
Fターム[3D201FA04]の内容
Fターム[3D201FA04]の下位に属するFターム
Fターム[3D201FA04]に分類される特許
161 - 180 / 459
自動車用ウェザーストリップ
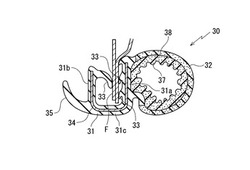
【課題】ドア閉じ性を悪化させることなく遮音性能に特に優れる自動車用ウェザーストリップを提供する。
【解決手段】ドアの開口縁に沿って形成されたフランジFに取付けられる断面略U字形状の取付基部31と、該取付基部31の車外側側面部31aに一体成形されドア閉時にドアに弾接する中空シール部32を備える自動車用ウェザーストリップ30であって、前記中空シール部32の中空内壁周面に、中空状でその内周面に複数の波形状の凹凸部37が形成された筒壁部38を設け、前記中空シール部32を比重0.4〜0.8の通常のスポンジ材とし、前記筒壁部38を比重0.3以下の低比重のスポンジ材とした。
(もっと読む)
ウエザストリップ

【課題】特に分離タイプのインサートを有するウエザストリップにおいて、トリム部内にガス溜まりが発生してしまうことを防止し、ひいては外観品質の低下を防止する。
【解決手段】ウエザストリップは、発泡ゴムからなるトリム部と、中空状のシール部とを備える。また、トリム部内には、互いに略平行に配設された複数の骨片部32を有するインサート10が埋設される。トリム部は、インサート10を覆うようにして押出成形された未加硫の発泡ゴムに加硫処理を施すことで形成される。加硫処理時において、骨片部32は連結部33によって連結されるとともに、加硫処理の後、連結部33のうちの切断予定部が切断される。骨片部32のうち連結部33に挟まれる部位と連結部33とによって構成され、インサート10の長手方向に延びる帯状部のうち、切断予定部を除く部位にインサート10の長手方向に沿う複数の透孔35が設けられる。
(もっと読む)
ドアウエザストリップ
【課題】ドアウエザストリップをドアフレームのコーナー部に取付けたときに、シールリップ部の反転がない自動車用ドアウエザストリップを提供する。
【解決手段】ドアウエザストリップ10は上辺部と縦辺部と下辺部とコーナー部からなる。上辺部、縦辺部及びコーナー部は、それぞれドアフレーム2に取付けられる取付基部40と、ドアフレーム2の車外側部位に取付けられ、車体開口部周縁6の車外側との間をシールする車外側シール部20と、ドアフレーム2の車内側部位に取付けられ、車体開口部周縁6の車内側との間をシールする車内側シール部30から構成される。コーナー部では、車外側シール部20と車内側シール部30を連結する車内側シール部リブ35を形成したことを特徴とするドアウエザストリップである。
(もっと読む)
ウエザストリップ
【課題】作業性の低下を招くことなく、シール性の低下を防止することのできるウエザストリップを提供する。
【解決手段】ドア用開口部のフランジ部33に取着されるトリム部11は、車内側側壁部12から延びる車内側保持リップ21と、車外側側壁部13から延びる第1〜第3車外側保持リップ22、23、24とを備える。スポンジ材よりなる第1及び第2車外側保持リップ22、23の各先端部は、車内側保持リップ21の先端部よりもフランジ部33の付根側に位置し、ソリッド材よりなる第3車外側保持リップ24の先端部は、車内側保持リップ21の先端部よりもフランジ部33の先端側に位置する。車内側保持リップ21のフランジ部33との当接位置Aと、第3車外側保持リップ24のフランジ部33との当接位置Bとの間の距離W1は、第1車外側保持リップ22のフランジ部33との当接位置Cと、前記当接位置Aとの間の距離W2よりも大きく構成されている。
(もっと読む)
自動車ドアのシール構造
【課題】自動車ドアのシール構造において、ドアフレームの上辺部の下面とディビジョンサッシュの上端との間におけるシールを確実にする。
【解決手段】昇降ドアガラスは、ガラスラン10によりシールされ、ディビジョンサッシュの先端に、ブラケットを設け、ブラケットはドアフレームの上辺部のガラスラン10が取付けられる側に取付けられ、ガラスラン10は、少なくとも車外側側壁13と、車内側側壁14と、底壁15とから断面略コ字形に形成され、ドアフレームの上辺部とディビジョンサッシュとから形成されるコーナー部に取付けられるガラスラン10のコーナー部の底壁15の外面にブラケット32と当接する底壁シールリップ18を形成したことを特徴とする自動車ドアのシール構造である。
(もっと読む)
自動車用ウエザストリップ
【課題】インサートを使用せず、自動車の軽量化ニーズに対応して、さらに車体のフランジ部の把持力の大きな自動車用ウエザストリップを提供する。
【解決手段】ウエザストリップ10は、トリム部20と、中空シール部40とを備える。トリム部20は、車外側側壁21、底壁23と車内側側壁22とからなる断面略コ字形をなし、トリム部20の内部には車外側側壁と車内側側壁の内面からそれぞれフランジ保持リップを延設し、車外側側壁21と車内側側壁22の外面にカバー部21b、22bを形成する。カバー部21b、22bを形成する材料は車外側側壁21、底壁23と車内側側壁22を形成する材料よりもオイル含有量が少ない材料で形成される。車外側側壁21、底壁23、車内側側壁22とカバー部21b、22bとは、ゴム又は熱可塑性エラストマーのソリッド材又は微発泡材で形成された自動車用ウエザストリップである。
(もっと読む)
車両用ウェザーストリップ及びドア部構造
【課題】ドア本体の開放時に磁力を持った物質が引き寄せられることを抑制することができる車両用ウェザーストリップ及びドア部構造を得る。
【解決手段】ドアインナパネル14のサイドメンバ18と対向する位置には、弾性部材で形成されたウェザーストリップ16が設けられている。ウェザーストリップ16は、基部20の下方側に中空形状の筒状体からなる外周部24と、外周部24の内部には当該外周部24に接触しないように長円筒状の内側部材28と、を備えている。内側部材28には、サイドメンバ18の外側壁部18Cと対向する部位に磁性体30が設けられている。フロントサイドドア10が閉止された状態では、ウェザーストリップ16の外周部24がサイドメンバ18の外側壁部18Cに接触して潰れることにより、磁性体30が外周部24に接触又は近接し、外側壁部18Cとの間で磁力が作用する。
(もっと読む)
ガラスラン
【課題】ドアガラスが車幅方向に振動する等して、シールリップがドアガラスから離間する際に発生するおそれのある異音をより確実に抑制することのできるガラスランを提供する。
【解決手段】ガラスラン1は、チャンネル部DCに取着され、基底部14と、基底部14から延びる車外側側壁部15及び車内側側壁部16とを具備する断面略コ字状の本体部11と、両側壁部15、16の先端部から本体部11内側に向けて延びる車外側シールリップ12及び車内側シールリップ13とを備える。また、ガラスラン1のうち昇降するドアガラスDGの前縁部及び後縁部に対応する部位(押出成形部4)における車外側シールリップ12は、車内側かつ基底部14側に向けて直線状に延出形成されるとともに、当該車外側シールリップ12には、延出方向中間位置において、本体部11の長手方向に沿って車内側に突出形成された突条部31が1本だけ設けられている。
(もっと読む)
ドアウエザストリップ
【課題】自動車の車体及びドアのデザインに応じた、製造が容易で、コストも低い自動車用ドアウエザストリップを提供する。
【解決手段】ドアウエザストリップ10は、上辺部と縦辺部とコーナー部からなる。上辺部、縦辺部及びコーナー部は、車外側ウエザストリップ20と車内側ウエザストリップ30及びウエザストリップ連結部40から構成される。車外側ウエザストリップ20は、車外側取付基部21と車外側シール部22から形成される。コーナー部と連続する側において、上辺部の車外側ウエザストリップ20の車外側取付基部21の側端側の一部を切り欠いて、その切り欠き部分を型成形で形成した車外側取付基部型成形部25を有する。車外側取付基部型成形部25とは別に型成形して、その後成形した縦辺部と上辺部を接続したコーナー部を有するドアウエザストリップである。
(もっと読む)
ルーフウエザストリップ
【課題】シール性を向上させたルーフウエザストリップを提供する。
【解決手段】ルーフウエザストリップ20は、第1ルーフウエザストリップ部21と、第2ルーフウエザストリップ部30と、連結部37から構成される。第1ルーフウエザストリップ部21は、第1ルーフ中空シール部23と、第1ルーフ取付基部22を有する。第1ルーフ中空シール部23は、連結部付近の第1ルーフ取付基部22から上方に立設された第1ルーフ中空シール部立壁26と、第1ルーフ中空シール部立壁26から円弧状に第1ルーフ取付基部22の先端部に延設される第1ルーフ中空シール部当接壁27から形成されるとともに、第1ルーフ中空シール部立壁26と第1ルーフ中空シール部当接壁27の連続部分の内面に凹部28が形成されている。
(もっと読む)
オープニングトリムウエザストリップ
【課題】コーナー部に取付けられてもシール性が確保できる自動車用オープニングトリムウエザストリップを提供する。
【解決手段】オープニングトリムウエザストリップ10は、取付基部20と、中空シール部30を有する。中空シール部30は、第1側部シール壁31と、第2側部シール壁32と、当接部シール壁33及び当接リップ35から構成される。第1側部シール壁31と第2側部シール壁32にはそれぞれ第1側部シール壁屈曲部36と第2側部シール壁屈曲部37が形成され、第1側部シール壁屈曲部が第2側部シール壁屈曲部よりも取付基部から離れて形成される。第1側部シール壁31は延設される取付基部に対して鈍角で形成される。当接部シール壁33の肉厚は、第1側部シール壁31と第2側部シール壁32よりも厚く形成されたオープニングトリムウエザストリップである。
(もっと読む)
芯材を有する自動車用の押出し成形品
【課題】自動車のドア、トランク、バックドア等の車体開口周縁のフランジに装着する芯材を有する自動車用の押出し成形品を提供する。
【解決手段】芯材を有する自動車用の押出し成形品は、長手方向に硬質合成樹脂からなる断面略U字状の芯材3と該芯材の外側に熱可塑性エラストマーまたはゴムからなる被覆層を形成し、該芯材3の断面略U字状の連結部8に外溝部4または内溝部5を長手方向の所定区間に亘って形成した事を特徴としている。
(もっと読む)
ガラスラン
【課題】取付部に対して車幅方向に湾曲されて取付けられる部位のシールリップの変形を抑制し、シール性の低下を防止することのできるガラスランを提供する。
【解決手段】ガラスランは、断面略コ字状をなす本体部11と、本体部11の内側に延びる車外側シールリップ12及び車内側シールリップ13とを備え、ドアフレームの内周に沿って設けられ、車内側に傾斜するようにして湾曲形成されるチャンネル部DCに対して本体部11が取着されている。また、ガラスランは、型成形により、上辺部、前縦辺部、及び後縦辺部4とを具備する長手方向全域が一体的に形成される。さらに、チャンネル部DCに取付けられたガラスラン(後縦辺部4)を前後方向から見たときの曲率半径が最も小さくなる最小曲率部位33に関しては、その他の一般部位に比べ、車外側シールリップ12及び車内側シールリップ13の付根部が厚肉に構成されている。
(もっと読む)
フィルム付き一体形ガラス走行部・上側窓枠
窓開口を画定するヘッダ部を有する自動車ドアフレームのための一体形窓枠成形品が提供される。一体形窓枠成形品は、ヘッダ部に取り付けられるようになった上側窓枠を有する。上側窓枠は、ヘッダ部の外側に設けられた窓枠面を有する。窓枠が窓枠面に沿って固定される。一体形窓枠成形品は、上側窓枠と同時押出成形されたガラス走行部を更に有する。ガラス走行部は、窓ガラスに係合可能な窓受入れチャネルを有する。一体形窓枠成形品は、様々な可撓性及び耐久性に関する要件を満たすようジュロメータ硬度値が異なる熱可塑性加硫ゴムから押出部材として形成される。 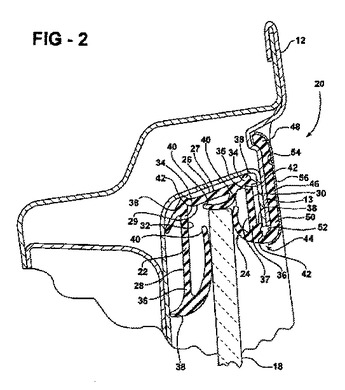 (もっと読む)
(もっと読む)
オープニングシールの取付構造
【課題】コーナー部の中空シール部に折れ皺が発生せず、優れたシール性を発揮することのできるオープニングシールの取付構造を提供する。
【解決手段】ドア開口縁に沿って形成されたフランジに、全長が押出成形部Eによって形成されたオープニングシール10を取付けた取付構造であり、オープニングシール10を、底壁11aと車外側壁11bと室内側壁11cとで断面U字状に形成し、室内側壁11cの内面から取付リップ11dを突設した取付基部11と、車外側壁11bに一体成形された中空シール部12とを設けて構成する。フランジのコーナー部Cに切欠部を形成し、取付基部11のコーナー部において、取付リップ11dの先端部を前記車外側壁11bに固定して、コーナー部における取付基部11の口開きを防止する。
(もっと読む)
見切りシールの取付構造。
【課題】自動車のドアサッシュに取付けられるドアウェザストリップの型成形部に一体形成されると共に、ドアサッシュに樹脂カバーに挟着されて取付けられ、ドア間或いはドアと車体との間をシールする見切りシールの取付構造において、見切りシールや樹脂カバーに組み付けのバラ付きを生じたり、見切りシールの長さがバラ付いても、見切りシール組付け後の外観が損なわれることがなく、また見切りシールをサッシュに取付のためのインサートを不要にすると共に、見切りシール取換の必要を生じたとき、樹脂カバーを取外さなくてもよいようにする。
【解決手段】見切りシール21にルーフ側の上端が見切りシール一側に開口する倒L形の嵌合溝22を形成する一方、樹脂カバー24に嵌合溝22に嵌合係止する倒L形の嵌合部25と、見切りシール21の突片28に側方より当たって見切りシール21の側方への跳ね上がりを規制するストッパ部27を設ける。
(もっと読む)
ゴム様弾性体製品
【課題】 水性塗料や水性接着剤を確実にむらなく塗布することのできる、ゴムや樹脂で形成されたゴム様弾性体製品を提供する。
【解決手段】 水性塗料や水性接着剤を確実にむらなく塗布(付着)させることのできるゴム様弾性体で形成した製品であり、製品本体2の塗装面S1または接着面S2に、中心線平均粗さRaが5μm〜1000μmの連続する凹凸模様3を形成する。また、凹凸模様3を、シボ3aまたは多数のスリット3bで形成する。これにより、ぬれ性を高め、水性塗料や水性接着剤をむらなく塗布する。
(もっと読む)
植毛付成形加工品の製造方法
【課題】押出成形部に型成形部を接続してなる成形加工品に植毛を見栄えよく施す製造方法を提供する。
【解決手段】表面に植毛41が施された押出成形部20に型成形部30を接続してなる成形加工品10の型成形部30に植毛42を施す製造方法で、押出成形部20と型成形部30との境界面から押出成形部20側に施された植毛41に水Wを含浸させる含浸工程と、型成形部30の表面に接着剤50を塗布する接着剤層形成工程と、接着剤50の上からパイル42を静電植毛する型成形部植毛工程と、パイル42が静電植毛された接着剤50を熱処理によって硬化させる接着剤層硬化工程を備え、含浸工程で押出成形部20側に施された植毛41に含浸した水Wを流出させ、接着剤層形成工程で塗布した接着剤50に接触するようにした。
(もっと読む)
ウェザストリップ等の切断方法及び装置と、ウェザストリップ等
【課題】汎用性のある芯金を用いたウェザストリップ等を接続部においてきれいな切断面が得られるように切断する方法を提供する。
【解決手段】近接スイッチ47でトリム部1にインサートされる芯金4の接続部6を検出し、接続部6が可動刃35直下に位置するようにトリム部1をラバーグリップ26でクランプしたダイセット17を位置決め制御する。次にトリム部1に受刃31を挿入してトリム部1を下方より支持した状態で可動刃35を押下げ、受刃31と協働して接続部6を切断する。切断後、切り口両側のラバーグリップ26を互いに離れる方向に引張り、切り口を拡げた状態で可動刃35と同一平面上のカッター32を切り口に差込み、トリム部1を骨片間で切断する。
(もっと読む)
異形横断面形状の長尺な押出成形品およびその製造方法
【課題】押出成形後に室温付近まで冷却した際にも意図しない方向に湾曲や反りが発生しないことを実現し得る異形横断面形状の押出成形品とその製造方法を提供すること。
【解決手段】本発明により提供される異形の横断面形状を有する長尺な押出成形品80は、所定の横断面形状で長手方向にわたって形成される本体部80Aと補強部80Bとを備える。補強部80Bは、本体部80Aを構成するポリマー材料よりも結晶性樹脂の混合割合が高いポリマー材料であって固化したときに本体部80Aの硬度を上回る硬度を呈するポリマー材料から形成され、本体部80Aのうちの肉厚で結晶化度が高い部分の表面の一部に形成されている。
(もっと読む)
161 - 180 / 459
[ Back to top ]