと読む)
スケジューリング方法及びスケジューリングプログラム、並びにスケジューリングシステム
【課題】操業変動により、再スケジューリングがリアルタイムで必要となる場合でも、最適化した予定生産スケジュールを求める。
【解決手段】予め与えられた初期スケジューリング問題に対して最適解を導出し、予定生産スケジュールとして記憶部に保存するS1。操業開始後のある時点においてS2、一定時間後の工程状態を予定生産スケジュールから予測するS3。全生産が終了するまでS4、予測した工程状態において、発生が予想される操業変動が生じた場合に解く必要が生じる再スケジューリング問題を作成して解を導出し、予想された再スケジューリング問題最適解として記憶部に記録するS5、S6。次に、一定時間経過後S7、予め予想操業変動として記録した発生が予想される操業変動が発生したかどうか判断しS8、発生が予想される操業変動が発生した場合は、記憶部に記録された再スケジューリング問題最適解をその後の予定生産スケジュールに変更するS9。
(もっと読む)
生産順序再計画システム、生産順序再計画装置及び方法
【課題】遅延車両など、予め計画された生産計画順序の遵守が不可能となった車両が発生した場合に、遅延車両を考慮した生産計画順序を再計画できるようにする。
【解決手段】修正作業工程へ投入される車両を検出する車両通過検知装置4と、車両の修正作業の所要時間が入力される修正作業所要時間入力装置2A、2Bと、生産順序再計画装置1とを備え、生産順序再計画装置1が車両通過検知装置4から修正作業工程へ投入される車両を検出したとの通知を受けると、修正作業所要時間入力装置2A、2Bから入力された修正作業所要時間を基に、組立工程における車両生産順序を再計画する。
(もっと読む)
生産情報管理システム
【課題】データ項目を階層トップとした構造的な情報格納及び情報管理方式を採ることで生産性・信頼性の評価指標となる情報を管理する生産情報管理システムを提供する。
【解決手段】データ収集・集計機能ブロック120は、データ収集処理を実行する機能ブロック122により収集処理したデータをRDB124に格納し、RDB124に格納された情報を用いて各種汎用View(汎用Viewファイルを含む)126を作成する。エンジニアリング機能ブロック180は、エンジニアリングツール処理182により、XML構造ファイル184の生成処理が行われる。一方、画面表示系200は、画面表示機能ブロック210を備える。画面表示機能ブロック210は、情報管理装置10の画面に生産システムにおける生産性・信頼性評価指標を提示する各種グラフをユーザの設定に基づいて表示実行させる機能を備えている。
(もっと読む)
基板処理装置のスケジュール作成方法及びそのプログラム
【課題】液交換処理を伴うスケジュールであっても稼働率を向上させることができる。
【解決手段】液交換処理を開始する際には、液交換情報を薬液処理部CHB2から制御部31の液交換時間算出部37に出力し、制御部31の液交換時間算出部37が最新液交換時間を算出する。この算出された最新液交換時間を考慮して、制御部31のスケジューリング機能部33が第1の再スケジュールを行い、さらに、実際に液交換処理が開始されて液交換処理が実際に完了した時点で、制御部31のスケジューリング機能部33が第2の再スケジュールを行う。したがって、液交換の態様により時間的に前後する、液交換処理の実際の時間を考慮して再スケジューリングを行うことができるので、液交換処理を伴うスケジュールであっても稼働率を向上できる。
(もっと読む)
生産管理システム
【課題】作業者の作業待ちや作業の作業者待ちを低減する生産管理システムの提供。
【解決手段】作業者情報記録部10は、作業者の処理能力を記録する。装置情報記録部12は、作業者が作業に使用する装置の処理能力を記録する。作業実績記録部14は、作業者が行った作業の作業実績を記録する。生産要求入力部16は、製品の品種、数量及び納期を含む生産要求が入力される。ホストコンピュータ18は、作業者情報記録部10、装置情報記録部12及び作業実績記録部14に記録された情報を元に、生産要求入力部16に入力された生産要求を達成するために作業者が行うべき作業を示す作業指示を順番に出力する。このホストコンピュータ18が出力した作業指示を生産情報表示端末20,22や携帯端末24,26などの表示端末が表示する。ここで、ホストコンピュータ18は、作業者がある作業を完了する前でも作業者に他の作業を行うように作業指示を出力する。
(もっと読む)
品質管理システム、品質管理方法、品質管理プログラム、および製品の製造方法
【課題】本発明は、適正な管理限界値を設定することができる品質管理システム、品質管理方法、品質管理プログラム、および製品の製造方法を提供する。
【解決手段】製品の製造プロセスにおける品質特性に関する実測データを格納する実測データ格納部と、製品の検査結果に関するデータを格納する検査データ格納部と、前記実測データ格納部と、前記検査データ格納部と、に電気的に接続され、前記検査結果に関するデータが良品となっているものに対応する前記品質特性に関する実測データに基づいて管理限界値を演算する管理限界値適正化部と、を備えたことを特徴とする品質管理システムが提供される。
(もっと読む)
基板処理装置のスケジュール作成方法及びそのプログラム
【課題】スケジュールに基づいて処理が実行中であっても、最優先で処理を行う必要があるロットを他のロットよりも優先的に処理できるようにスケジュールを再作成できる。
【解決手段】スケジュールに基づいて処理が実行されている時に、最優先で処理を行う必要があるロットの処理命令が入った場合、制御部は、処理命令が入った時刻において、処理中のロットについては安全に待機可能なリソース以降のスケジュールを一旦削除し、処理が開始されていないロットについてはスケジュールをすべて一旦削除し、削除によりできた空きスケジュールに優先で処理すべきロットのスケジュールをハードリンクで追加し、一旦削除したロットのスケジュールを加えて再スケジューリングを行う。これにより、処理中のロットの基板処理に影響を与えることなく、最優先で処理を行う必要があるロットを優先的に処理できるようにスケジュールを再作成できる。
(もっと読む)
製造履歴分析支援装置および製造履歴分析支援方法
【課題】製造状態のデータ項目が複数の値を持つ場合における影響度合いを定量的かつ迅速に判断できるよう支援する製造履歴分析支援装置および方法を提供する。
【解決手段】分析支援制御手段200はプログラムに基づいて、まず、情報取得手段110〜140などからデータ収集を行い、収集したトレンドデータや検査にかかわる情報を製品の識別番号に紐付けて管理する。その場合、熱加工設備の加熱状況[温度トレンド]などのような複数の値で構成されるデータ項目は、それらの平均値・・、分散、標準偏差、・・などの基本統計量を内蔵するプログラムを用いて計算し、対応する製品の識別番号に紐付けて製造履歴情報蓄積手段300に格納して管理する。分析支援制御手段200は、製造履歴分析結果表示手段400で指定された製品群に関して、選択されたいずれかの基本統計量と特性試験値の散布図(相関係数も含む)を製造履歴分析結果表示手段400に表示する。
(もっと読む)
作業支援システム
【課題】作業者が各工程を容易且つ確実に実施できるように作業を支援する作業支援システムを提供すること。
【解決手段】作業支援システムでは、部品箱の重量を初期化する重量初期化処理を実行する(S14)。次いで、工程に対応した部品をマニュアルから特定して、その部品を示した画像をヘッドマウントディスプレイに表示する(S15)。その後、作業者が手に取った部品を検出し(S16)、作業者が手に取った部品が適切部品か否かを判断する(S17)。適切部品ではないと判断された場合には(S17:NO)、警告表示をする(S18)。一方、適切部品であると判断された場合には(S17:YES)、その適切部品に対応した組み立て方法を表示する(S20)。
(もっと読む)
プラント情報管理装置およびプラント情報管理方法
【課題】プラントに関連するデータ群を有効に利用することができるプラント情報管理装置およびプラント情報管理方法を提供する。
【解決手段】端末装置5は、プラントに関連するデータの集合としての仮想ユニットの定義を受け付ける定義受付手段51と、定義受付手段51を介して定義された仮想ユニットに属するデータを提示する提示手段52と、仮想ユニットに与えられた検索キーを用いて仮想ユニットを検索する検索手段53と、定義受付手段51を介して定義された仮想ユニットを保存する保存手段56と、を構成する。また、端末装置5にはネットワーク6を介する通信を実行する通信部57が設けられる。
(もっと読む)
プラント情報管理装置およびプラント情報管理方法
【課題】プラントに関連するデータ群を有効に利用することができるプラント情報管理装置およびプラント情報管理方法を提供する。
【解決手段】端末装置5は、プラントに関連するデータ(オブジェクト)群を格納する格納手段51と、格納手段51に格納されたデータ間の関連を、スタッフの役割ごとに定義する定義手段52と、定義手段52による定義の入力を受け付ける受付手段53と、定義手段52により定義された、役割ごとの関連に応じた形態で格納手段51に格納されたデータを表示する表示手段53と、を構成する。また、端末装置5には、ネットワーク6を介する通信を実行する通信部56が設けられている。
(もっと読む)
不具合未然防止システム
【課題】不具合情報と製品実現プロセスとをリンクさせ,プロセス起因の不具合の発生低減を抑える仕組みを実現することを目的とする。
【解決手段】標準製品実現プロセス・標準監査質問103と、当該組織プロセス情報記録部104に読み込まれた当該組織プロセスにおける留意事項とを関連付け、当該組織プロセスにおける予備監査質問を作成し、当該組織プロセス情報対応記録部105に記録する。当該組織プロセスにおける不具合情報106を、不具合情報同類語彙データベース107を用いて分類し、同類不具合情報を記録部108に記録する。計算部117において、同類不具合情報を予備監査質問に反映させて当該組織プロセスにおける監査質問を完成させる。製品開発のプロセス毎に監査質問を表示する。
(もっと読む)
生産設備
【課題】ワークの種類や仕様等に対応した作業情報を各作業工程で的確に指示できると共に、比較的簡易な構成で安価に構築できる生産設備を提供する。
【解決手段】IDタグが取付けられたワークが搬送装置の入口部に搬送されると、ワークのIDタグに記録されている、ワークに関する情報が読取器で読み取られ、読取器から情報伝送部SWを介して、これと対向位置にある擬似IDタグDIDWに複写される。この擬似IDタグDIDWは、ワークが作業エリアに搬送移動した時点で、移送手段により、情報伝送部S1と対向する位置に移送される。そして、擬似IDタグDIDW(擬似IDタグDID1)に複写された情報は情報伝送部S1によって読み取られ、情報伝送部S1から作業エリアの作業指示装置に伝送される。作業指示装置は、情報伝送部S1から伝送された情報に基づいて、作業エリアでワークに施す作業を作業者に指示する。
(もっと読む)
61 - 80 / 274
[ Back to top ]