
Fターム[3C269PP17]の内容
数値制御 (19,287) | 安全手段、異常対策、保護 (667) | 制御系各部の情報、データの保存 (63)
Fターム[3C269PP17]に分類される特許
1 - 20 / 63
工作機械
【課題】 地震による損傷を防止すると共に、緊急地震速報が誤報であった場合にも、作業者よる加工再開の操作を必要とせずに加工が再開できて、加工精度が低下することを抑えることができ、かつワークに加工中断の痕跡を残すことがないようにする。
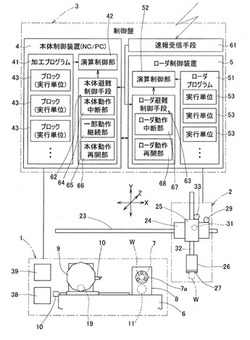
【解決手段】 本体制御装置4に、速報受信手段61による緊急地震速報の受信に応答して、工作機械本体1に一連の避難動作を行わせる本体避難制御手段62を設ける。この手段62は、現在実行中の実行単位43の終了後に加工プログラム41の実行を中断し、工作機械本体1に退避動作を行わせる本体動作中断部62を有する。また、前記中断の後、定められた経過時間後に、工作機械本体1を退避動作前の状態に戻すと共に、加工プログラム41の実行を再開させる本体動作再開部66を有する。
(もっと読む)
工作機械、制御装置、プログラム及び工作機械による加工方法

【課題】暖気運転の時間をなくすか短縮することができる工作機械、制御装置、プログラム及び工作機械による加工方法を提供する。
【解決手段】工作機械1は、ワークWを把持する主軸71を回転可能に支持する主軸台72が載置され、X軸方向に移動する第2X軸スライド部91と、工具Trを保持する工具台100と、X軸方向には移動しないドグと、第2X軸スライド部91に対して不動である検出部と、制御部300と、を備える。制御部300は、検出部の検出に基づき検出時の第2X軸スライド部91のX軸座標を取得し、第1の検出時のX座標と第1の検出時後の第2の検出時のX座標との差をX軸方向における熱変位量として算出し、熱変位量に応じて補正量を取得し、工具の目標位置に補正量を加味した位置に第2X軸スライド部91を移動させる。
(もっと読む)
工作機械の振動抑制方法および振動抑制装置
【課題】加工のヒステリシス特性によるびびり振動の再発生を効果的に防止することが可能な工作機械の振動抑制方法を提供する。
【解決手段】振動抑制方法は、回転軸の時間領域の振動を検出する第1ステップ、検出された時間領域の振動に基づいてびびり周波数を算出する第2ステップ、算出されたびびり周波数から加工情報を算出して記憶し、前に記憶された加工情報が存在しないときは、算出された加工情報を用いて安定回転速度を算出する第3ステップ、回転速度を算出した安定回転速度に変更する第4ステップ、変更した回転速度の加工情報と、記憶した加工情報を比較する第5ステップ、加工情報が改善され(びびり振動を低減させるように加工情報が変化し)、変更された回転速度の変更方向が減速方向であった場合に、最適な回転速度であると判断する第6ステップを有している。
(もっと読む)
工作機械の加工制御方法
【課題】加工効率の高い旋削加工により被加工物に対する三次元加工を行うことができる工作機械の加工制御方法を提供すること。
【解決手段】被加工物を保持するためのチャック手段が装着された主軸と、加工工具が取り付けられた支持テーブルと、主軸を第1の方向に移動自在に支持するための第1支持機構と、支持テーブルを第2の方向に移動自在に支持するための第2支持機構と、を備えた工作機械の加工制御方法。試削加工プロセスS3においては、目標形状値に基づいて製作した試削加工プログラムを用いて被加工物に試削加工を施し、この試削加工後の被加工物の加工形状を測定し、この測定加工形状値と目標形状値との加工誤差が所定許容値より小さいと、試削加工プログラムを生産加工プログラムとし、この加工誤差が所定許容値より大きいと、試削加工時の切削抵抗を考慮して試削加工プログラムを修正する。
(もっと読む)
加工データ修正方法
【課題】発生の可能性の高い複数のびびり振動に対して有効なびびり安定限界線図を作成して、加工データのびびり振動発生の有無を判定し、びびり振動の発生が予測される場合は加工データを修正する加工データ修正方法を提供する。
【解決手段】工具5をスピンドル7に装着した状態の加振テストから求めた主軸系のコンプライアンスの周波数応答のピークの中で、コンプライアンスの大きな複数のピークから求めた質量・減衰係数・剛性値を用いて、複数のびびり安定限界線図を作成する。複数のびびり安定限界線図の安定領域の重複する部分を安定領域とする合成びびり安定限界線図を作成する。合成びびり安定限界線図の安定領域に含まれない加工データを、安定領域に含まれるように修正する。
(もっと読む)
ロボットとその制御方法
【課題】ロボットが複数の動作を実行する場合に、そのうちの特定の動作に制限されずに、各動作における条件の変化を考慮して、各動作において正常動作中に誤作動することなく過負荷を確実に検出し安全に停止させることができるロボットとその制御方法を提供する。
【解決手段】複数の動作を実行するロボット10の制御方法であって、エンドエフェクタ12に作用する外力を検出する力センサ14と、3次元空間内でエンドエフェクタの位置と姿勢を移動可能なロボットアーム16と、ロボットアームを制御するロボット制御装置20とを備え、(A)外力の閾値をロボットの動作毎に記憶し、(B)ロボットアームを制御して各動作を順次実行し、(C)各動作の実行中に力センサで検出された外力が、前記閾値を超えた場合に、ロボットアームを停止する。
(もっと読む)
携帯遠隔操作装置およびロボットシステム
【課題】表示部へ表示された教示データから容易にコマンドを視認することができること。
【解決手段】所定の動作をロボットへ実行させる命令ごとに表示色を設定し、設定された表示色を命令に関連付けて記憶する。また、命令をロボットへ教示するティーチングによって作成された教示データを命令に関連付けられて記憶された表示色に基づいて表示部へ表示する。さらに、表示部へ表示された教示データの表示色を所定の操作によって設定された表示色へ一時的に変更して表示部へ表示するよう携帯遠隔操作装置およびロボットシステムを構成する。
(もっと読む)
学習制御機能を備えたロボット
【課題】従来、学習制御器の調整は経験に基づいて試行錯誤で行われており、調整が難しいという問題があった。
【解決手段】本発明のロボットは、位置制御の対象とする部位にセンサを備えたロボット機構部(1)と、ロボット機構部の動作を制御する制御装置(2)とを含み、制御装置(2)は、ロボット機構部の動作を制御する通常制御部(4)と、作業プログラムに指定された教示速度に、速度変化比を乗算した速度指令にてロボット機構部(1)を動作させたときに、センサにより検出された結果から、ロボット機構部の制御対象の軌跡又は位置を目標軌跡又は目標位置に近づけるため、もしくは制御対象の振動を抑制するための学習補正量を算出する学習を行う学習制御部(3)と、を有し、ロボット機構部の制御対象位置が速度変化比に依らず一定の軌跡を移動するように処理を行うことを特徴とする。
(もっと読む)
溶接ロボット制御装置
【課題】
レーザセンサを用いて相対位置方式により教示点の位置補正を行う場合、レーザセンサの着脱等により溶接トーチとの取付位置関係が狂うと、教示修正に多大な時間を要する。
【解決手段】
S10でレーザセンサと溶接トーチ間のキャリブレーションを行い、新センサ−トーチ変換行列CT2Tを得て、S20で記憶部に格納する。S30で差分変換行列OTNの演算を行う。S40で予め選択しておいた作業プログラムに対して、センシング命令に記憶された検出基準点を探索する。S50で、見つけ出した検出基準点に対してそれぞれ差分変換行列OTNを乗算して、検出基準点を更新する。
(もっと読む)
切削条件設定装置
【課題】工作物Wの材質の変更や工具5の磨耗の進行がおきても、正確なびびり安定限界線図を短時間に作成し、それを用いて切削能率の高い切削条件設定ができる切削条件設定装置92を提供する。
【解決手段】所定工具5aで基準工作物W0を切削したときの基準比切削抵抗Kfa0と基準びびり安定限界線図をNC装置9のデータ記録部922に記録し、所定工具5aの磨耗状況を累積工具磨耗率ηa0としてデータ記録部922に記録する。実切削時の比切削抵抗Kfabと基準比切削抵抗Kfa0と累積工具磨耗率ηa0を用いてρ=Kfab/(ηa0・Kfa0)を演算し、基準びびり安定限界線図の臨界切込み深さLkをρで除することで実びびり安定限界線図を演算・作成する。実びびり安定限界線図を用いて、びびりが発生しないで最大能率となる切削条件を設定する。
(もっと読む)
切削加工経路創成装置及び方法並びにプログラム
【課題】干渉を回避しつつ、加工にかかる時間を短縮すること。
【解決手段】ワークをカッタにより加工する加工工程と加工終了後にカッタを加工開始位置まで移動させる工程とを繰り返し、ワークを加工する工作機械に適用される切削加工経路創成装置10であって、ワークの位置を基準とするワーク座標系において、加工工程におけるカッタの形状を示すカッタ形状データの位置を推定するカッタ位置推定部21と、推定されたカッタ形状データとワークの形状を示すワーク形状データとに交点がある場合には、交点の情報に基づいて、加工工程終了後のワーク形状データを新たなワーク形状データとして更新するワーク形状更新部22と、カッタを次の加工開始位置に移動させる場合にワーク形状更新部22によって更新された新たなワーク形状データとワーク座標系における移動時のカッタ形状データとの干渉可能性を判定する干渉判定部23とを具備する。
(もっと読む)
ロボットの故障検出方法、ロボット
【課題】ロボットの故障検出方法を提供する。
【解決手段】ロボット1の故障検出方法は、関節J1〜J6と、これら関節に連結されるアーム13〜18と、関節J1〜J6それぞれの回転角度を検出するエンコーダー40と、アームのいずれかに取り付けられたジャイロセンサー30と、を有するロボットの故障検出方法であって、エンコーダー40またはジャイロセンサー30の異常を判定する閾値を決定する工程と、エンコーダー40によって関節角度を取得する工程と、関節角度を近似微分して関節角速度を算出する工程と、関節角速度をジャイロセンサー位置の座標系角速度に変換する工程と、ジャイロセンサーによって角速度を取得する工程と、ジャイロセンサーにより取得した角速度と座標系角速度との角速度差、または角速度比を演算する工程と、角速度差、または角速度比と、閾値とを比較する工程と、を含む。
(もっと読む)
工作機械の移設検出装置
【課題】当初の設置場所からの不適切な移設による機械の精度低下、機能低下、寿命低下などを防止すると共に、機械の移設先や移設履歴を知ることもできる工作機械の移設検出装置を提供する。
【解決手段】工作機械又はNC装置のフレームに掛かる荷重の変化を、フレームの歪の変化として検出する歪検出手段と、検出した歪の変化量が、予め定められたしきい値を超えた場合に工作機械の移設が行われた旨の移設判定を行う判定手段と、移設判定を記憶する記憶手段と、NC装置に工作機械の起動指令が与えられた時に前記記憶手段の内容を読取ることができない場合又は記憶手段が移設判定を記憶している場合に、NC装置に動作制限信号を出力する制限情報出力手段と、動作制限信号に基づく動作制限を解除するためのリセット信号を出力すると共に記憶手段の記憶内容を初期化するリセット手段とを備えている。
(もっと読む)
ロボット教示データの算出方法およびロボットのコントローラ
【課題】第1のロボットの動作を第2のロボットに実行させる。
【解決手段】第1のロボットRAの動作を第2のロボットRBが実行できるように、第1のロボットRAに対する第1の教示データθAから第2のロボットRBに対する第2の教示データθBを算出するロボット教示データの算出方法であって、第1の教示データθAに対する第1のロボットRAの基準点SAの位置PAを、第1の教示データθAと第1のロボットRAの構成内容を示す第1のロボット構成データとに基づいて算出し、前記算出した位置PAに第2のロボットRBの基準点SBが位置するための第2の教示データθBを、前記算出した位置PAと第2のロボットの構成内容を示す第2のロボット構成データとに基づいて算出する。
(もっと読む)
工作機械のモニタ方法及びモニタ装置、工作機械
【課題】振動に係る現在の加工状態を迅速且つ容易に把握でき、最適な加工条件を効率よく導き出すことができるようにする。
【解決手段】立形マシニングセンタのモニタ装置は、加工に伴う振動を検出する振動センサと、主軸の回転を検出する回転検出器及び回転検出部と、振動センサによって検出された振動情報と回転検出器及び回転検出部によって検出された主軸の回転速度とに基づいて、回転速度と加工の安定限界との関係を表す安定限界線図及び回転速度と振動との関係を表す振動分布図をそれぞれ作成し、モニタに両図を上下に並べて表示する安定限界及び振動分布計算部とを備える。安定限界及び振動分布計算部は、現在の主軸回転速度を回転速度の軸に直交して安定限界線図F1と振動分布図F2とに跨る直線Lで表示する。
(もっと読む)
割り込み加工が可能な工作機械を制御する数値制御装置
【課題】加工を中断して別の加工を行う割り込み加工が可能な工作機械を制御する数値制御装置を提供すること。
【解決手段】数値制御装置1は、加工を行うための2つの制御系統10,20があり、制御系統10,20は、加工プログラム11,21、数値制御装置の動作を調整・変更するパラメータ14,24(最大加工速度や加速度、オフセット量など)、加工プログラム11,21の加工プログラム解析手段12,22、移動指令作成手段13,23、および、計算用のデータ15,25を、それぞれ有している。そして、割り込み加工を行う場合には、まず、第1制御系統10での加工を停止する。その後、割り込み加工を行う第2制御系統20で管理している機械位置26へ機械を移動し、制御系統を第2制御系統20へ切り換えて加工開始する。加工終了後、割り込まれた制御系統が管理していた機械位置16へ機械を移動し、機械の制御を元の第1制御系統10に戻して、再スタートする。
(もっと読む)
稼動履歴管理方法、及び稼動履歴管理装置
【課題】びびり振動の発生状況と工作機械の稼働状況とを関連づけて把握することができ、びびり振動の容易で且つ効果的な抑制を図ることができる稼動履歴管理方法、及び稼動履歴管理装置を提供する。
【解決手段】少なくとも回転軸の回転速度及び周波数領域の振動加速度を稼動履歴として記憶するとともに、当該稼動履歴を、回転軸の回転速度が変化した場合のみならず、周波数領域の振動加速度の最大値が所定の閾値を超えた場合にも記憶するため、回転軸の回転速度の変化とびびり振動の発生状況とを関連づけて記憶することができる。したがって、作業者は回転軸の回転速度とびびり振動の発生状況とを関連づけて把握することができ、ひいてはびびり振動の容易且つ効果的な抑制を図ることができる。
(もっと読む)
工作機械における振動抑制方法及び振動抑制装置
【課題】算出した安定回転速度の中から、動特性を変化させたりしない最適な安定回転速度を選択することができ、びびり振動を確実に抑制することができる振動抑制方法及び振動抑制装置を提供する。
【解決手段】主軸3の最高回転速度及び主軸3系の動特性が変わる切替回転速度を記憶しており、算出された複数の安定回転速度のうち、最高回転速度以下であり、且つ、回転速度の変更時に切替回転速度を跨ぐことのない安定回転速度を最適回転速度として選択し、主軸3の回転速度を該最適回転速度へと変更する。したがって、出力し得ない回転速度が選択されたり、主軸3系の動特性が変わってしまい「びびり振動」を抑制できないような回転速度へと変更するような事態を防止することができ、「びびり振動」を従来よりも確実に抑制することができる。
(もっと読む)
電子機器、および制限解除方法
【課題】工作機械の作動制限が不正に解除されることを防止可能な電子機器を提供する。
【解決手段】電子機器20は、現在地の位置情報を取得するGPSドングル200と、工作機械30の供給者側装置であるサーバ装置10に予め登録された工作機械30の据付予定位置を示した据付予定位置情報を、サーバ装置10から取得するCP10とを備える。電子機器20は、取得した現在地の位置情報と取得した据付予定位置情報とを比較し、現在地が予め登録された据付予定位置を基点とした一定範囲内であるかどうかを判定する。電子機器20は、現在地が据付予定位置を基点とした一定範囲内であると判定した場合、所定の条件が成立したか否かを判定する。電子機器20は、所定の条件が成立したと判定した場合、工作機械30に対して情報入力処理を行なうことにより、工作機械30の作動制限を解除する。
(もっと読む)
停電時制御装置
【課題】工作機械で停電時の制御を行なう停電時制御装置において、抵抗放電ユニットや無停電電源装置を追加することなく、ワークと工具とを干渉しない領域まで退避させることによって、ワークまたは工具の破損を回避することができる。
【解決手段】入力電源1を監視して、停電を検出した場合には、サーボモータ用アンプ3,4にサーボモータ7,8の制御状態のまま減速停止を指令するとともに、スピンドルモータ9に通電遮断を指令する停電検出部10’と、前記停電検出部10’からの停電検出信号に応じてパワー回路2とサーボモータ用アンプ3,4とスピンドルモータ用アンプ5の直流電圧低下異常のアラームしきい値を通常運転時の値から停電時の値へと変更するアラームしきい値変更部11と、前記停電検出部10’からの停電検出信号に応じてあらかじめ規定した微小距離だけサーボモータ用アンプ3,4に退避動作を指令する退避動作指令部12を設ける。
(もっと読む)
1 - 20 / 63
[ Back to top ]