
Fターム[3E030CC02]の内容
包装位置への供給(容器の供給) (3,570) | 容器の開口、膨張(開口膨張後の動作) (72) | 開口、膨張手段による容器詰位置への供給 (72) | 容器詰位置で別の支持手段を有するもの (21)
Fターム[3E030CC02]に分類される特許
1 - 20 / 21
充填包装機の枚葉袋2枚取り検知装置
【課題】枚葉袋の充填包装機に於いて、給袋装置から受渡し装置にて把持装置に供給するに際に、枚葉袋の2枚取の有無を検知してそれによって生ずるトラブルを防止することを目的とする。
【解決手段】給袋装置から受渡し装置にて把持装置に供給するに際し、受渡し装置において枚葉袋を挟持した際の挟持ブロック間の隙間を検出するセンサーと、その検出信号に基づいて枚葉袋の2枚取の有無を判断し、それ以降の諸動作を制御する
(もっと読む)
ロータリー式包装機及び同包装機に対するガセット袋の供給方法

【課題】包装機に対するガセット袋の供給方法を見直し、包装効率を上げることができるロータリー式包装機を提供する。
【解決手段】複数枚のガセット袋3を溜めて後の機構に供給する袋箱4と、袋箱4上に配置されて、ガセット袋3を取り出す袋取りアーム12と、袋取りアーム12に隣接して配置され、この袋取りアーム12からガセット袋3を受け取って持ち上げて袋口を開口する袋渡しアーム14と、袋渡しアーム14上に配置され、昇降動可能で、袋渡しアーム14が持ち上げたガセット袋3の袋口内に挿入して拡開する一対のヘラ41を備え、拡開したガセット袋3を前記ヘラ41で保持して包装機側に移行する拡開機構15と、を備える。
(もっと読む)
箱詰装置の箱整形装置
【課題】物品を詰めるときに箱の上縁に物品が当たることを防止する。
【解決手段】箱整形装置20は、物品を上方から詰めるための外装箱110を搬送する外装箱搬送コンベア22と、第1押圧部材46を外装箱搬送コンベア22上で回動させる第1押圧装置24と、第2押圧部材48を第1押圧部材46より上流の外装箱搬送コンベア22上で回動させる第2押圧装置25と、ストッパ45を有し、ストッパ45を外装箱搬送コンベア22上に進出させて搬送された1以上の外装箱110を停止させ、且つ第1押圧装置24は停止された先頭の外装箱110の一方の鋭角の角部を押圧するように第1押圧部材46を回動させるとともにこれと同時に第2押圧装置25は停止された末尾の外装箱110の他方の鋭角の角部を押圧するように第2押圧部材48を回動させるよう構成する。
(もっと読む)
ダンボール箱組立て装置
【課題】板状ダンボールからダンボール箱を組み立てるまでの作業を自動化して省人化でき、作業者起因の組み立て能率の低下を無くし、組み立て能率の向上を図る。
【解決手段】板状ダンボール搬送機構12は、最上位に載置された板状ダンボール100bの高さを所定高さに設定する。吸着旋回機構13は、第1側面101aに負圧を発生させて旋回させ、角筒状ダンボール100cを成形する。ダンボール移動機構14は、角筒状ダンボール100cを吸着旋回機構13とともに移動させる。これに伴い、第1〜第4底フラップ折り曲げ機構(15〜18)が第1〜第4底フラップ(101a〜101d)を折り曲げ、テープ貼り付け機構19がテープ106をローラ(23b、23c)で押し付けて底面を封止する。箱状に組み立てられたダンボール箱100bがダンボール箱排出部20から排出される。
(もっと読む)
封筒の開封装置
【課題】フラップFの損傷等が発生せず、簡単な機構でフラップを確実に開封できる開封装置を提供する。
【解決手段】開封装置1aはフラップFが閉じた封筒Eを、フラップを上にし、フラップと反対側を先頭にして搬送する。開封装置は、ピックアップロール3とこれよりも搬送速度が遅い捌きロール4によって封筒を搬送中に撓ませてフラップを少し開き、エアノズル6の噴射によってフラップをさらに開き、捌きロール4と捌き板5の間に挟んで搬送することによりフラップを完全に開く。フラップを非接触で開封するので、給紙不良、封筒破損、封緘不良等の不具合が発生せず、簡単な機構でフラップを確実に開くことができる。
(もっと読む)
カートン成形装置
【解決手段】 カートンCの天面C1を吸着保持する上側吸着部材14と、該上側吸着部材を移動させる上側吸着部材移動手段15と、カートンの底面C2を吸着保持する下側吸着部材12と、該下側吸着部材を移動させて上記カートンを搬送装置4への受渡し位置に移動させる下側吸着部材移動手段13とを備え、
上記上側吸着部材移動手段は、成形開始位置でカートンの天面を吸着保持した上側吸着部材を、上記下側吸着部材が成形開始位置から受渡し位置まで移動するのと同期して、搬送方向下流側に移動させながら上昇させて受渡し位置に移動させ、上記カートンを成形状態とする。
【効果】 効率的にカートンの成形および搬送装置への受渡しを行うことができる。
(もっと読む)
袋詰装置
【課題】本発明は、袋を開口させる袋開口装置における粘着テープを設定長さ分だけ巻き取ることにより、その粘着力を長期にわたって維持することができ、袋を確実に且つ安定して開口させることを課題とする。
【解決手段】本発明は、種籾等の内容物を袋10に規定量収容する袋詰装置において、上下一対の貼着装置60、70から構成された袋開口装置55を備えている。各貼着装置は、本体33に駆動手段により回転駆動自在に軸支された巻取軸35と、前記本体に巻取軸と間隔を有して回転自在に軸支された従動軸36とを備え、該従動軸には、クラフトテープ等の粘着テープロール37が着脱自在に装着される。粘着テープは、前記巻取軸に設定長さが巻き取り自在に設けられるとともに、各粘着テープの貼着面が互いに対向され、各貼着装置は、粘着テープの貼着面が前記袋を上下から貼着する袋貼着位置と、粘着テープの貼着面に貼着された袋を開口させる袋開口位置とに昇降する。
(もっと読む)
水薬供給装置
【課題】 水薬供給ボトルの着脱を容易にしたうえで、小型化を図り得る水薬供給装置の提供。
【解決手段】 複数の水薬供給ボトルを載置して上下軸線回りに回転自在な載置体を設け、載置体の上方に上下軸線回りに回転自在に取付け体を配置し、水薬供給ボトルに挿入した供給管から水薬ボトルに水薬を供給させるようにし、載置体に水薬供給ボトルの下部を外嵌する保持容器を載置体の上面に磁力によって保持する構成とされている水薬供給装置。
(もっと読む)
商品の自動包装方法
【課題】 段ボールシートの搬送、商品の供給、包装及び封緘作業等の各工程を複数且つ同時とすることにより商品の自動包装の高速化を図る。
【解決手段】 段ボールケースが支持される平行レールと、段ボールケースを搬送するアタッチメントが設けられて間欠駆動させられる搬送体からなる搬送路の始端部に、マガジン部1から第1の段ボールシート2を供給して縦コ字状に成形し、第1の段ボールシート2の後方に、押圧杆を上昇及び揺動させて、第1の段ボールシート2をアタッチメントまで平行レール上を移動させて保持し、続いて第1の段ボールシート2と同様に成形移動し搬送体を間欠駆動させて縦コ字状の第1、第2の段ボールシートをアタッチメント間に保持して箱詰め部位4に搬送し、前記第1の段ボールシート2及び前記第2の段ボールシート3の底部フラップb上に商品Gを同時に供給し、続いて搬送して包装及び封緘を行なう商品の自動包装方法。
(もっと読む)
粉体充填包装方法および粉体充填包装システム
【課題】収納袋への粉体の充填包装全体の全動作時間、充填包装のサイクルタイムの短縮化を図ることができる粉体充填包装方法および粉体充填システムを提供する。
【解決手段】粉体充填前の収納袋20を、収納袋供給装置70の保持機構によって保持し、その口開け機構74によって口開けしたまま、粉体充填装置10の充填ノズル18を覆う受取位置まで水平および上方に移送し、その収納袋吊下装置50によって収納袋を受取って吊下げ保持して、所定量の粉体を充填し、充填終了後、充填済収納袋を吊下げ保持したまま、受取位置から収納袋を次工程に受渡す受渡位置まで下降させるとともに、吊下装置による収納袋の吊下げ保持を解放し、充填済収納袋を次工程へ運び出すことにより、上記課題を解決する。
(もっと読む)
カートン逆折装置
【課題】一台で、種々のカートンに好適に対応し得るカートナーを提供する。
【解決手段】右サック位置(R1)において右サック姿勢にあるカートンの反センター面を支持ヘッド1に支持させ、当該支持を維持しながら支持ヘッド1を右サック用逆折位置(R2)まで旋回移動させ、しかる後支持ヘッド1を離脱させるよう支持ヘッド1及びアクチュエータ2へ向けて信号出力する右サック用制御手段4と、左サック位置(L1)において左サック姿勢にあるカートンの反センター面を支持ヘッド1に支持させ、当該支持を維持しながら支持ヘッド1を左サック用逆折位置(L2)まで旋回移動させ、しかる後支持ヘッド1を離脱させるように支持ヘッド1及びアクチュエータ2へ向けて信号出力する左サック用制御手段6と、右サック用制御手段4による制御及び左サック用制御手段6による制御を切り換える切換手段7とを具備する。
(もっと読む)
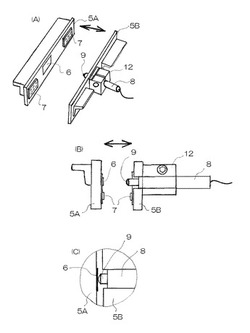
ガセット袋の袋詰め包装機
【課題】袋サイズ変更に伴い一対のグリッパー2,3の間隔調整を行っても、チャック4,5の把持面が袋幅方向に対して傾くことがなく、かつ小型化及び構造の簡素化が可能なガセット袋の袋詰め包装機を得る。
【解決手段】 グリッパーアーム7,8がテーブル1に水平回転自在に軸支され、チャックホルダー12がグリッパーアーム7,8の先端に回転自在に軸支され、テーブル1とチャックホルダー12を連結する第1連結ロッド23が設置されている。グリッパーアーム7,8を軸支する支持軸6、チャックホルダー12を軸支する支持軸11及び第1連結ロッド23を軸支する2つの支持軸22a,24は、これらの軸心を水平面内で直線でつないだとき常に平行四辺形が構成されるように位置関係が設定されている。4つの支持軸の間に擬似的に一種の平行リンク機構が構成される。
(もっと読む)
シート取出装置及び梱包装置
【課題】マガジンの下方に十分なスペースを確保することができ、設計の自由度が高く、調整範囲の広いシート取出装置及び梱包装置を提供することを目的とする。
【解決手段】シートSを底部Bと屹立部Rとを有する形状に成形するシート取出装置11を、シートSを積み重ねた状態で保持するマガジン12と、マガジン12からシートSを取り出すアーム13と、アーム13に搬送されるシートSを受けるガイド14とを有し、マガジン12が最下部のシートSの周縁部のみを保持し、アーム13が、マガジン12に対して、このマガジン12に保持されるシートSの屹立部R側に隣接して設けられるアーム本体21と、アーム本体21に設けられてシートSを吸着する吸着部22と、アーム本体21を、マガジン12に対してマガジン12に保持されるシートSの屹立部R側に設定された支点Pの下側からマガジン12側に向けて揺動させる駆動装置23とを有する構成とする。
(もっと読む)
原料投入装置
【課題】各原料を袋部材内に確実に収容して原料混合機に投入することのできる原料投入装置を提供する。
【解決手段】袋部材BAは上端が開口するように支持部材10に装着されるとともに、袋部材BAの開口縁部は各回動部材14によって支持部材10の外周面に押付けられることから、袋装着装置30の上方への移動や原料PAの投入によって袋部材BAの開口縁部が閉鎖方向に変形することがなく、原料供給装置40によって供給される原料PAを袋部材BA内に確実に収容することができる。即ち、各原料を常に正確な重量比で原料混合機に投入することができ、ゴム材料の品質を安定させる上で極めて有利である。
(もっと読む)
製品箱詰め装置
【課題】従来の形式の機械では達成したことのない生産速度で作動できるようにした製品箱詰め装置を提供する。
【解決手段】ループ部材(14)の外面に均一に配列されたカップ(15)に製品(2)を支持させると共に、マガジン(5)から取り出されて平坦な形状から平行六面体の形状とされた箱(3)を回転円形コンベヤ(8)の外周容器(9)内に保持し、駆動手段(15a)とループ部材(14)とを連携作動させてカップ(15)を回転円形コンベヤ(8)の回転と協調して前進させ、軸状押し出し手段(11)によりカップ(15)から外周容器(9)の開放面(10)を通してそれぞれの箱(3)の中に製品(2)を1つずつ挿入する。
(もっと読む)
製品梱包用の箱を取り出して立体化する装置
【課題】製品梱包用の箱を取り出して立体化するための装置として、公知の従来装置よりも速い生産速度で運転可能な装置を提供する。
【解決手段】マガジン(3)から平坦な状態の平行6面体の箱(2)を1つずつ取り出す機構(5)と箱を立体化する手段(6)とが周縁部に設けられた回転ドラム(4)と、回転ドラム(4)から次の製造ステーションに向けて立体化された箱(2)を搬送するコンベヤ(7)とを備え、コンベヤ(7)は回転ドラム(4)の回転軸と平行な回転軸を有して複数の外周台座(11)を形成する回転コンベヤ(10)を備え、取り出し機構(5)に設けられた把持・開放手段(8)によってマガジン(3)から把持された箱(2)を立体化された状態で外周台座(11)内に収容することにより、次の製造ステーションに向けて箱(2)を順に搬送する。
(もっと読む)
容器成形装置
【解決手段】 側壁が平坦な管状にされて供給される容器(2)を成形するための装置であって、前記容器(2)を展開状態で当接保持する手段(10)及び展開容器(2)を搬送ライン(9)の可変形状受容部(12)のそれぞれの中に移送する手段(11)と組み合わされて前記容器(2)を展開するための機構(8)を備え、前記受容部は前記容器(2)を受容する第1開形状から次の処理ステーションに前記容器(2)を搬送するための第2閉形状へと移行可能である容器成形装置。  (もっと読む)
(もっと読む)
カートンの送り及び組み立てのための装置及び方法
対向配置されたパネルを有する折り畳みカートン(16,116)をカートン送りホッパから引き込んで、そのセットアップを開始するための装置が、対向するパネルの一方に順番に係合して、該一方のパネルを含む折り畳みカートンをホッパから引き込むためのカートンピックアップ手段(9,10,11)と、ホッパからパッケージング機械の送り込み端部まで、第1の略水平軸線に関してカートンを軌道的に搬送するための手段とを備えている。パネル係合手段(11a)が、カートンピックアップ手段(9,10,11)から離れる方向に他方のパネルを引くようにしてカートンの開きを開始するため、パネルの他方に係合するように軌道の経路内に設けられている。  (もっと読む)
(もっと読む)
詰め込みカルーセルを有する梱包システム
梱包システムは、詰め込みカルーセルの両側部を利用し、その詰め込みカルーセルは、梱包システムの高さ及び設置面積を低減する。質量及び慣性も低減し、高速運転が可能となる。詰め込みカルーセルは、第一側部にて、開いたカートンを受け取り、第二側部にて、カートンを製品グループの上に降下させる。  (もっと読む)
(もっと読む)
ブランクシートの取出し供給方法および装置
【課題】高速ラップアラウンド式ケーサに適用した場合にも、ブランクケースの良好な移送や折曲げ形成を達成する。
【解決手段】シートマガジン12に、製函した際に内側となる内面ISを取出し口の外方に向けて立てた姿勢でブランクシート11が積層される。シート移送手段23の吸着カップ28で、ブランクシート11の内面ISを吸着してシートマガジン12から取出す。吸着カップ28は、シート取出し後は、吸引孔28aが下向きとなるよう姿勢変換手段24により姿勢変化される。吸着カップ28に内面ISが吸着されて移送されるブランクシート11の外面OSに折曲げ部材25が当接することで、吸着部位のブランクシート11が吸引孔28aによる吸引方向に向けて押圧されて該シート11は上向きに折曲げられる。そして、半製函状態のブランクシート11が、下方の搬送コンベヤ14に受渡される。
(もっと読む)
1 - 20 / 21
[ Back to top ]