
Fターム[3D344AA11]の内容
Fターム[3D344AA11]の下位に属するFターム
組付、結合性 (385)
Fターム[3D344AA11]に分類される特許
121 - 140 / 148
車両用内装部材およびその製造方法

【課題】材料コストおよび製造時の手間を低減させ得る車両用内装部材、殊に車両用内装部材のダクト構造を提供する。
【解決手段】ダクト28は、基材22に一体成形した樋状のダクト部26と、ダクト部26の開口部を覆う表皮24の一部と、表皮24の一部の裏側に設けられて、該表皮24を基材22との間で補強するガーニッシュ34とから構成される。表皮24は、車両内部に露出する外皮30と、この外皮30に裏打ちした発泡層32とからなり、この発泡層32がダクト部26に臨んでいる。
(もっと読む)
エアバッグカバーの成形用金型及び成形方法並びにエアバッグカバー

【課題】テアライン付近が平滑に仕上げられたエアバッグカバーを効率よく成形することができる方法及び金型を提供する。
【解決手段】金型4は、コア型5とキャビティ型6とを有し、両者の間のキャビティ7に樹脂材料を供給し、コア型5にテアライン2を形成するための凸部としてニードルブロック8が設けられている。ニードルブロック8には、多数のニードル10が設けられている。ニードル10の先端側10bは尖っている。ニードル10は、円柱形の基端側10a同士を当接させて一列に配列されている。ニードルブロック8はシャフトを介してシリンダ装置に連結されており、進退可能となっている。ニードルブロック8を後退限まで後退させた状態で樹脂材料の射出を開始する。樹脂材料の射出完了後、ニードルブロック8を前進させてテアライン2を形成した後、エアバッグカバー1を脱型する。
(もっと読む)
エアバッグカバーの成形用金型及び成形方法並びにエアバッグカバー
【課題】テアライン付近が平滑に仕上げられたエアバッグカバーを成形することができる方法及び金型を提供する。
【解決手段】金型4は、コア型5とキャビティ型6とを有し、両者の間のキャビティ7に樹脂材料を供給し、コア型5にテアライン2を形成するための凸部として板状のブレードブロック8が設けられている。ブレードブロック8には、ブレードブロック8の一方の側から他方の側へ樹脂材料が流れることを許容する開口10が設けられている。この開口10の上縁側には、下方に向って尖っている刃部11が設けられている。ブレードブロック8はシャフトを介してシリンダ装置に連結されており、進退可能となっている。ブレードブロック8を前進限まで前進させた状態で樹脂材料の射出を開始する。樹脂材料の射出完了後、ブレードブロック8を後退させてテアライン2を形成した後、エアバッグカバー1を脱型する。
(もっと読む)
内装材のレーザビーム加工方法
【課題】移動手段によって内装材とレーザ発振器とを相対的に移動させながらレーザビームを照射して脆弱部を形成する際、均一な形状の脆弱部を得る。
【解決手段】インストルメントパネル12はロボット16により移動可能であって、レーザビームの焦点fに対して相対的に移動可能である。加工区間の上部線204における加工開始点B1に対して、加工を行う方向と反対方向に離間した動作準備点Q1に焦点fを配置させる。焦点fを加工開始点B1に接近させながら移動速度を加速及び安定化させる。焦点fが加工開始点B1に到達した後、レーザ発振器からレーザビームをパルス状に照射して脆弱部200の微小孔202の加工を開始する。
(もっと読む)
内装材及びそのレーザビーム加工方法
【課題】エアバックが膨張する際に破断する両開き式の脆弱部に対して、脆弱部を形成する各加工区間をそれぞれ適切な破断強度に形成する。
【解決手段】脆弱部200は、微小孔202及びショートピッチ穴203の列として構成され、平行な右線210及び左線212及び平行な上部線204及び下部線208により四角形状をなし、上部線204と下部線208の中間には中央線206が設けられている。上部線204、下部線208、右線210及び左線212における微小孔202の間隔はピッチP1である。中央線206における微小孔の間隔はピッチP2であり、ピッチP1より狭い。右線210及び左線212における各微小孔202の中間には浅いショートピッチ穴203が設けられる。脆弱部200の加工を行う際、周期及び(又は)パルス幅を加工区間に対して個別に設定したパルスに基づいてレーザを照射する。
(もっと読む)
エアバッグドア部付き内装品及びその成形方法
【課題】 表面に隆起や落ち込みがなくて見映えのよいエアバッグドア部を有する内装品を容易に成形する。
【解決手段】 破断予定部23を形成するための溝形成刃39(切り込み溝形成手段)をキャビティ31内から後退させた状態で、キャビティ31に溶融樹脂を充填圧をかけながら充填した後、この充填圧を除去し、溝形成刃39をキャビティ31内に進出させて切り込み溝21を形成し、溝形成刃39を上記切り込み溝21から後退させた後、キャビティ31内に圧力をかけて保圧状態とし、切り込み溝21を構成する側面21a同士が接した破断予定部23を形成する。
(もっと読む)
内装材のレーザ加工方法
【課題】簡便な装置及び手順で内装材に対して適切且つ均一な形状の脆弱部を形成する。
【解決手段】ロボット16のエンドエフェクタ16aで保持されたインストルメントパネル12の表面12aの位置を計測して、表面距離L2を求める。表面距離L2に基づいて、表面12aの位置の光軸C上における誤差εを求める。誤差εに基づいて表面12aを基準とした所定深さt1の位置に対してレーザの焦点fが一致するようにインストルメントパネル12の位置を調整する。インストルメントパネル12の裏面12bに対してレーザを照射して脆弱部200の微小孔202を形成する。
(もっと読む)
自動車のエアバッグドア及びその製造方法
【課題】表皮材を基材に接着したインストルメントパネルにおいて、表皮にティアラインを形成不要なエアバッグドアを提供する。
【解決手段】基材4のティアラインが、方形状ティアライン21aと、その前後辺間の中間位置を左右方向へ前後辺に平行に延びる中央ティアライン21bと、その左右辺のそれぞれの前後端から中央ティアライン21bの左右端に向けて徐々に幅狭になるように延びる左右対称形状の側部ティアラインとで構成される。リテーナドア部35には、方形状ティアライン21aに対向する方形状のインテグラルヒンジ部と、中央ティアライン21b及び側部ティアラインに沿ったスリット32とが形成され、リテーナドア部35の方形状のインテグラルヒンジ部の左右辺が、表皮11を中央ティアライン21b及び側部ティアラインに沿って破断させるように、前後辺のインテグラルヒンジ部31よりも相対的に低強度に形成した。
(もっと読む)
車両のインストルメントパネル
【課題】 ステアリングハンガービームを廃止することで、インストルメントパネルの内側空間を有効活用することができ、且つ、車室内側からエアバッグ格納部付近の外観品質を高めることができる車両のインストルメントパネルを提供する。
【解決手段】 車幅方向に延在し実質的に水平方向に延びる板状の上面部材51と、この上面部材51の車室内側で屈曲し実質的に鉛直方向下方に延びる前面部材52とからなる開断面に形成され、左右のフロントピラーに連結される軽金属製のインストルメントパネル構造体50と、該インストルメントパネル構造体50のエアバッグ展開用の開口部25を閉塞するリッド部材35と、少なくとも前記リッド部材35を覆う軟質樹脂層15とを備え、該リッド部材35に設けたミシン目75と、前記軟質樹脂層15の裏面に設けたティアライン18との配置が整合することを特徴とする。
(もっと読む)
接着した混成構造物
本発明は、輸送車両、好ましくは自動車車両の構造構成部品を形成する装置および方法に関する。本発明は、混成構造物を含み、好ましくは金属から形成された従来の構成部品よりも重量が軽い構造構成部品を形成するために、接着剤で一体に接着された2またはそれ以上の構成部品で形成された混成構造物を含む。その混成構成部品はまた実質的に過成形工程がない。好都合なことに、組み立てならびに接着剤の圧縮および硬化の間、2つ以上の構成部品の空間的関係を位置決めしかつ維持するために、1つまたは2つ以上のスナップ・フィットなどを用いることができる。 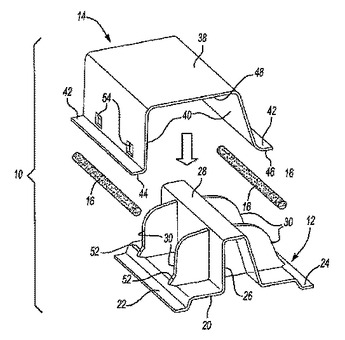 (もっと読む)
(もっと読む)
自動車用内装部品の製造方法
【課題】 表皮と基材との間に補強シートを介在させた自動車用内装品の製造方法であって、補強シートの浮きや剥がれを防止できる製造方法を提供する。
【解決手段】 この製造方法は、前記コーナー部13に相当する部分を有する成形用の型10t・10bの内部で前記表皮1を保持するとともに、前記基材を構成する溶融樹脂をゲート12から当該型の内部空間11へ流す工程を含む。この工程において、前記内部空間11は、その厚みが周囲と異なる薄肉部(流量調整部)15を有している。この薄肉部15がある結果、前記内部空間11は、当該内部空間11へ前記溶融樹脂を供給するゲート12から前記コーナー部13における前記補強シート14の端部へ向かう溶融樹脂の流れ(矢印F)に対し、相対的に大きな抵抗を付与する。
(もっと読む)
エアーバッグ展開用開放部のための脆弱ライン加工方法及び装置
【課題】 レーザを用いて内装カバーに脆弱ラインを成形する時のレーザの熱による内装カバー表面の変形や変色脆弱ライン加工方法及び装置を提供する。
【解決手段】 レーザビーム発生源21からのレーザビーム21Aを内装カバー18にその裏面から照射してエアーバッグ展開用開放部のための開裂用脆弱ライン19を加工する時に、レーザビーム21Aの照射箇所と対応する内装カバー18の裏面と反対の表面18aに冷却流体供給源251からの冷却流体をノズル252を通して吹き付け、内装カバー18を冷却するように構成した。
(もっと読む)
自動車内張り部品及び標識付け方法
本発明は、自動車内張り部品(100;200)の標識付け方法に関し、標識付けがレーザ光線(106;206)で行われ、またレーザ標識を備えた自動車内張り部品例えば計器盤、扉内張り又は柱内張りに関する。 (もっと読む)
エアバッグドア
【課題】ドア破断予定部に沿った表皮の適切な破断を促進すると共に、発泡体の適切な発泡成形がなされるようにする。
【解決手段】表皮破断尖端部46を備えた表皮破断促進部材40を、基材12と表皮14との間に介在させた発泡体16の内部へ埋設して、この表皮破断尖端部46を表皮14の裏面において、ドアパネル30の外縁ラインに沿設したドア破断予定部32に沿って延在させる。これにより膨張するエアバッグ64の押圧力が、ドアパネル30および表皮破断促進部材40の表皮破断尖端部46を介して表皮14に加わることで、ドア破断予定部32に沿った該表皮14の破断が促進される。表皮破断促進部材40は、ドアパネル30に整合する略台形枠体状の骨格構造をなし、発泡体16の発泡成形に支障を来たさないよう考慮されている。
(もっと読む)
エアバッグドアおよびその成形方法
【課題】表皮に対してレーザー加工技術に基づいたスリット加工を可能とする。
【解決手段】ドアパネル20の外部輪郭部分に、基材12の外面12Aから突出した所要幅の基材押圧部54を設ける。この基材押圧部54の存在により、基材12に貼着された表皮14の裏側弾力層32に、気泡構造が押し潰されて空気が排除された裏側圧縮部56が、破断予定部22の延設ラインに沿って所要幅で形成されている。破断予定部22は、基材押圧部54の裏側から裏側圧縮部56を貫通または該裏側圧縮部56内に到達するスリット24により形成される。このスリット24は、レーザー加工技術に基づいて成形可能である。
(もっと読む)
発泡表皮付き車両用内装部材の製造方法
【課題】合成樹脂の基体と、その表面を部分的に被覆する発泡表皮との見切りにバラツキが生じず、見栄えの良好な車両用内装部材を実現すること。
【解決手段】 合成樹脂からなる基体1と、その表面を部分的に被覆する発泡表皮2を一体成形して、発泡表皮2で被覆されない基体1の非被覆部10,12と発泡表皮2とが連続面をなすようにした発泡表皮付き車両用内装部材の製造方法において、予め発泡表皮2には、端縁に沿って該端縁に剛性を付与する非発泡の補強部22を形成しておき、発泡表皮2を、内装部材成形用金型3のキャビティ33内に、発泡表皮2の表面側をキャビティ33の上記基体1の表面側を成形する成形面に当接させてセットし、キャビティ33に基体成形材料を注入して発泡表皮2と一体に基体1を成形する。
(もっと読む)
熱可塑性エラストマー組成物およびそれを用いた成形品
【課題】 アクリル系ブロック共重合体の特徴である耐候性、耐薬品性、接着性、柔軟性及び耐磨耗性を保持しつつ、成形時の溶融流動性、耐熱性及び歪回復性にも優れたアクリル系ブロック共重合体組成物を得る。
【解決手段】 メタアクリル系重合体を主成分とするメタアクリル系重合体ブロック(a)およびアクリル系重合体を主成分とするアクリル系重合体ブロック(b)からなり、アクリル系重合体ブロック(b)のうち少なくとも一方の重合体ブロックに、酸無水物基および/またはカルボキシル基を有するアクリル系ブロック共重合体(A)と、1分子中に少なくとも1.1個以上のエポキシ基を有するアクリル系重合体(B)からなることを特徴とする熱可塑性エラストマー組成物により達成される。
(もっと読む)
計器装置
【課題】 製品の信頼性を向上させる計器装置を提供すること。
【解決手段】 計器装置1は、車両情報を表示する表示器4と、指針3と、前記指針3によって指示される指標2aを有する表示板2と、前記指針3を備える移動部材7と、前記移動部材7を移動する駆動装置6と、前記移動部材7を押圧して前記移動部材7の移動を規制する押圧部材8bと、を備え、前記移動部材7は、前記指針3が前記指標2aにおいて原点Sを示す際に、前記押圧部材8bと対向するくぼみ部7dを有する。
(もっと読む)
印刷板
【課題】印刷部あるいは透視領域を被う保護シートの剥離性を満足させることができる印刷板を提供する。
【解決手段】無色透明な基板22の裏面側に設けられた網状の調光層28(印刷部)と、透視領域27と、基板22の縁部に設けられた網状の網点29(間欠印刷部)とを備える。
(もっと読む)
装飾面を有するトリム部
本発明は、部分領域(1)が革から成る装飾面を有するトリムパネルに関する。このトリムパネルは、部分領域(1)をカバーする平坦な支持体(2)と、この支持体(2)の見える側に設けられた少なくとも一つの更なる層(3)とを含む。この層(3)は、部分領域にくぼまされるか又は部分領域(1)の縁(5)に沿ってこの部分領域(1)に向って折り返えされる。革のトリム(6)が部分領域(1)で支持体(2)の見える側に配置され、このトリムは、部分領域(1)を被覆する。本発明は、また、上記トリムパネルを製造する方法に関し、この形式および適当な形状を有するパネルが革のトリム(6)を有することなく製造される。 (もっと読む)
121 - 140 / 148
[ Back to top ]