
Fターム[3C269MN16]の内容
数値制御 (19,287) | 安全、監視、試験、診断、異常検出 (2,108) | 検出の方法 (1,318) | 動作位置、動作範囲の監視 (324) | 位置の監視 (146)
Fターム[3C269MN16]に分類される特許
1 - 20 / 146
少なくとも1つの共通の領域を含むそれぞれの作業スペースを有する少なくとも2台のロボットを制御する方法
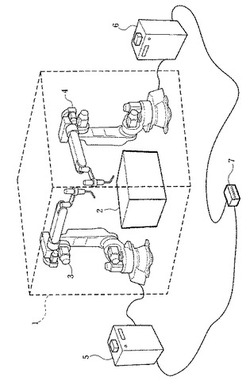
【課題】2台のロボットを制御する方法であって、共通作業領域におけるロボット間の干渉を防止する。
【解決手段】作業スペースは、存在する物体を考慮して単純な形状によって構成された、禁止干渉領域、監視干渉領域、ハイブリッド干渉領域に分類される干渉領域を規定することによってモデル化される。各ロボット3,4は、ハイブリッド干渉領域に進入するときに、進入予約の第1出力信号、および進入/存在の警告の第2出力信号を中央電子制御ユニット7に送信するように構成され、ハイブリッド干渉領域のステータスは、ハイブリッド干渉領域に他のロボット3,4が存在するか否かに応じて、ハイブリッド干渉領域をロボット3,4に対して監視または禁止された状態にするロボット3,4への入力信号を、中央電子制御ユニット7から送信することによって、ロボット3,4の動作中に、各ロボット3,4に対して動的に変更される。
(もっと読む)
ロボット、ロボットの動作表示制御方法

【課題】操作者の安全性を高めるロボットを実現する。
【解決手段】ロボット200は、ロボットアーム220と、ロボットアーム220の動作を制御する制御部240と、アーム先端部226に配置され、且つ現在時刻のアーム先端部226の位置・姿勢から、制御部240によって生成されたアーム先端部226の軌道に基づき、現在時刻から次時刻におけるアーム先端部226の移動方向及び移動速度を表示する動作表示部100と、を備えている。動作表示部100は、表示画素101の集合であって、表示画素101をアーム先端部226の移動方向に沿って点灯または点滅させる。このことによって、操作者はアーム先端部226の移動方向・移動速度を認識することができる。
(もっと読む)
工作機械の物理データの表示機能を備えた数値制御装置
【課題】加工速度等の加工条件の変化によらず、所定位置でのデータ比較を可能とする表示機能を備えた数値制御装置の提供。
【解決手段】数値制御装置14は、予め定めた位置指令に基づいて各駆動軸12を制御する数値制御部16と、各駆動軸12及び工作機械の工具の代表点の位置データを取得する位置データ取得部18と、取得された位置データ及び工作機械10の機械構成の各部の寸法等の情報から、各駆動軸及び工具の代表点の移動距離を算出する移動距離算出部20と、各駆動軸12及び工作機械の工具の物理データを取得する物理データ取得部22と、取得された時間軸基準の物理データを、移動距離算出部20が算出した移動距離を用いて移動距離基準のデータに変換するデータ変換部24と、該移動距離基準のデータを記憶する距離基準データ記憶部26と、記憶された距離基準データを画面表示する表示部28とを有する。
(もっと読む)
加工ヘッドのアプローチ動作を制御するレーザ加工用制御装置
【課題】オーバーシュートを可及的に防止するレーザ加工用制御装置が望まれている。
【解決手段】本発明の一態様によれば、ギャップ基準位置において、前記被加工物をレーザ加工するためのレーザ加工用制御装置であって、前記加工ヘッドと前記被加工物との間のギャップ量を検出するギャップセンサと、ギャップ位置指令を送出するギャップ位置指令演算部と、加工ヘッドを前記ギャップ基準位置まで駆動するサーボ機構部と、前記サーボ機構部の位置偏差量を読取るサーボ位置偏差読取部と、前記サーボ機構部の前記位置偏差量に基づいて、前記サーボ機構部のための補正ポジションゲインを算出するポジションゲイン演算部と、前記サーボ機構部のポジションゲインを、前記ポジションゲイン演算部において算出された前記補正ポジションゲインに切換えるポジションゲイン切換部と、を備える、レーザ加工用制御装置が提供される。
(もっと読む)
機械における原点位置調整方法および原点位置調整機能を有する機械
【課題】作業時間を短くしつつ、原点位置をさらに容易に設定する。
【解決手段】位置検出器を備えたサーボモータによって駆動される可動部(10)の機械原点位置調整機能を有する機械は、位置検出器により検出された値をカウントするレファレンスカウンタ(16)と、可動部を所定の方向に移動させて機械原点位置に位置決めしたときのレファレンスカウンタの容量を記憶した記憶部(17)と、可動部を位置決めしたときのレファレンスカウンタの値を読み取るレファレンスカウンタ読取部(18)と、レファレンスカウンタのカウンタ容量を読み取るカウンタ容量読取部(19)と、レファレンスカウンタの値とレファレンスカウンタ容量とに基づいて機械原点位置の調整量を算出する調整量算出部(20)と、を含む。
(もっと読む)
工作機械、制御装置、プログラム及び工作機械による加工方法
【課題】暖気運転の時間をなくすか短縮することができる工作機械、制御装置、プログラム及び工作機械による加工方法を提供する。
【解決手段】工作機械1は、ワークWを把持する主軸71を回転可能に支持する主軸台72が載置され、X軸方向に移動する第2X軸スライド部91と、工具Trを保持する工具台100と、X軸方向には移動しないドグと、第2X軸スライド部91に対して不動である検出部と、制御部300と、を備える。制御部300は、検出部の検出に基づき検出時の第2X軸スライド部91のX軸座標を取得し、第1の検出時のX座標と第1の検出時後の第2の検出時のX座標との差をX軸方向における熱変位量として算出し、熱変位量に応じて補正量を取得し、工具の目標位置に補正量を加味した位置に第2X軸スライド部91を移動させる。
(もっと読む)
数値制御装置及び制御方法
【課題】工具が被加工物やジグに干渉しない場合のみ工具を待機位置まで工具交換前に移動できる数値制御装置及び制御方法を提供する。
【解決手段】CPUは加工プログラム中に軸移動指令がある場合、主軸ヘッドの軸移動パラメータを算出しRAMに記憶する(S19)。軸移動パラメータは次工具の送り軸毎の最小座標値と最大座標値である。加工プログラム中に工具交換指令がある場合、工具交換前の軸移動を指示するブロックの軸移動パラメータをRAMから取得する(S15)。工具が被加工物又はジグ装置に干渉する領域を示す干渉パラメータは不揮発性記憶装置に記憶されている。干渉パラメータに基づき、軸移動パラメータが非干渉条件を満たすか否か判断し(S16)、非干渉条件を満たす場合(S16:YES)、工具交換前の軸移動指令にポット加工指令を追加する(S17)。
(もっと読む)
数値制御装置
【課題】第2主軸台と振止台の同時トルクスキップを実現する。
【解決手段】数値制御装置は、第2主軸台の駆動指令を第2主軸台サーボ制御部に出力する第2主軸台補間処理部23と、入力された目標位置に基づいて振止台の駆動指令を振止台サーボ制御部に出力する振止台補間処理部24と、第2主軸台のサーボ駆動軸の駆動トルクτ2を検知する検出部11と、加工プログラムを介して同時トルクスキップ動作の実行が指示された場合に、前記駆動トルクτ2とトルク制限値τ1とを比較し、前記駆動トルクτ2が前記トルク制限値にτ1に達した場合には、前記第2主軸台補間処理部23に第2主軸台の駆動停止を指示するトルク判定部5と、を備え、前記振止台補間処理部24は、前記トルク判定部5により前記駆動トルクτ2が前記トルク制限値にτ1に達したと検知された場合に、前記振止台の移動目標位置として前記振止台の現在位置を設定する。
(もっと読む)
コーナ部の許容内回り量による速度制御を行う数値制御装置
【課題】補間前加減速と補間後加減速を併用している場合でも、コーナ部の内回り量を許容内回り量以下にする。
【解決手段】指令解析部10は加工プログラムを解析し実行形式に変換し、補間前加減速部12は速度制御を行い、補間処理部14は補間処理を行い各軸へ移動指令を出力し、各軸用補間後加減速処理部(X軸用補間後加減速処理部16X,Y軸用補間後加減速処理部16Y,Z軸用補間後加減速処理部16Z)は移動指令に対して補間後加減速処理を行い、各軸サーボ(X軸サーボ18X,Y軸サーボ18Y,Z軸サーボ18Z)は補間後加減速処理後の移動指令に基づきそれぞれサーボ制御を行い、位置,速度,電流のフィードバックを行って各軸サーボモータを駆動制御し、補間前加減速部12が許容内回り量によるコーナ部速度計算部20およびコーナ部速度ゼロ保持時間計算部22を備えたコーナ部の許容内回り量による速度制御を行う数値制御装置。
(もっと読む)
ギブ締め付け状態把握方法及び装置
【課題】ギブ締め付け状態の把握を簡単に行うことができるギブ締め付け状態把握方法及び装置を提供する。
【解決手段】ギブ締め付け状態把握装置8は、テーブル2を一定の移動範囲で往復移動させる測定用位置指令を、位置指令p0としてフィードバック制御機構7に与えることにより、前記一定の移動範囲でテーブルを往復移動させ、このときにパルスエンコーダ5とテーブル位置検出器6から、第1のテーブル位置検出値p1と第1のテーブル位置検出値p2を取得してメモリ44に保存するデータ取得部41と、メモリに保存した第1のテーブル位置検出値p1と第2のテーブル位置検出値p2とに基づいて、ロストモーション値Lを算出するロストモーション値計算処理部42と、この算出したロストモーション値Lと、ロストモーション設定値L1,L2とを比較することにより、ギブ21の締め付け状態を判定するギブ締め付け状態判定処理部43とを有する構成とする。
(もっと読む)
ロボット制御装置、外乱判定方法およびアクチュエータ制御方法
【課題】ロボットアームに加わる外乱を高精度に検出することが可能なロボット制御装置、外乱判定方法およびロボット制御方法。
【解決手段】実施形態のロボット制御装置は、アームの駆動軸を回転駆動するアクチュエータと、前記駆動軸の回転角度をサンプリング周期ごとに検出する第1検出部と、前記アクチュエータの駆動トルクの推定値と、前記駆動トルクの真値との差分を算出する算出部と、前記アームに加わる外乱を検出する第2検出部とを備え、前記第2検出部は、前記差分を変数とする時系列モデルのパラメータを推定し、前記パラメータを当てはめることで、第1サンプリング周期の当該時系列モデルを更新する更新部と、前記第1サンプリング周期の時系列モデルと前記第1サンプリング周期よりも過去の第2サンプリング周期の時系列モデルとを比較して、前記アームへの外乱の有無を判定する判定部とを備える。
(もっと読む)
工作機械の衝突防止方法
【課題】工作機械の動作中に移動する主軸台のカバーと工具との衝突を確実に、かつオペレータに過度の負担をかけることなく簡単に防止できる工作機械の衝突防止方法を提供する。
【解決手段】主軸方向であるZ軸方向に移動可能な移動主軸と、当該移動主軸を軸支する移動主軸台と、Z軸方向及びZ軸に直交するX軸方向に移動可能な少なくとも一つの刃物台と、当該刃物台に取り付けられた工具タレットとを備える工作機械の衝突防止方法であって、前記移動主軸台と前記刃物台とのZ軸方向の相対距離が予め規定しているZ軸方向の許容値以下であることを検出する第一のステップと、次にその時点で加工位置に割出されている工具のX軸方向の刃先位置が、前記移動主軸台のカバーのX軸方向の長さに基づいて予め規定しているX軸方向の許容値以下であることを検出する第二のステップと、次に前記移動主軸台の移動を停止する第三のステップを備える。
(もっと読む)
加工誤差算出装置、加工誤差算出方法、加工制御装置および加工制御方法
【課題】より高精度に加工誤差を解析により算出することができる加工誤差算出装置を提供する。
【解決手段】断続的な切削加工に伴って回転工具5に生じる切削抵抗Fyが変動する場合に、回転工具5の切削抵抗Fyと回転工具5の動特性とに基づいて回転工具5の回転中心Cの変位量Yaを算出する工具中心変位量算出部42と、回転工具5の回転中心Cの変位量Yaに基づいて被加工物Wの加工後形状を算出する加工後形状算出部24と、被加工物Wの加工後形状と被加工物Wの目標形状との差に基づいて、被加工物Wの加工誤差を算出する加工誤差算出部61とを備える。
(もっと読む)
工作機械の加工制御方法
【課題】加工効率の高い旋削加工により被加工物に対する三次元加工を行うことができる工作機械の加工制御方法を提供すること。
【解決手段】被加工物を保持するためのチャック手段が装着された主軸と、加工工具が取り付けられた支持テーブルと、主軸を第1の方向に移動自在に支持するための第1支持機構と、支持テーブルを第2の方向に移動自在に支持するための第2支持機構と、を備えた工作機械の加工制御方法。試削加工プロセスS3においては、目標形状値に基づいて製作した試削加工プログラムを用いて被加工物に試削加工を施し、この試削加工後の被加工物の加工形状を測定し、この測定加工形状値と目標形状値との加工誤差が所定許容値より小さいと、試削加工プログラムを生産加工プログラムとし、この加工誤差が所定許容値より大きいと、試削加工時の切削抵抗を考慮して試削加工プログラムを修正する。
(もっと読む)
加工シミュレーション装置、加工シミュレーション方法、加工制御装置および加工制御方法
【課題】高精度に切削抵抗をシミュレーションにより算出することができる加工シミュレーション装置を提供する。
【解決手段】加工条件から取得される切削長さbおよび切込量hと切削乗数Kとに基づいて、シミュレーションにより切削抵抗Fの推定値を算出するシミュレーション部32と、実加工中の実切削抵抗Fを検出する抵抗検出センサ33と、シミュレーション部32にて予め設定された暫定切削乗数Kを用いて算出された切削抵抗Fの推定値と抵抗検出センサ33により検出された実切削抵抗Fとを比較して、実切削乗数Kを算出する実切削乗数算出部34とを備える。そして、シミュレーション部32は、実切削乗数算出部34にて実切削乗数Kが算出された後に、実切削乗数算出部34により算出された実切削乗数Kを用いて切削抵抗Fの推定値を算出する。
(もっと読む)
加工誤差算出装置、加工誤差算出方法、加工制御装置および加工制御方法
【課題】より高精度に加工誤差を解析により算出することができる加工誤差算出装置を提供する。
【解決手段】断続的な切削加工に伴って回転工具5に生じる切削抵抗Fyが変動する場合に、回転工具5の切削抵抗Fyを算出する切削抵抗算出部32と、切削抵抗Fyに基づいて回転工具5の回転中心Cの変位量Yaを算出する工具中心変位量算出部42と、回転工具5の回転中心Cの変位量Yaに基づいて、被加工物Wの加工後形状を算出する加工後形状算出部24と、被加工物Wの加工後形状と被加工物Wの目標形状との差に基づいて、被加工物Wの加工誤差を算出する加工誤差算出部61とを備える。そして、切削抵抗算出部32は、工具中心変位量算出部42により算出された回転工具5の回転中心Cの変位量Yaをフィードバックして、過去の回転工具5の回転中心Cの変位量Yaに基づいて次の切削抵抗Fyを算出する。
(もっと読む)
6軸ロボットの軸間オフセット検出方法
【課題】6軸ロボットにおいて、軸間オフセットのずれ量を計測しこれを補正する。
【解決手段】手先に発光ダイオードを設け、先端2軸直交点(第5軸と第6軸との交点)をロボット座標のX軸上の複数の移動目標位置(白抜き丸印)に移動させる。各移動目標位置で、発光ダイオードを第6軸を中心に回転させてその回転軌跡を3次元計測器により計測すると共に、発光ダイオードを第5軸を中心に回転させてその回転軌跡を3次元計測器により計測する。そして、2つの回転軌跡から2つの回転中心線を求め、両回転中心線の交点を先端2軸直交点の実際の移動位置(×印)とし、移動目標位置と実際の移動位置との誤差から軸間オフセット量Fを検出する。この軸間オフセット量FによってDHパラメータを補正する。
(もっと読む)
誤差補正部を備えた数値制御装置
【課題】誤差補正部を備えた数値制御装置。
【解決手段】ヘッド側合成リンクベクトルVLh,テーブル側合成リンクベクトルVLt,ヘッド側合成誤差リンクベクトルVLh’およびテーブル側合成誤差リンクベクトルVLt’の関係と補正量Δ3DとヘッドおよびZ軸コラムとの関係から、補正量Δ3Dの補正を行うことによって、工具先端点をヘッド側合成誤差リンクベクトルの先端(VLh’の先端)からテーブル側合成誤差リンクベクトルの先端(VLt’の先端)に移動し、各リンクベクトルVh,Vx,Vy,Vz,Vc,Va,Vtに伸縮誤差、並進誤差または回転誤差があっても実際の工具先端点は実際のワーク上の正しい加工位置に移動し、ワークに対する正しい加工が行われる。
(もっと読む)
多軸工作機械の幾何誤差補正システム。
【課題】短時間で多軸工作機械の幾何誤差を同定・補正することができる多軸工作機械の幾何誤差補正システムを提供する。
【解決手段】マシニングセンタMの幾何誤差補正システムSは、主軸頭2に取り付けられたタッチプローブ、テーブル3に設置されたターゲット球、制御装置21、トラニオンユニット5、主軸頭2を並進させるための各サーボモータ、および、クレードル4、テーブル3を回転させるための各サーボモータ等によって構成されており、複数の条件にて回転駆動軸の割出動作を行い、各割出条件におけるターゲット球の中心座標をタッチプローブにより計測し、それらの計測結果に基づいて、隣り合う軸間に存在する幾何誤差を同定、補正する。また、回転駆動軸の割出動作を行う際には、回転駆動軸を、オーバーシュート位置に最短距離で割り出した後に割出開始位置に割り出すようになっている。
(もっと読む)
音変換装置を備えた工作機械の数値制御装置
【課題】音変換手段を利用して、作業者が遠隔からでも工作機械等の機械音を確認でき、パラメータ調整の効果等を直感的に認識できるようにした数値制御装置の提供。
【解決手段】数値制御装置12は、駆動軸14を制御する駆動軸制御部16と、駆動軸14の位置及び電流等の物理量を時系列データとして取得し記憶する駆動軸データ記憶部18と、該時系列データを予め定めた表示形式に変換し、少なくとも1つの表示波形として表示する表示部20と、表示された表示波形を、作業者30が入力操作により選択することを可能にする選択部22と、選択された表示波形を音として出力可能な形式の音変換データに変換する音変換部24と、生成された音変換データを音として出力する音出力部26とを備える。
(もっと読む)
1 - 20 / 146
[ Back to top ]