
Fターム[3D023BE21]の内容
車両の内装・外装、防音・断熱 (17,020) | 構造 (3,944) | 成形品本体 (3,340) | 合成樹脂からなるもの (2,417) | シワ防止を配慮したもの (19)
Fターム[3D023BE21]に分類される特許
1 - 19 / 19
表皮材の製造方法、及び車両用内装材の製造方法
【課題】天然皮革からなる表皮材に対して、意匠性を低下させることなく、成形を行うことが可能な表皮材の製造方法を提供する。また、このような表皮材を備えた車両用内装材の製造方法を提供する。
【解決手段】天然皮革を有する表皮材20を加熱された押圧部材62によって押圧することで、表皮材20を立体的な形状に成形する熱プレス工程を含み、熱プレス工程においては、加熱された押圧部材62によって、表皮材20における非意匠面を押圧し、当該非意匠面が、表皮材20における非意匠面の周囲面よりも、押圧部材62による非意匠面の押圧方向側に配された形状となるように、表皮材20を成形することで、表皮材20に非意匠面の周端から周囲面に向かって立ち上がる立壁部を形成することを特徴とする。
(もっと読む)
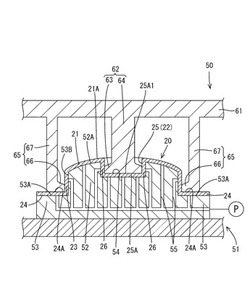
車両用内装材

【課題】射出成形法により、基体の表面に特定の形状のクリップ保持部が形成された車両用内装材を提供する。
【解決手段】基体1と、その表面に設けられるとともに、クリップを保持するためのクリップ保持部2と、を備え、クリップ保持部は、基体の表面に射出成形法により形成されており、クリップ保持部には、基体の表面に接合された座部21と、座部と一体形成され、クリップを嵌めるための嵌め込み部22と、が備えられ、嵌め込み部は、座部よりも基体の表面から離隔する側に突出した形態とされ、座部を、嵌め込み部を避けながら、基体の表面と直交する平面により仮想的に切断したときの座部断面が、端に向かうにつれて漸次薄くなった部分を有し、座部断面の外周線のうちの、基体の表面に接合されている線分の長さが、外周線の全長さから線分の長さを差し引いた長さよりも短い。
(もっと読む)
自動車用ウエルト部材および自動車用ウエザーストリップ
【課題】コストアップを招くことなく見栄えの向上と耐久性の向上を図ったウエザーストリップを提供する。
【解決手段】ウエザーストリップ1は、断面略U字状のウエルト本体部2と、中空状のシールリップ5を備える。ウエルト本体部2の底壁部3には被覆加飾層11を接合して一体化してある。被覆加飾層6は高耐久性とともに耐摩耗性および滑り性に優れた摺動材料、例えばTPOにシリコーンをブレンドした材料にて形成されている。さらに、被覆加飾層6の表面には、ウエルト本体部2の長手方向に延びる多数の凹溝12と凸条13を交互に且つそれぞれが交差しないように互いに平行に形成することで、ウエルト本体部2の長手方向に直交する断面にていわゆる波形状の凹凸面となる筋状の凹凸模様11を施してある。
(もっと読む)
取付部材の接着構造
【課題】接着作業を容易にしつつも、車両用内装材に対して、取付部材をより確実に接着することが可能な接着構造を提供する。
【解決手段】ドアトリムにドアパネルを取り付けるための取付部材30を、ドアトリムに接着する接着構造であって、取付部材30には、ドアトリム(オーナメント20)の被接着面23に対して接着される接着部50が設けられ、接着部50は、被接着面23と接着剤18を介して対向される接着面51を有しており、接着面51の周端部からは、被接着面23に向けて周壁部52が突出されており、周壁部52は、周端部の全周に亘って形成されている。
(もっと読む)
車両用内装品
【課題】装飾シート表面にハイライトが出来ず、意匠性が高いのみならず、触感も良好な車両用内装品を提供する。
【解決手段】装飾シート30を貼り付ける際、第1基部11の表面とクッション部材20の表面及び装飾シート30には、境界部13を中心に接着剤の塗布されていない非接着部Rが形成されているため、第1基部11の表面とクッション部材20の表面との段差にほぼ接触しない状態で装飾シート30を貼ることが出来る。それ故、装飾シート30表面のハイライト発生を防止でき、意匠性が高い車両用内装品を提供できる。
(もっと読む)
自動車用内装部品
【課題】クリップ取付座を備えた自動車用内装部品であって、クリップ取付座の形状に創意工夫を加えることで、クリップをパネルに叩き込む際の叩き込み荷重に対して、製品表面に白化現象が生じることを防止しつつ、軽量化を達成する。
【解決手段】クリップ取付座20は、ドアトリムの製品面部11の裏面から縦壁フランジ部の裏面にかけて一体化された剛性に富む構成であって、クリップ30をドアインナーパネル40に叩き込む際の叩き込み荷重Fに対して、製品表面に白化現象が生じることがないように、立上り壁部又は補強リブ24に切欠き25を形成することで、立上り壁部や補強リブ24を撓ませて、根元部24aへの応力集中を解消する。
(もっと読む)
内装部材およびその製造方法
【課題】ミシンにより表皮材にステッチを設ける際に、該表皮材の屈曲部に皺が形成されるのを防止する。
【解決手段】
表皮材50は、可撓性を有する表層50Aと、クッション性を有する裏層50Bとからなり、屈曲部56に対応する部位に、当該部位に連なる薄肉部58が設けられている。薄肉部58は、屈曲部56に向けて裏層50Bの厚みが漸次小さくなり、該屈曲部56において該裏層50Bの厚みが最小となるよう形成されている。
(もっと読む)
エンジンルーム用インシュレータ
【課題】自動車のエンジンからの熱や音に対し断熱性や吸音性を良好に発揮し得るのは勿論のこと、エンジンからの熱に対し十分な耐熱性を確保し得るエンジンルーム用インシュレータを提供する。
【解決手段】アウターインシュレータ50は、多孔質材料からなる基層51に表皮層52を積層して構成されている。表皮層52は、特殊酸化アクリル系繊維材料をポリエステル繊維材料に対し80(%)の割合となるように混ぜてスパンレース加工を施してなるスパンレース不織布でもって形成されている。
(もっと読む)
吸音材構成部材および吸音材ならびに吸音材の製造方法
【課題】不織布からなる吸音層の表面に、均一な厚みと通気性を有する樹脂膜を簡便に形成することができる吸音材構成部材、および、樹脂膜が剥がれ難く、吸音性および耐久性に優れた、成形可能なる吸音材を提供する。
【解決手段】ホットメルトスプレー法によって吹き付け塗工された、融点80〜200℃の合成樹脂からなる通気性を有する樹脂膜が、離型紙の剥離処理面上に設けられている吸音材構成部材。該吸音材構成部材を、嵩密度が0.01〜0.2g/cm3かつ目付が100〜2500g/m2である不織布の表面に、樹脂膜と不織布とが接するように重ね合せた後、これらを加熱圧着して、樹脂膜を不織布の表面に転写、接着することにより、成形性吸音材が製造される。吸音材の成形品は表皮のシワや破れがなく見栄えがよい。
(もっと読む)
ガラスチョップドストランドマットの製造方法、ガラスチョップドストランドマット、及び自動車成形天井材
【課題】回巻体からマットを引き出す際にマットに断裂が生じず、マット使用の成形品にひけと呼ばれる欠点の発生を抑制することができるガラスチョップドストランドマットの製造方法、ガラスチョップドストランドマット、及び自動車成形天井材を提供する。
【解決手段】マットの製造方法は、ガラスチョップドストランド10aを堆積させたシート10bに粒径加積曲線における有効粒径であるD50(平均粒子径)が150μm以上200μm以下、D10が120μm以上、D90が295μm以下の粒度を有する粉粒状結合剤Pを散布して加熱後、軟化流動した結合剤を冷却固化することによりガラスチョップドストランド10aを互いに結合させるものである。マット20は、目付が50g/m2以上200g/m2以下の範囲内である。自動車成形天井材は、マット20が発泡樹脂シートの表裏面のいずれか一面側に接着されてなる。
(もっと読む)
多層物品並びにその多層物品の製造及び使用方法
熱成形性基材、ベース層、及び場合により用いられる透明保護層を備える多層物品である。ペイントフィルム複合材の製造方法、及びその方法により製造される成形物品も開示する。 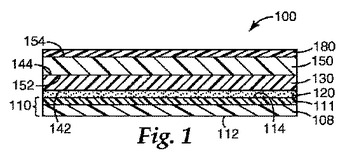 (もっと読む)
(もっと読む)
車両のフロアカーペット用スペーサ及びフロアカーペット敷設構造
【課題】カーペットの外周縁付近に荷重が作用しても、車体に取り付けられたカーペット外周縁が移動してカーペットに弛みや端部のめくれが生じることのないフロアカーペットの敷設構造を提供する。
【解決手段】車両のフロア1にカーペット31を敷設する構造において、フロアパネル2の凹部2bに第4スペーサ19を設置し、第4スペーサ19の上面19bに下側吸音材33を敷設し、下側吸音材33の上面に上側吸音材32を敷設し、上側吸音材32の上面にカーペット31を敷設して構成し、スペーサ19には、下側吸音材33の外周縁33aに沿って上方へ突出する突条19dを形成する。
(もっと読む)
自動車内装部品
【課題】剛性、耐熱変形性、耐薬品性と接着性のバランスおよび寸法安定性に優れ、その結果、貼付された本革の接着強度、接着耐久性に優れ、さらに貼付された本革にシワなどが発生し難く、本革表面外観が美麗な、本革が貼付された自動車内装部品を提供する。
【解決手段】(A)ポリカーボネート樹脂40〜80質量%、(B)エチレン・α−オレフィン系ゴム質重合体の存在下に芳香族ビニル化合物およびシアン化ビニル化合物を含むビニル系単量体成分を重合して得られるゴム強化ビニル系樹脂(B1)、または、該(B1)と該ビニル系単量体成分を重合して得られる共重合体(B2)との混合物10〜50質量%、(C)ガラス繊維やカーボン繊維などの繊維状充填材1〜20質量%[ただし、(A)+(B)+(C)=100質量%]を含有する樹脂組成物からなる成形品の少なくとも一面に、本革が貼付されてなる自動車内装部品。
(もっと読む)
積層成形品の成形方法
【課題】射出成形金型内に表皮をセットした後、型締めすることにより、樹脂芯材を成形し、表皮を一体化してなる積層成形品の成形方法であって、キャビティ型のインバース部においてシワ発生をなくし、外観性能を高める。
【解決手段】成形金型20は、樹脂供給機構を備えた可動側のコア型30とキャビティ型40とから構成され、キャビティ型40の表皮セットピン41に表皮のロケート孔12aを差し込んで、表皮12をセットする。この時、表皮セットピン41の近傍部分でキャビティ型40のインバース部40bの外側部分にシワ取りピン42がコア型30側に向けて突設され、このシワ取りピン42により型締め途中で表皮12がコア型30の型面と先行当接し、樹脂芯材11の成形時に表皮12がキャビティ形状に沿って適切なテンションが加わることでシワの発生が回避できる。
(もっと読む)
自動車用内装部品並びにその製造方法
【課題】発泡樹脂基材とその裏面側に一体化される樹脂リブとからなる積層構造体を全体、あるいは一部に採用した自動車用内装部品並びにその製造方法において、樹脂リブの収縮歪みを抑え、表面ヒケを防止する。
【解決手段】ドアトリム10は、ドアトリムアッパー(積層構造体)20とドアトリムロア(樹脂単体品)30とから構成されている。ドアトリムアッパー20は、軽量でかつ保形性を有する発泡樹脂基材21と、その内面側に一体化される樹脂リブ22との積層構造体から構成され、樹脂リブ22の素材として、発泡剤と熱可塑性樹脂との発泡樹脂材料を使用することにより、樹脂リブ22の成形後における収縮歪みと発泡時のガス圧による膨化とを相殺させ、表面ヒケを確実に防止する。
(もっと読む)
車両用内装材の製造方法
【課題】 表皮材をシートパッドに能率的に、しかも皺が寄ることなく接着することができるようにする。
【解決手段】シートフレーム2、シートパッド(図示せず)及び表皮材5を組付ける。このとき、表皮材5のシートパッドに接着すべき裏面には、ホットメルトフィルム(図示せず)を予め固定しておく。受け型11の受け面11aにシートフレーム2を載置する。その後、熱型12を下方へ移動させて、その下面12aを表皮材5に所定の力で押し付ける。熱型12は、予め所定の温度に加熱されており、ホットメルトフィルムを表皮材5を介して加熱溶融する。その後、溶融したホットメルトフィルムを固化させることにより、表皮材5をシートパッドに接着する。
(もっと読む)
車両用内装材及び該車両用内装材の製造方法
【課題】 加飾部材が配設される車両用内装材について、外観が良好であると共に、特に角部において、車両用内装材の表面側への皺の発生を防止し、外観性を向上させた車両用内装材を提供する。
【解決手段】 基材10を加飾部材20で被覆した車両用内装材であって、基材10の角部11の周縁部には、車両用内装材の裏面側に向けて立設する壁部11aが設けられ、角部11の頂部を含む壁部11aに加飾部材20の端末部の一部を収納可能な切欠部11bが設けられている。
(もっと読む)
自動車用内装部品
【課題】波打ち変形を小さくすると共にウエストフランジ部付近における必要剛性を確保可能にした。
【解決手段】バックドアトリム4を、平面部を主体として構成する本体部4aと本体部4aの上部先端側をバックドア1側に折曲することによって形成されたウエストフランジ部4bとを有して構成する場合、ウエストフランジ部4bの周囲の面剛性を高めるべく、本体部4aおよびウエストフランジ部4bの裏面側に互いに連繋するように立設された縦方向リブ6と、縦方向リブ6に対して交叉するように形成された横方向リブとを有し、縦方向リブ6の一部および横方向リブ7がウエストフランジ部4bに対して所定の間隙Sを有するように構成した。
(もっと読む)
折り返し装置
【課題】 表皮材の突出部を簡単かつ正確に折り返すことができるようにすること。
【解決手段】 基材32上に表皮材33を重合させてなる成形天井板31を支持するための支持台11を設ける。表皮材33の基材32からの突出部33aを基材32の端面が内包されるように折り返すための折り返し部材17を設ける。折り返し部材17の先端部に摩擦抵抗部としての粒体シート20を設け、その粒体シート20を介して表皮材33の突出部33aを折り返すように構成する。
(もっと読む)
1 - 19 / 19
[ Back to top ]