
Fターム[3C100DD11]の内容
総合的工場管理 (15,598) | 工作物・加工機間の情報交換 (2,022) | 情報担体 (386)
Fターム[3C100DD11]の下位に属するFターム
パレット(搬送台車を含む) (22)
カード (338)
カンバン (8)
Fターム[3C100DD11]に分類される特許
1 - 18 / 18
生産設備および生産システム
【課題】トレーサビリティのための管理システムを有さずに、生産した物品をトレースすることが可能な生産設備及び生産システムを提供する。
【解決手段】入力物品に対して作業を実行して出力物品を生産する生産設備において、少なくとも入力物品のユニークな情報を取得する物品情報入力手段4と、入力物品に対して作業動作を制御および実行して出力物品を生産するとともに、出力物品にユニークな情報を付与する設備制御手段5と、少なくとも出力物品に付与されたユニークな情報を出力する物品情報出力手段6と、少なくとも物品情報入力手段4によって取得した入力物品のユニークな情報と設備制御手段5によって付与された出力物品のユニークな情報とを記録する物品情報記録部7とを備える。
(もっと読む)
生産設備

【課題】ワークの種類や仕様等に対応した作業情報を各作業工程で的確に指示できると共に、比較的簡易な構成で安価に構築できる生産設備を提供する。
【解決手段】IDタグが取付けられたワークが搬送装置の入口部に搬送されると、ワークのIDタグに記録されている、ワークに関する情報が読取器で読み取られ、読取器から情報伝送部SWを介して、これと対向位置にある擬似IDタグDIDWに複写される。この擬似IDタグDIDWは、ワークが作業エリアに搬送移動した時点で、移送手段により、情報伝送部S1と対向する位置に移送される。そして、擬似IDタグDIDW(擬似IDタグDID1)に複写された情報は情報伝送部S1によって読み取られ、情報伝送部S1から作業エリアの作業指示装置に伝送される。作業指示装置は、情報伝送部S1から伝送された情報に基づいて、作業エリアでワークに施す作業を作業者に指示する。
(もっと読む)
数値制御装置で使用する認証装置のデータ更新方法
【課題】電子データだけの脆弱性を電子データと物理キーとを両方用いて偽造防止能力を向上可能な、数値制御装置で使用する認証装置のデータ更新方法を提供すること。
【解決手段】再生装置4はキー装置2から読取ったキー装置2の情報を寿命更新要求データReqとして作成する。再生装置4は寿命更新要求データReqをインターネット5を利用して、キー装置管理権限者が管理するキー装置寿命データ管理サーバ6に送信する。キー装置寿命データ管理サーバ6は、インターネット5を通して受信した寿命更新要求データReqを解読し、正当な更新要求であれば寿命更新データAnsを作成し、インターネット5を利用して寿命更新データAnsを再生装置4に送信する。再生装置4は受信した寿命更新データAnsを解読し、正当な寿命更新データであれば解読した寿命更新データAnsに基づいてキー装置2の寿命データを更新する。
(もっと読む)
製品、車両用電子制御ユニット、製品識別情報記憶方法
【課題】異なる部品工場で生産される同一仕様の製品に、コスト増とならない態様で部品工場毎の品番情報が記憶された製品、車両用電子制御ユニット及び製品識別情報記憶方法を提供すること。
【解決手段】複数の製造工場A〜Cで同一の仕様で並産される製品11であって、製造工場を一意に識別する工場コードを記憶する第1の記憶手段21と、製造工場A〜C毎に予め定められた製品の製品識別情報を工場コードに対応づけた、各製造工場に共通の並産工場情報24を、各製造工場A〜Cに共通のプログラム23と一体に記憶する第2の記憶手段22と、を有することを特徴とする。
(もっと読む)
出荷システムおよび出荷方法
【課題】品質保証のための抜取検査に基づいて保証された出荷予定物のみを出荷し、未保証の出荷予定物の出荷を確実に防止することができる出荷システムおよび出荷方法を提供すること。
【解決手段】出荷予定物1を搬送するライン2と、ライン2を経た出荷予定物1をストックするストック部5と、出荷予定物1を抜取検査する検査部6と、抜取検査に合格した出荷予定物1の識別情報を入力する第1入力手段7と、第1入力手段7により入力された識別情報から抜取検査を受けた出荷予定物1と同一ロットを構成する出荷予定物1の識別情報に抜取検査の結果を関連付ける情報管理手段8と、ストック部5にある出荷予定物1の識別情報を入力する第2入力手段9と、第2入力手段9により入力された識別情報に抜取検査の結果が関連付けてあれば出荷が可と判定し、関連付けていなければ出荷を不可と判定する出荷判定手段10とを備えた。
(もっと読む)
作業者記録管理システム及び作業者記録管理方法
【課題】複数の工程を有し、各工程に作業者が固定されない運用形態を持つ製造ラインで、作業者に記録作業を行わせることなく、工程ごとに製品と作業者を特定することができる作業者記録管理システムを得る。
【解決手段】巡回方式セルラインの各工程に、作業者40に取付けられたICタグ10に格納された作業者識別情報を読取る受信機20と、作業対象である製品の製品シリアル番号を読取るバーコードリーダを配置し、これらの読取り情報を作業者記録管理サーバー30に送信して、この作業者記録管理サーバー30で、日時に基づいて、各工程での作業者と製品シリアル番号とを対応付けて、各工程で作業した作業者を特定できるようにした。
(もっと読む)
製造検査支援装置、製造検査支援方法およびそのプログラム
【課題】紙の図面による確認作業を行うことなく電線加工作業や組立て配線作業、検査作業を行うことができる製造検査支援装置を提供すること。
【解決手段】制御用配電盤における電気用品の内部配置図及び接続図作成手段(10、20)と、これらから製造データを作成する製造データ生成手段30と、製造データ生成手段により作成された製造データを光学的読取手段により読取り可能な形式で印刷する製造データ印刷手段と、製造データ印刷手段で印刷された印刷物に基づき、電気用品間を接続する電線を作成する電線加工手段50と、製造データ印刷手段により印刷された製造データを光学的に認識して、制御配電盤の上に前記電気用品を取付けるとともに前記電線加工手段で作成した電線の配線を行う組立て配線手段60と、組立て配線手段で組立てた電気用品の相互間を接続する電線を光学的に認識して検査を行う光学検査手段70とを具備することを特徴とする。
(もっと読む)
二次元コード読取装置および方法並びに生産システム
【課題】ワークこのワークに組み付ける部品に設けた二次元コードの読み取りを正確にかつ安定性よく行え、ひいては前記ワークに関する生産効率の向上を図れ、トレーサビリティーや工程管理等にも寄与する二次元コード読取装置および方法並びに生産システムを提供すること。
【解決手段】順次搬送するワーク1に組み付けられた部品に設けた二次元コード2を複数の画像フィルタリング条件にて読み取り、当該部品に予め割り当てた部品情報を取得する読み取り部3を備え、また、前記ワーク1に予め割り当てたワーク情報とこのワークに組み付けた部品の前記部品情報との照合を行う演算処理部を備えた。
(もっと読む)
作業工具管理方法,作業工具管理システム及び作業工具
【課題】作業工具と落下防止措置を含めた管理が不十分であり、システム的に管理していないのが現状である。
【解決手段】RFIDによる工具管理と工具の落下防止処置を確実に管理する為に、作業工具と落下防止処置(紐)にRFIDを関連付けし、作業工具と落下防止処置の管理が同時に実施可能となるようにする。その際、作業工具と落下防止処置の実装方法は、例えば、2つの穴を具備し、一方は工具を固定する紐を通す為に使用し、残り一方は、作業員に密着させる紐の為に使用する手段で実施する。
(もっと読む)
エレベータの製造システム
【課題】作業員の負担を軽減して、仕様の異なるエレベータ用品を効率的に製造することのできるエレベータの製造システムを提供する。
【解決手段】製造着工の指示があると、製造ラインの設備能力を考慮して、物件毎に発注されたエレベータ用品の製造計画データが作成され(ステップA11,A12)、この製造計画データを記録したICタグ38が部品単位で発行される(ステップA13)。このICタグ38を製造対象とするエレベータ用品の部品に付けておくことで、そこに記録された製造計画データに従って部品の加工作業を含む各工程の作業手順が管理される。これにより、作業員の負担を軽減して、仕様の異なるエレベータ用品を効率的に製造できる。
(もっと読む)
情報処理装置管理システム
【課題】
情報処理装置を組み立てた後でも、情報処理装置の管理情報を容易に取得することができる情報処理装置の管理システムを提供することにある。
【解決手段】
情報処理装置2の基本制御部2−1、オプション部2−2、FAN2−6、電源部2−8などに、外部から読み書き可能な電子タグにMPU2−1−1からも読み書き可能なインタフェースを付加した高機能電子タグを備え、MPU2−1−1が、FAN2−6や電源部2−6などの論理部でない部分からでも管理情報を読み出して、情報処理装置2の管理情報を取得する。
(もっと読む)
プリント基板品質情報管理システム
【課題】プリント基板をそれぞれのサイズの基板に分割した後でも、各サイズの基板を識別してそれぞれの品質を把握することが可能なプリント基板品質情報管理システムを提供する。
【解決手段】検索情報は、2次元コードリーダ28により小基板の2次元コードを読取ることにより得られ、この2次元コードによって示される個体識別情報(プリント基板の基板品種名、生連番号、及び小基板の個体番号)である。この検索情報がPC27等の端末装置からサーバ21へと送受される。サーバ21は、個体識別情報を検索情報として受け取り、この個体識別情報に対応付けられた品質情報を品質情報データベース12から検索し、この検索結果をPC27等の端末装置に返信する。PC27等の端末装置は、この検索結果を受信して、この検索結果を表示する。
(もっと読む)
組み付け管理システムおよび組み付け管理プログラム
【課題】半製品に対する部品の誤組みを確実に防止できるように、半製品に対する部品の組み付けを管理し得るシステム等を提供する。
【解決手段】本発明の組み付け管理システムによれば、第1処理ユニット110が、読み取り装置210によって、半製品Pjに付されているRFIDタグ212から読み取られた製品識別情報に基づき、第iエリアAiにおいて半製品Pjに対して組み付けられる部品Qiの組み付け位置を、データベース102への照会によって認識する。また、第2処理ユニット120が、第1処理ユニット110によって認識された第iエリアAiでの半製品Pjにおける部品Qiの組み付け位置に向けて、光照射装置220に可視光を照射させる。
(もっと読む)
ユニットの制御装置の製造方法およびユニットの制御装置
【課題】 生産性に優れたユニットの制御装置の製造方法を提供する。
【解決手段】 自動変速機本体10の完成品検査工程にて取得された特性情報は、コード12に記載されて自動変速機本体10に貼付される。電子制御装置40は、完成品検査工程においてメモリ46の所定の領域に第1の定数“0X00”が書込まれる。車両工場では、ユニットが組み付けられて車両が完成すると、制御設備60によりコード12から自動変速機本体10の特性情報が読出されて電子制御装置40のメモリ46に書込まれる。このとき、メモリ46の所定の領域には、第2の定数“0X11”が書込まれる。制御設備60は、メモリ46の所定の領域から第2の定数“0X11”が読出されたことに応じて、ユニットの特性情報の書込みが完了したと判定し、第1の定数“0X00”が読出されたことに応じて、ユニットの特性情報が未書込みであると判定する。
(もっと読む)
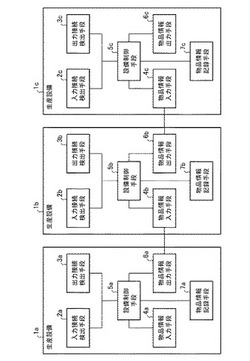
物流支援システム及びその方法
【課題】部品の所在をリアルタイムに把握し必要な部品を適正な場所に搬送するように搬送端末の制御を行う。
【解決手段】複数の工程により製造される部品の各工程間の搬送を支援する物流支援システムBSSである。そして、前記複数の工程に対応した各所定場所に配置した工程端末2Aと、前記部品の搬送を行う搬送端末3Aと、前記搬送端末3Aにより取得した部品の積載・荷卸情報を受信し、前記部品の所在及び前記部品の製作工程進捗状況をリアルタイムに把握する物流管理サーバ部1とを備えている。前記搬送端末3Aは、前記工程端末2Aあるいは前記物流管理サーバ部1の要求に応じ自在に前記各工程間を移動し積載・荷卸の指示を行う。
(もっと読む)
ワーク搬送システム
【課題】 搬送対象となるワークの形状や大きさが様々に異なる場合でも、それらのワークの検出を構成を変更することなく行うことができるワーク搬送システムを提供する。
【解決手段】 パレット25上に圧力センサ26及びRFIDタグ27を配置し、パレット25上にワーク28が載置されれば、圧力センサ26がそのワーク28の重量を測定し、その重量データをRFIDタグ27のメモリに記憶する。そして、コンベア22側において、RFIDタグ27より送信される重量データをタグリーダが受信すると、制御装置は、受信された重量データに基づきパレット25上におけるワーク28の有無を判定し、「ワーク有り」と判定すればロボットにそのワーク28の取り出し動作をさせるための制御指令を出力する。
(もっと読む)
加工作業管理支援システム及び加工作業管理支援方法
【課題】工具及びワークを適正に管理し、工具の紛失、工具の取り付け間違い、ワークの紛失等を確実に回避する。
【解決手段】製品設計ソフト100、型設計ソフト200、NCデータ作成ソフト300、ワーク出庫管理ソフト500、工作機械制御ソフト600は専用のネットワーク回線を介して相互に接続され、さらに製品の設計から型形成までのすべての工程を管理するための工程管理ソフト700も接続されている。データベース800は、製品設計や型設計に必要な種々の情報が蓄積されたデータベースである。担当者がNCデータの作成を終えると、得られたNCデータ及びこれに付随するデータは、工場部門のコンピュータに送られる。これに基づいて、工程管理ソフト700は、ワーク出庫管理ソフト400及び段取り管理ソフト500に、作業者が行うべきタスクを発生させる。
(もっと読む)
作業者管理システム,作業者管理装置及び作業者管理方法
作業内容に応じて複数の作業エリアに分けられた工場100と,各作業エリア112等とそこで行われる作業内容を関連づけた作業特定情報を記憶する作業特定情報データベース220と,各作業エリアに設けられた作業者検出センサ130とを設け,作業者検出手段からの出力に基づいて作業者がどの作業エリアにいるかを特定し,作業特定情報データベースの作業特定情報に基づいて,特定された作業者の作業エリアからその作業者の現在行っている作業を特定する。こうして特定された現在作業に基づいてその作業者に対し,現在作業を続行させるか,又は新たな作業を行わせるかを判断し,判断結果に応じてその作業者に対して作業実行の指示を出す。これにより,作業者が現在行っている作業の特定,新作業の配分,作業の再配分などを容易とし,各作業者を適材適所に配置させて各作業者の作業効率を高めることができる。 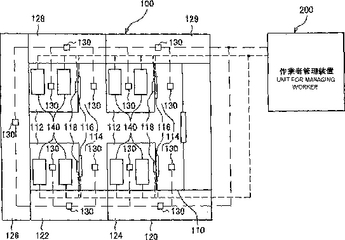 (もっと読む)
(もっと読む)
1 - 18 / 18
[ Back to top ]