
Fターム[3C269QD03]の内容
数値制御 (19,287) | 表示手段、警報手段の構成 (611) | CRT (343)
Fターム[3C269QD03]に分類される特許
1 - 20 / 343
工作機械
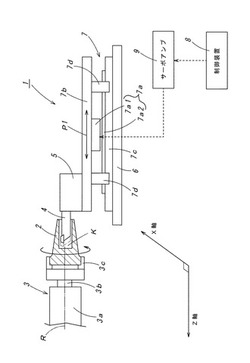
【課題】主に難削材からなるワークの加工品質を高品位に安定化させることができると共に火災発生を抑制し、なお且つ、実用的で、ワークの加工形状が限定されず、しかも、ワークの回転数又は切削工具の回転数に対して切屑を細かく分断できる最適な振動で低周波振動切削を実行させることができる工作機械を提供することを目的としている。
【解決手段】ワーク加工用の切削工具4を保持し、その切削工具4をワーク2に対して送り動作させる切削工具送り機構7と、前記切削工具送り機構7の駆動源である切削工具送り駆動モータ7aを制御することで前記切削工具4を低周波振動させてなる制御装置8とを有している。
(もっと読む)
工作物の機械加工のシミュレーション

【課題】切削部および非切削部を有する切削ツールによる工作物の機械加工をシミュレートするための、コンピュータ実施方法を提供する。
【解決手段】工作物および切削ツールの軌道を表すモデル化されたボリュームを提供するステップ(S10)と、切削ツールの衝突掃引を決定するステップ(S20)であって、衝突掃引は、切削ツールが軌道をたどる場合に、切削ツールの非切削前部によって掃引されるボリュームを表す、ステップ(S20)と、決定するステップ(S20)に従って工作物との衝突をテストするステップ(S30)と、を含む方法により、切削ツールによる工作物の機械加工のシミュレーションを向上させる。
(もっと読む)
多点検査・施工装置と方法
【課題】多数の箇所を検査・施工することができ、時間を短縮することができ、ツールの種類を追加又は変更した場合でも、装置全体の再構築が不要である多点検査・施工装置。
【解決手段】固有のツール番号I2が設定され、検査・施工位置でワーク1を検査・施工する複数のツール装置12と、検査・施工順序I1、検査・施工位置座標P及びツール番号I2を含む検査・施工情報Aを出力する管理装置16と、検査・施工位置座標P及びツール番号I2を含む指令信号Bを出力する制御装置15と、指令信号Bを位置決め装置20及びツール装置12に通信する通信ネットワーク18と、指令信号Bの検査・施工位置座標Pにツール番号I2に相当するツール装置12を位置決めする位置決め装置20とを備え、位置決め後に指令信号Bのツール番号I2に相当するツール装置12により、位置決めされた検査・施工位置においてワーク1を検査・施工する。
(もっと読む)
並列分散処理方法および並列分散処理装置
【課題】
CAMシステムではツールパス生成処理を実行する際に全ての領域のツールパス生成を順列処理しており,処理時間が長くなる。加工順序制約のある加工工程においてもツールパス生成処理時間を短縮することを課題とする。
【解決手段】
CAMシステムにおいて素材から製品へ加工するための複数の加工工程のツールパスを生成する、複数のCPUを搭載した処理装置における並列分散処理方法であって、加工前の素材形状を表す素材CADデータと、加工後の製品形状を現す製品CADデータと、加工工程別の加工領域を表す加工領域データを使用して、加工順序を算出し、加工順序の算出結果から、加工順序の制約がなく並列処理可能な複数の加工領域を抽出し、それぞれの加工領域におけるツールパス生成処理に対しCPUを割り付けて並列分散処理を行う。
(もっと読む)
切断製品の吸着搬送格納方法及び装置
【課題】板状のワークに切断加工された複数のパーツを同時に吸着搬送して、個別の製品パレットに各パーツをそれぞれ格納することにより、板材加工機における切断加工の停止時間をより短時間にすることのできる方法及び装置を提供する。
【解決手段】複数の吸着具を備えた吸着搬送手段の吸着搬送装置によって、切断加工された複数の製品を吸着する工程と、前記吸着搬送装置によって吸着された各製品を各製品に対応した製品格納部へ搬送する工程と、各製品に対応した製品格納部へ各製品を搬送する毎に、当該製品格納部に対応した製品のみの吸着を解除して当該製品を当該製品格納部に格納する工程、の各工程を備え、前記吸着搬送装置による複数の製品の吸着は、1枚のワークに対する複数の製品の切断加工が全て終了した後に、又は、1枚のワークにおける所定領域内の複数の製品の切断加工が終了し、前記所定領域外の製品の切断加工の継続時に、前記所定領域内の複数の同時吸着を行う。
(もっと読む)
工作機械の物理データの表示機能を備えた数値制御装置
【課題】加工速度等の加工条件の変化によらず、所定位置でのデータ比較を可能とする表示機能を備えた数値制御装置の提供。
【解決手段】数値制御装置14は、予め定めた位置指令に基づいて各駆動軸12を制御する数値制御部16と、各駆動軸12及び工作機械の工具の代表点の位置データを取得する位置データ取得部18と、取得された位置データ及び工作機械10の機械構成の各部の寸法等の情報から、各駆動軸及び工具の代表点の移動距離を算出する移動距離算出部20と、各駆動軸12及び工作機械の工具の物理データを取得する物理データ取得部22と、取得された時間軸基準の物理データを、移動距離算出部20が算出した移動距離を用いて移動距離基準のデータに変換するデータ変換部24と、該移動距離基準のデータを記憶する距離基準データ記憶部26と、記憶された距離基準データを画面表示する表示部28とを有する。
(もっと読む)
工具経路生成装置及び方法
【課題】複数の工具を用いて加工を行う場合に、工具への負荷を軽減できる工具経路生成装置及び方法を得ること。
【解決手段】複数の工具の各々に関して加工を行うことが可能な凸部の最小曲率半径を決定する最小曲率半径決定部4と、複数の工具の中から加工に使用する選択工具を選択する工具選択部3と、現在までに工具経路生成の対象となっていない工具経路未生成領域から、凸部の曲率半径が工具選択部が選択した選択工具に関しての最小曲率半径以上となる工具経路生成対象領域を除去した部分を、新しく工具経路未生成領域として記憶する加工領域抽出部5と、選択工具の情報とポケット加工における加工条件とから、選択工具が工具経路生成対象領域の凸部に内接するように、工具経路生成対象領域に対する工具経路を生成する工具経路生成部7とを備える。
(もっと読む)
工具経路算出装置、工具経路算出方法、及び加工装置
【課題】研削工具(砥石)を持つ加工装置の制御に係わり、工具の磨耗に対処して好適な経路を算出し、費用等を抑える。
【解決手段】本工具経路算出装置10は、加工装置20での研削中に工具に生じる磨耗を考慮した経路を算出する機能を有する。処理部201は、被削材と工具との組合せについて、(1)第1の研削加工(試加工)の結果データに基づき、研削諸元値と工具磨耗量との関係情報を含むデータをDB50に格納する処理と、(2)第2の研削加工(実加工)を行うためのNCデータ52を生成する際に、当該研削諸元値と、DB50とをもとに、第2の研削加工の工具磨耗量を算出する処理と、(3)工具の磨耗を考慮しない経路に対し、上記第2の研削加工の工具磨耗量を反映して補正した工具の経路を算出する処理とを行う。
(もっと読む)
数値制御装置及び制御方法
【課題】工具が被加工物やジグに干渉しない場合のみ工具を待機位置まで工具交換前に移動できる数値制御装置及び制御方法を提供する。
【解決手段】CPUは加工プログラム中に軸移動指令がある場合、主軸ヘッドの軸移動パラメータを算出しRAMに記憶する(S19)。軸移動パラメータは次工具の送り軸毎の最小座標値と最大座標値である。加工プログラム中に工具交換指令がある場合、工具交換前の軸移動を指示するブロックの軸移動パラメータをRAMから取得する(S15)。工具が被加工物又はジグ装置に干渉する領域を示す干渉パラメータは不揮発性記憶装置に記憶されている。干渉パラメータに基づき、軸移動パラメータが非干渉条件を満たすか否か判断し(S16)、非干渉条件を満たす場合(S16:YES)、工具交換前の軸移動指令にポット加工指令を追加する(S17)。
(もっと読む)
工具の軌跡表示機能を備えた数値制御装置
【課題】加工条件変更前後での軌跡形状変化を視覚的に精度よく分析することができ、適切な駆動軸のパラメータ調整を行うことができるようにした数値制御装置の提供。
【解決手段】数値制御装置14は、予め定めた位置指令に基づいて各駆動軸12を制御する数値制御部16と、数値制御部16により駆動制御される各駆動軸12の位置データを取得する位置データ取得部18と、取得された各軸の位置データすなわち位置フィードバック及び工作機械10の機械構成の情報から、工作機械の工具先端点の座標を算出する工具座標算出部20と、算出された工具先端点の座標をフィードバック軌跡として記憶する工具軌跡記憶部22と、記憶されたフィードバック軌跡を画面表示する表示部24と、を有する。
(もっと読む)
工具管理システム
【課題】工具の情報の入力作業が簡単で、誤入力、入力漏れのおそれが小さく、入力後の情報の確認作業が簡単な工具管理システムを提供することを課題とする。
【解決手段】工具管理システム2は、単一の画面23、24中に単一の工具T1〜T7の像230a、240aと、工具T1〜T7の所定の部位に関する情報項目230b、240bと、を表示する画面21を有する表示装置20を備える。作業者は、工具T1〜T7の像230a、240aおよび情報項目230b、240bを見ながら、情報を入力することができる。このため、工具T1〜T7の情報の入力作業が簡単である。また、誤入力、入力漏れのおそれが小さい。また、入力後の情報の確認作業が簡単である。
(もっと読む)
NC工作機械における加工方法
【課題】多大な手間をかけずに、任意のワーク座標系に基づいて加工を行うことができるNC工作機械における加工方法を提供すること。
【解決手段】NC工作機械において、予め、標準ワーク座標系15b(標準ワーク座標系1〜6)とは別に複数の拡張ワーク座標系15c(拡張ワーク座標系101〜400)を作製しておき、拡張ワーク座標系指定工程において複数の拡張ワーク座標系15cのうちのいずれかの拡張ワーク座標系15cが指定されると、ワーク座標系書込工程では、指定された拡張ワーク座標系15cを複数の標準ワーク座標系15bのいずれかに書き込む。そして、加工工程では、ワーク座標系書込工程で拡張ワーク座標系15cが書き込まれた標準ワーク座標系15bに基づいて工作機械本体80でワークWに加工を行わせる。
(もっと読む)
工作機械における回転軸回転速度のモニタ方法及びモニタ装置、工作機械
【課題】びびり振動の抑制に対して回転軸の回転速度にかかわらず最適な変動周期を表示し、短時間で容易に最適なパラメータに設定可能とする。
【解決手段】回転速度を変動させると、モニタ14には、回転速度の変動振幅Qと変動周期Pとの関係を示す変動図20が表示され、変動図20には、現在の設定値Aの他、変動振幅Qと変動周期Pとの設定可能範囲21と、以下の式(1)に基づいた最適変動周期PO及び/又は式(2)に基づいた変動周期Pの最適範囲P1が表示される。Tは回転軸の回転周期、a,amin,amaxは予め設定される係数である。
PO=aT ・・・(1)
aminT≦P1≦amaxT ・・・(2)
(もっと読む)
ワーク設置誤差補正部を有する多軸工作機械用数値制御装置
【課題】直線3軸および回転3軸を備える多軸工作機械において、ワーク設置誤差を補正する。
【解決手段】数値制御装置10は指令解析部11でプログラム指令を解析し、補間部12で各軸の補間位置を作成し、工具位置方向計算部で工具位置と工具方向を求め、その工具位置と工具方向に対して設置誤差量に基づいて補正工具位置と補正工具方向を計算し、補正直線軸位置と補正回転軸位置を計算する。ワーク設置誤差補正部13は各軸の補間位置を指令位置として、設置誤差量およびトレランス量記憶部14に格納された設置誤差量(並進誤差量(δx,δy,δz)、回転誤差量(α,β,γ))とトレランスD0によってワーク設置誤差補正の計算を行い直線軸3軸の補正直線軸位置と回転軸3軸の補正回転軸位置を求め、求められた補正直線軸位置と回転軸3軸の補正回転軸位置に基づいて各軸のサーボ15X,15Y,15Z,15A,15B,15Cを駆動する。
(もっと読む)
工作機械における工作物の機械加工シーケンスシミュレーション装置
【課題】本発明は、工作機械の動作シーケンスのシミュレーションを可能にしさらにシミュレーションを改善した工作機械において、シーケンスのシミュレーション装置の提供を目的とする。
【解決手段】本発明は、工作機械における工作物を機械加工するためのシーケンスをシミュレーションするための装置に関し、全体的なシミュレーションアプローチを特徴とする。PLC制御手段723とPLCシーケンスシミュレーション手段725は、工作機械のPLC動作シーケンスをシミュレーションを支援し、これにより、全ての実質的な態様において、工作機械のリアルなシミュレーションを可能にする。その結果、特に訓練や機械稼働時間の判定中において、非常に有益である。
(もっと読む)
プログラム生成装置及びその方法
【課題】プログラミング生成装置におけるロボット自動生成処理において、編集作業が容易となるようジョイント(Joint)動作を直線に分割する。
【解決手段】ロボットの動作を制御するための動作プログラムを軌跡情報に基づき生成するプログラム生成装置1である。そして、前記軌跡情報は複数の動作点を有し、前記複数の動作点の中から適数の動作点を選択する選択手段と、前記選択された動作点を直線でつなげて直線動作に係る変更後の軌跡情報を生成する軌跡情報変更手段とを備える。
(もっと読む)
加工装置
【課題】オペレータが誤って加工条件を書き換えてしまった場合であっても、過去の加工条件を復元でき、かつ、このことをオペレータの負担を増やさずに実現可能とする技術を提案する。
【解決手段】被加工物を保持する保持手段と、保持手段に保持された被加工物を加工するための加工手段と、加工手段を制御する制御手段と、制御手段と接続され加工条件を入力する入力手段と、を含む加工装置であって、加工装置は、制御手段中のデータ設定部に設定された加工条件に基づき加工を行い、データ設定部上の加工条件はデータ設定部に接続された加工条件記憶手段に自動的に保存され、入力手段で過去の任意の時刻を指定することで、データ設定部に設定された現時点の加工条件を、任意の時刻の加工条件に置き換える。
(もっと読む)
工具先端点の加速度または加加速度の表示部を備えた工具軌跡表示装置
【課題】駆動軸または工具の指令位置に対する実位置の形状誤差の分析を容易に行う。
【解決手段】工具軌跡表示装置(20)は、複数の駆動軸の位置指令の指令値時系列データ、複数の駆動軸の位置検出値の検出値時系列データおよび工作機械の構成に基づいて工具指令座標値および工具実座標値を算出する工具座標値算出部(22)と、工具指令座標値および工具実座標値における工具の先端点の加速度を算出する加速度算出部(23)と、工具指令座標値および工具実座標値の加速度の表示形式を選択する表示形式選択部(24)と、を具備し、表示形式選択部は、加速度の向きと大きさとに応じて工具の先端点の軌跡を色分けする色表示と、加速度を加速度ベクトルとして工具の先端点の軌跡上に表示するベクトル表示と、隣接する加速度ベクトルの終点を互いに接続する結線を表示する結線表示とのうちの少なくとも一つを行う。
(もっと読む)
回転速度表示装置
【課題】加工条件を変更した場合における加工能率の変化を作業者が容易に把握することができ、びびり振動を抑制する際における作業者の負担を軽減することができる回転速度表示装置を提供する。
【解決手段】びびり振動の発生を検出すると、安定回転速度を算出するとともに、加工プログラムをもとに、現在の回転速度で加工した際の想定加工時間と、安定回転速度で加工した際の想定加工時間とを夫々算出し、さらに回転軸3の回転速度を安定回転速度へと変更した場合に、加工能率がどのように変化するかを演算し、安定回転速度とともにモニタ15に表示するようにした。したがって、作業者は、モニタ15の表示にもとづいて回転速度の変更に伴う加工能率の変化を容易に把握することができ、ひいては加工能率の向上を図ることができる。
(もっと読む)
工作機械
【課題】びびり振動を抑制可能で且つ目標とする加工面粗さを得ることもできるような変動パラメータを作業者が容易に把握可能な工作機械を提供する。
【解決手段】びびり振動を抑制するために主軸1の回転速度を変動させるにあたって、びびり振動の抑制に効果的な変動パラメータに係る情報を表示するとともに、回転速度を変動させることで加工面に生じるうねりを考慮して、該うねりを含んだ理論粗さを算出し、該理論粗さを変動パラメータに関連づけた状態で表示手段15に表示するようにした。そのため、作業者は、理論粗さを考慮に入れた上で振動抑制効果の高い変動パラメータの値を容易に把握することができる。したがって、びびり振動を抑制することはできたものの、加工面粗さが目標よりも下回ってしまったというような事態の発生を防止することができる。
(もっと読む)
1 - 20 / 343
[ Back to top ]