
Fターム[3E030CA02]の内容
包装位置への供給(容器の供給) (3,570) | 容器の開口・膨張(開口・膨張手段) (364) | 吸引によるもの (134)
Fターム[3E030CA02]に分類される特許
1 - 20 / 134
開袋装置
ロータリー型袋詰め包装機
【課題】ガス吹込ノズル28が各グリッパー対3,3に対応して設置され、各グリッパー対3,3と同調して間欠回転するロータリー型袋詰め包装機。ガス吹込ノズル28の昇降動作及びグリッパー対3,3との相対位置関係を,包装製品の種類に応じて自在に調整できるようにする。
【解決手段】多数のグリッパー対3,3が設置された回転テーブル16の上方位置に、同調テーブル19を配置し、この同調テーブル19に各グリッパー対3,3に対応するガス吹込ノズル28を設置する。同調テーブル19は、回転テーブル16の駆動源から独立した第1サーボモータ21により、回転回転テーブル16と同軸で間欠回転する。同調テーブル19に、ガス吹込ノズル28を昇降させる第2サーボモータ25を、各ガス吹込ノズル28に対応して設置する。
(もっと読む)
包装袋の袋口開口機構

【課題】ロータリー式包装機において、従来の袋口開口機構は、袋口を開口する際に開口ミスが発生することがあり、確実に袋口を開口する開口機構が望まれていた。
【解決手段】 袋口開口アーム1の先端に吸盤4A,5Aを備え、後端は駆動軸6A,7Aと連結し、相異なる方向に回動して包装袋18の袋口18Aを吸着して開口する袋口開口機構において、袋口開口アーム1を平行リンク機構2,3で構成し、この平行リンク機構2,3の先端に吸盤4A,5Aを設け、袋口開口アーム1の回動の際にも吸盤4A、5Aの吸着面4a,5aを平行に維持する。
(もっと読む)
充填包装機の枚葉袋2枚取り検知装置
【課題】枚葉袋の充填包装機に於いて、給袋装置から受渡し装置にて把持装置に供給するに際に、枚葉袋の2枚取の有無を検知してそれによって生ずるトラブルを防止することを目的とする。
【解決手段】給袋装置から受渡し装置にて把持装置に供給するに際し、受渡し装置において枚葉袋を挟持した際の挟持ブロック間の隙間を検出するセンサーと、その検出信号に基づいて枚葉袋の2枚取の有無を判断し、それ以降の諸動作を制御する
(もっと読む)
袋装着装置
【課題】スクラップ片を生じさせることなく、少量の容器を連続的に袋状のフィルムで包装することに適した袋装着装置を提供する。
【解決手段】袋吸引移送部220は袋積載部210から一枚の袋10を吸着して待機位置まで移動させ、袋支持部230は袋10を案内し、待機位置にて袋10の開口部11側を解放した状態で袋10の閉口部12側を支持する。袋開放部240は袋10の開口部11側の両端部を吸着して袋10の開口部11を開かせ、袋移動部250は袋10の開口部11の両端部を挟んで把持する一対の把持部251、252を含み、一対の把持部251、252の間隔を拡げて、容器に向かって移動させ、一対の把持部251、252の位置と間隔を変化させることにより、容器の少なくとも一部に袋10を被せるように袋10の開口部11の両端部を容器の外周形状に沿って移動させる。
(もっと読む)
コンテナ組立装置
【課題】ロック部材付きのコンテナを折畳状態から組立状態にできるコンテナ組立装置を提供する。
【解決手段】コンテナ組立装置1は、第1側板11,13を回動させて起す前後の第1側板起し手段61,63を備える。コンテナ組立装置1は、第2側板12,14を回動させて起す左右の第2側板起し手段62,64を備える。コンテナ組立装置1は、ロック部材をロック解除状態に維持したまま第2側板12,14を回動させ、係合孔部と係合ピン部とを係合させた後、ロック部材を付勢部材の付勢力によってロック解除状態からロック状態にするロック設定手段66,67を備える。
(もっと読む)
梱包装置
【課題】梱包作業の効率化を図ること。
【解決手段】実施形態に係る梱包装置は、供給ステーション、右エンドエフェクタおよび左エンドエフェクタ、右アーム部および左アーム部、組立ステーションを備える。供給ステーションは、折り畳まれた状態の段ボールが載置される場所である。右エンドエフェクタおよび左エンドエフェクタは、物体を吸着する吸着部を備える。右アーム部および左アーム部は、それぞれ右エンドエフェクタおよび左エンドエフェクタを備える。組立ステーションは、立体的に展開された段ボールが載置される場所である。梱包装置は、供給ステーションへ載置された段ボールの両側面を各吸着部を用いて吸着し、右アーム部および左アーム部を用いて段ボールを展開させ、組立ステーションへ移動させる。
(もっと読む)
カートンマガジン、カートンハンド及び文書積載挿入装置
【課題】カートンマガジンからのカートン取出時に、カートンの取出を確実に行うことのできるカートンハンドを得る。
【解決手段】カートンを積載収納するカートンマガジンのカートン取出口に搬送されるカートンの一面を吸着保持するための固定吸着パッドと、カートンの一面を吸着すると共に、固定吸着パッドよりその先端が突出して設けられ、かつ、固定吸着パッドの先端と同等の位置まで退縮可能な可動吸着パッドとを備える。
(もっと読む)
ロータリー式包装機
【課題】従来は、ロータリー式包装機の1工程において、袋口にヘラを挿入して拡開し、袋口のシートを掴み爪で掴み直す必要があったため、包装スピードを上げることができず、包装効率が悪かった。
【解決手段】ロータリー式包装機にガセット袋2を供給する給袋機構が、ガセット袋2を供給する袋供給コンベアと、この袋供給コンベアからガセット袋2を取り出す袋取り機構21と、袋口を開口して次工程に受け渡す袋渡し機構22と、袋口を拡開する一対のヘラ62,63を備えた拡開機構23と、拡開機構23で拡開したガセット袋2の上部をクリップ7で挟持してロータリー式包装機のクランプに受け渡す受け渡し機構24と、を備えている。
(もっと読む)
給袋自動包装機
【課題】袋を充填位置からシール位置へ移送する新たな機構を採用して小型化・省スペース化を図る給袋自動包装機を提供すること。
【解決手段】袋(h)を充填位置(a)に待機する第1アーム31に備えた第1グリップ(g)又は第2アーム45に備えた第2グリップ(g′)に供給する給袋手段10と、開口部(i)を上にして袋を吊り下げ状に支持する第1グリップ(g)又は第2グリップ(g′)を充填位置(a)とシール位置(b)との間で移動自在に設けた移送手段30と、第1グリップ(g)又は第2グリップ(g′)により支持された袋に所定量の被包装物を充填する充填手段55と、被包装物が充填された袋の底部を押し上げ若しくは袋の底部に振動を付与するように設けた底上げ装置60と、被包装物が充填された袋の開口部をヒートシールするシール手段65と、袋詰めされた製品を機外へ排出するベルトコンベア70とからなる。
(もっと読む)
ロータリー式包装機及び同包装機に対するガセット袋の供給方法
【課題】包装機に対するガセット袋の供給方法を見直し、包装効率を上げることができるロータリー式包装機を提供する。
【解決手段】複数枚のガセット袋3を溜めて後の機構に供給する袋箱4と、袋箱4上に配置されて、ガセット袋3を取り出す袋取りアーム12と、袋取りアーム12に隣接して配置され、この袋取りアーム12からガセット袋3を受け取って持ち上げて袋口を開口する袋渡しアーム14と、袋渡しアーム14上に配置され、昇降動可能で、袋渡しアーム14が持ち上げたガセット袋3の袋口内に挿入して拡開する一対のヘラ41を備え、拡開したガセット袋3を前記ヘラ41で保持して包装機側に移行する拡開機構15と、を備える。
(もっと読む)
物品袋詰め装置、剥離装置、及び袋閉装置
【課題】袋体のフラップからライナーを剥離し、物品の投入された袋体を封止する工程の簡素化、及びその時間の短縮に貢献する物品袋詰め装置、剥離装置、及び袋閉装置を提供する。
【解決手段】物品袋詰め装置1は、起立手段3と、複数のヘッダー保持手段5と、切断手段7と、袋開手段9と、複数のフラップ保持手段11と、投入手段13と、剥離手段15と、袋閉手段17とを備える。剥離手段15は、互いに対向する一対の挟着片を駆動源により開閉させる挟着手段と、挟着手段を支持する旋回アームを回転機の出力軸に接合した排出手段とを備える。袋閉手段17は、物品23の投入された袋体19の開口部にフラップ33を折り重ねるものである。
(もっと読む)
物品投入装置
【課題】物品を一定の姿勢で袋体に投入できるとともに、袋体が破損することなく物品を投入できる物品投入装置を提供することにある。
【解決手段】物品投入装置10を、袋体100を位置決めする袋体位置決め手段12と、袋体100の開口部102を開放する開放手段14と、物品110が摺動可能に支持される支持体18と、支持体18を垂直方向に起立させる図示しない回動手段と、物品110が落下しないように規制するストッパー22と、袋体100の開口部102に支持体18を挿入する摺動部材25と、ストッパー22による規制を解除するモータ26と、物品110の上端を下方へ押圧する押し下げ体28と、を備えている。
(もっと読む)
給袋自動包装機
【課題】袋を充填位置からシール位置へ移送する新たな機構を採用すると共にガス充填包装を可能とし、小型化・省スペース化を図る給袋自動包装機を提供すること。
【解決手段】袋を充填位置に供給する給袋手段10と、袋(h)を吊り下げ状に支持するグリップを充填位置(a)とシール位置(b)との間で移動自在に設けた移送手段30と、その袋に所定量の被包装物を充填する充填手段65と、被包装物が充填された袋の開口部をヒートシールするシール手段と、袋詰めされた製品を機外へ排出する排出コンベア90を備えた自動包装機において、
移送手段30は、第1グリップ(g)を水平面上で四角形軌跡運動をさせる上方の四角形軌跡運動機構31と、第2グリップ(g′)を水平面上で四角形軌跡運動をさせる下方の四角形軌跡運動機構50とを近接させて配置していて、上方と下方の四角形軌跡運動機構による一連の動作を同期するように制御する。
(もっと読む)
ベルト袋詰め装置
【課題】ベルトを袋詰めする作業の自動化が図れ、且つベルトを袋詰めする作業をより迅速に行うことができるベルト袋詰め装置を提供する。
【解決手段】ベルト用搬送機構4は、ベルト2を待機位置P5に搬送する。ケース5は、包装用袋3へのベルト2の挿入を案内するように構成されており、待機位置P5においてベルト2を収容している。袋供給機構6は、包装用袋3を挿入位置P2に供給する。ベルト挿入機構8は、挿入位置P2に配置された包装用袋3内へケース5とともにベルト2を挿入し、ケース5は包装用袋3から取り出す。袋シーリング機構9は、包装用袋3の開口部3aを加熱溶着して密閉する。
(もっと読む)
袋詰め包装機における袋底支持方法及び装置
【課題】必要な包装処理工程及び工程間のみ袋底を支持し、支持の必要がない工程で用いられる各種装置の設置及び位置調整範囲の自由度を広げ、それらの装置と袋底受け台装置との干渉を回避する。
【解決手段】工程Vの停止位置で固定側袋底受け台Aを上昇位置まで上昇させて停止中の袋10の袋底を支持した状態で被包装物を充填する。次工程VIからVの停止位置に復帰移動してきた可動側袋底受け台Bを下降位置から上昇位置まで上昇させて、受け台Aと略同じ高さ位置で袋底を支持させ、受け台Aを下降位置へ下降させる。回転テーブル4が回転すると、受け台Bを袋底を支持したまま袋10と同調移動させる。袋10が工程VIの停止位置に止まると、固定側袋底受け台Cが下降位置から上昇し、受け台Bと略同じ高さ位置で袋底を支持する。受け台Bが下降位置へ下降して、工程Vの停止位置へ復帰移動する。
(もっと読む)
シート状電極の製袋自動包装機
【課題】ロール状フィルムから1枚ずつ製作されるセパレータとしての袋にシート状電極を自動的に封入することができる生産効率の高い製袋自動包装機を提供すること。
【解決手段】ロール状包装用フィルムから一枚ずつの袋(g)を製作する製袋部10と、多数の小穴が形成されたベルトの下面に真空吸引器を配置した搬送ベルトコンベア38と、製袋部の切り離し用ベルトコンベア27上の袋を搬送ベルトコンベア38上に間欠移送する受け渡し用ベルトコンベア48と、供給されるシート状電極(m)を収めて袋(g)に挿入する多数のガイド70を夫々進退及び左右に開閉自在に設け、搬送ベルトコンベア38のベルトと同期して間欠回転するガイドベルトなどの外周に各ガイドのベース63を取り付けたガイドトラック60と、シート状電極(m)が収納された袋(g)の開口部(h)近くの所定箇所にポイントシールを施すポイントシール手段80とからなる。
(もっと読む)
カートニングマシン
【課題】生産性を向上させつつ扁平に折り畳まれたカートンの位置決めを正しく行うことができるカートニングマシンを提供する。
【解決手段】カートニングマシン1は、扁平カートンCfを重ねて収容するカートンマガジン11と、カートンマガジン11から引き出された扁平カートンCfを搬送する搬送コンベア13と、搬送コンベア13による搬送の慣性で移動を続け得る扁平カートンCfの移動を止めて箱形に開く位置を決定する位置決めガイド14と、搬送コンベア13に搬送されている扁平カートンCfを吸着保持して位置決めガイド14まで届けるバキュームコンベア15とを備える。而して、生産性向上のために搬送速度を上昇させても、バキュームコンベア15が扁平カートンCfを吸着保持して位置決めガイド14まで届けることで、搬送コンベア13による搬送の慣性で扁平カートンCfが飛ばされ跳ね返ることを回避でき、位置決めを正しく行うことができる。
(もっと読む)
間欠移送式縦型袋詰め包装方法
【課題】間欠移送される袋内の液状物の袋外への飛び出しや袋のシール不良の発生を防止し、包装処理の生産性を向上させる間欠移送式縦型袋詰め包装方法を提供する。
【解決手段】グリッパ4が第1接近位置に位置し、袋口10が平面視略円形になった状態で移送されてきた袋6を停止し、袋6にノズル40を介して液状物36を充填する。液状物36の充填中、特に充填終了間際あるいは充填終了後に、ノズル40の移動の障害とならないタイミング及び範囲で左右のグリッパ4が互いにさらに接近し、第2接近位置に位置する。袋口10が平面視で袋6の幅方向が短軸となる略楕円形となり、それぞれのサイドシール境界部12を挟んで左右の部分が大きな鈍角θをなして略平らと言って良いほどの形状になる。袋6は袋口10が略楕円形の状態のまま、袋6の緊張工程を実行する次の停止位置へ略袋の幅方向に移送される。
(もっと読む)
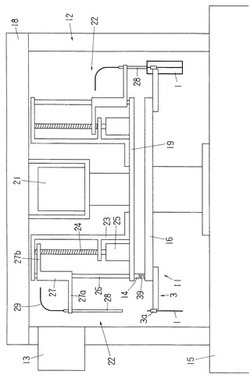
間欠移送式ロータリー型包装処理装置における気体供給システム及び負圧供給システム
【課題】間欠移送式のロータリー型包装処理装置の気体供給システム又は負圧供給システムの耐久性を改善する。
【解決手段】グリッパー3の間欠回転と同期して間欠回転する同調テーブル17と、同調テーブル17に設置された加圧タンク21,22と、加圧タンクに気体を補充する加圧気体供給装置37からなる。各加圧タンクは気体を導入するための配管接続部23,24を有する。加圧気体供給装置は、それぞれ加圧気体供給源に接続した配管接続部材38,39と、配管接続部材38,39を進退させるエアシリンダ43,44を有する。同調テーブル17の停止時に、配管接続部材38,39が前進し配管接続部23,24と接続して、加圧タンク21内に不活性ガス、加圧タンク22内に加圧エアが補充される。加圧タンク21はガス吹込ノズル4に接続し、加圧タンク22はガス吹込ノズル4のエアシリンダ19に接続している。
(もっと読む)
1 - 20 / 134
[ Back to top ]