
Fターム[3E050FA02]の内容
基本的包装技術−容器成形充填 (14,831) | 充填(手段) (603) | コンベア (99)
Fターム[3E050FA02]に分類される特許
21 - 40 / 99
被包装物供給装置及び包装機
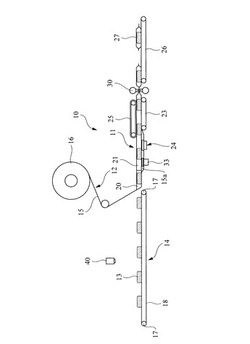
【課題】 使用する包装機や包装フィルムの種類等に関係なく、被包装物の供給位置を搬送面上で正しく表示することができ、人手による供給を確実に行うこと
【解決手段】 包装機本体11の上流側に配置され、被包装物13を搬送し、包装機本体に対してその被包装物を供給する被包装物搬送供給装置14と、被包装物搬送供給装置の上方に配置され、被包装物の搬送面であるエンドレスベルト18に向けて光(レーザ)を照射する光照射手段からなる被包装物供給位置指示装置40を備える。光照射手段は、搬送面上における被包装物の人手による供給位置を示すマークを描画すると共に、そのマークを被包装物の搬送速度と同期して前進移動させるようにした。
(もっと読む)
横形製袋充填機及びおにぎり包装体

【課題】おにぎり等の物品を包装した包装体を立てて陳列する際に包装体の見栄えを低下させないように、包装体の袋の底部に角底を形成するための折り癖を付けて包装することができる横形製袋充填機を提供する。また、その横形製袋充填機で得られたおにぎり包装体を提供する。
【解決手段】フィルム供給源1から製袋手段2までのフィルム搬送経路中に設けられたたぐり量調節手段8より下流側で帯状フィルム3を連続的に搬送させながら、たぐり量調節手段8より上流側で帯状フィルム3の搬送を一時的に停止させた状態で、帯状フィルム3に折り癖を付けるように癖付け手段6を作動させた。
(もっと読む)
センターシール装置
【課題】 フィルムを通す際にプレスローラに対して単独で行う開閉作業が不要となり、閉じ忘れによりプレスローラがフィルムに非接触の状態で運転開始してシール不良等を発生するおそれをなくすこと
【解決手段】
筒状に形成された帯状フィルムの両側端縁部を両側から挟み込んだ状態で加熱する一対のセンターシーラ34と、そのセンターシーラの下流側に位置し、そのセンターシーラで加熱されたフィルム部位を両側から加圧状態で挟み込むプレスローラ35と、を備え、それらセンターシーラとプレスローラを一体に支持されるとともに、一体に開閉されるように構成される。
(もっと読む)
フィルム包装機の入力装置
【課題】フィルム搬送位置との関係で所定の処理を施すためのデータ設定を簡単に行うことができるフィルム包装機の入力装置を提供する。
【解決手段】フィルム供給源から引き出された帯状フィルムの搬送過程で、1包装分のフィルム搬送に伴って、該フィルムに印刷された模様を撮像手段11で撮像し、その撮像手段11で撮像した画像を処理してフィルム搬送方向において少なくとも1包装分のフィルム画像として表示装置13で表示可能とし、その表示されたフィルムの実画像における模様の位置に関連付けて、夫々異なる所定の処理を施すための複数のエリアを指定し、その指定された各エリアに対応して所定の処理を施す処理信号を夫々生成可能にした。
(もっと読む)
フィルム包装機の制御装置
【課題】複数の処理手段及び検査による各々の所定の処理を、共通のセンサからの出力に基づき処理することが可能なフィルム包装機の制御装置を提供する。
【解決手段】設定手段12は、1包装分の帯状フィルムの中から、所定の処理を施すエリアと、そのエリアからズレた位置であって所定の処理とは別の所定の処理を施すエリアと、フィルム上の基準とする基準位置とを設定する。記憶手段14は、設定手段12で設定した各エリアと、それらのエリアと基準位置との位置関係とを記憶する。ラインセンサ11は、フィルムの搬送経路で張られた状態の帯状フィルムに対向して配置される。発信手段1は、フィルム送り位置に関する信号を発信する。包装時におけるフィルム搬送中に、ラインセンサ11が撮像した画像データ情報から得た基準位置と発信手段1の信号とに基づき、各エリアについての所定の処理を施す信号を各々生成する。
(もっと読む)
製袋充填機のシール装置
【課題】製袋充填機のシール装置においてシール体の作動範囲を簡単に調節する。
【解決手段】作動体39は、一対のシール体9,10を移動可能に支持する支持枠11に取り付けられ、駆動モ−タ43に連係して回動する。駆動力伝達機構57は、作動体39の回動に連係し、作動体39の回動中心に対する偏心位置で回動可能に支持した下側シール体10と、下側シール体10に対向する上側シール体9とを、筒状フィルムを挟む噛合い位置と筒状フィルムから離間する開放位置との間で移動させる。第1調節機構61は、作動体39の回動中心から偏心位置までの偏心距離を調節し、一対のシール体9,10における対向方向の作動範囲を調節可能にする。第2調節機構67は、第1調節機構61による調節によって生じる噛合い位置のずれを修正すべく、シール体9,10を調節前の噛合い位置に調節可能とする。
(もっと読む)
高速横ピロー包装方法
【課題】 横ピロー包装における包装速度を上げる。
【解決手段】 帯状包装材料で被包装物を両側から包み込んで、合わせた包装材料の両側縁部をヒートシールして縦シールを形成し、次いで被包装物間を包装材料の横方向にヒートシールして横シールを形成し、該横シール部で切断して各袋を切り放す横ピロー包装方法において、包装材料に、耐熱基材層/シーラント基材層又は耐熱基材層/酸素ガスバリヤー基材層/シーラント基材層からなり、総厚みが40〜75μmのものを用い、かつシールする直前に包装材料を60〜90℃に予熱することを特徴とする横ピロー包装方法。
(もっと読む)
エンドシール装置および包装機
【課題】 幅方向の寸法が異なる製品(包装体)の製造を部品交換等の作業を伴わずに行えるエンドシール装置を提供すること
【解決手段】 筒状フィルムを挟んで上下に配置されるトップシーラ31,32のシール面31a,32aは、一端側が幅広に形成され、その幅広に形成された幅広シール部に、筒状フィルムの側縁をカットする切込み用カッター44を設ける。両トップシーラは、機枠35に支持され、その機枠は、ハンドル53の回転にともない横方向に往復移動する移動台50の上に設置されている。よって、包装体の幅に合わせて、トップシーラを筒状フィルムの進行方向横方向に適宜移動させ、筒状フィルムの側縁に切込み用カッターが位置するように調整可能とする。
(もっと読む)
噛み込み防止機能を備えた横ピロー包装機
【課題】不透明の包装フィルムを使用する横ピロー包装においても、エンドシール位置における内容物の噛み込みを防止する。
【解決手段】横ピロー包装機は、「内容物がライン上の所定位置にきたことを検知する位置センサ10」と「予め記憶した上記所定位置からエンドシール機構までの距離を含むパラメータに基づいて、内容物がエンドシール機構を通過する際に当該エンドシール機構に噛み込まれないように、エンドシール機構の動作制御を行う制御装置」とを備えている。位置センサ10は、センターシールされて筒状となった包装材の内側へ延在するよう搬送ラインに沿って配置されている。内容物の位置を検知する位置センサ10が包装材21の内側に入り込んでいるので、たとえ包装材が不透明であっても、位置検出精度が高く、したがって、この検出信号を利用した噛み込み防止制御も精度の高いものとなる。
(もっと読む)
包装装置およびモータ制御装置
【課題】 包装装置におけるエンドシーラ軸に定常外乱が存在する場合においても、包装フィルム噛み込み検出のための専用となるセンサ類を配設せずに、包装フィルム噛み込みによる、定常外乱よりも小振幅の外乱または振動周期が遅い変化を伴う外乱を確実に検出でき、装置の低価格化および小型化並びに信頼性の向上を図ることができる包装装置およびモータ制御装置を提供する。
【解決手段】 制御装置が、トルク指令とモータ速度とに基づいてモータ1に対する外乱推定値を演算する外乱オブザーバ部2と、前記外乱推定値に基づいて前記エンドシーラ軸における噛み込み状態を検出する噛み込み検出部3,4と、を備える。
(もっと読む)
自動包装機
【課題】 被包装物の種類,大きさ,形状を問わず、自立させることのできる包装体を製造する自動包装機を提供すること
【解決手段】 連続して引き出される帯状フィルム11を筒状に形成する製袋器14と、その筒状に形成された筒状フィルムの重合端にシールを施すセンターシール装置と、そのセンターシール装置の下流側に配設され、筒状フィルムの幅方向にシール・カットを施すエンドシール装置とを備えた自動包装機において、製袋器の上流側に、帯状フィルムの進行方向と直交方向に折り目を付ける第2フィルム折り癖付け装置50を設ける。エンドシール装置では、この癖付け装置50で形成された折り目に沿って(所定距離をおいて)エンドシールされる。
(もっと読む)
袋包装体整形装置
【課題】包装機が製造した袋包装体に対して、搬出装置における搬出中に、簡単な構造でありながら十分な折り癖を付ける時間的な余裕を与えて、確実な整形を行うことができる袋包装体整形装置を提供する。
【解決手段】横型の逆ピロー包装機1が製造した袋包装体Pは、排出側において搬出コンベア13によって搬出される。搬出コンベア13から搬出された袋包装体Pは、搬出コンベア13とは段差Eを以て下方に配設された加熱コンベアとしての回転コンベア20に移載される。袋包装体Pは、ガゼットが折り込まれた端部を底部として回転コンベア20にされ、搬送中に回転コンベア20から加熱されてガゼット折り込みの折り癖が付けられるので、ガゼット折り込みがされた底部の整形を行う時間を十分確保することができる。
(もっと読む)
横型ピロー包装機
【課題】 片側にガゼットを有する包装体を、筒状フィルムを連続して搬送しつつ製造することで単位時間あたりの製造可能個数を多くすること
【解決手段】 連続して供給される帯状フィルムを筒状に形成する製袋器23と、筒状に形成された筒状フィルム24の重合端24aにシールを施すセンターシール装置26と、筒状フィルムの幅方向にシールするエンドシール装置29とエンドシール装置によるシールに先だって筒状フィルムの側面にガゼットを形成するガゼット形成装置40と、を備える。エンドシール装置は、筒状フィルムに対してシール幅の広い第1エンドシール部位を形成する第1エンドシール装置30と、シール幅の狭い第2エンドシール部位を形成する第2エンドシール装置32とを備え、ガゼット形成装置は、第2エンドシール装置に設けた。
(もっと読む)
製品抑えベルト装置
【課題】 簡単に被包装物を取り除くことができ、またフィルムを通すことのできる製品抑えベルト装置を提供すること
【解決手段】 抑えベルト25を上下移動させるための昇降装置36と、抑えベルトを回転駆動させるための駆動装置38とを備える。昇降装置は、上下方向に延びるネジ軸43の正逆回転に伴い昇降移動する移動台37に下方に向けて延びるように取り付けられた支持ロッド38に昇降移動可能に作動ブロック39を設け、作動ブロックにベルト支持ブラケット60を連携させる。係止ピン53を移動台の第2位置決め用孔部37bに挿入することで作動ブロックが移動台に対して固定され、ピンを抜くと、コイルスプリング50の弾性復元力により作動ブロックが移動台に対して相対的に上昇移動し、ブラケット60に接続した抑えベルトも上昇する。
(もっと読む)
ガゼット形成装置及びエンドシール装置
【課題】 ガゼットの形成の要否に応じてガゼット爪に対する駆動力を簡易に停止させることができ、ガゼット形成対象の包装体の設計変更に簡単に対応すること
【解決手段】 ガゼット爪を71を内方に向けて往復移動させる駆動源は、トップシーラ33a.33bを公転移動させる駆動源とは別のガゼット用駆動モータ72から構成した。この駆動モータは、各ガゼット爪ごとに設けられるとともに、所定角度範囲で正逆回転するサーボモータ出構成し、駆動モータの出力軸と、ガゼット爪とは、正逆回転運動を往復直線運動に変換する運動変換機構を介して連携した。駆動モータは、サーボモータであるので、回転角度範囲を調整可能となり、ガゼット爪の先端位置の前進・後退位置を、包装体の寸法・形態に合わせて簡単に調整できる。
(もっと読む)
横型包装機における横シール条件調整方法、及び横シール条件調整可能な横型包装機
【課題】ヒートシーラと包装材とのすべりを可及的に少なくし、袋形状の歪みや横シール部の皺やずれを無くすことができる横型包装機における横シール条件調整方法及び横シール条件調整可能な回転シーラ式横型包装機を提供する。
【解決手段】回転型のヒートシーラ4a,4bが筒状包装材Ftへの接触を開始してから横シールを形成し更に横シールから離間するまでのシーラの速度調整範囲2×Δθ2を噛み込み死点位置よりも筒状包装材Ftの入り込み側にシフトしている。ヒートシーラ4a,4bの筒状包装材送り方向の速度成分が、ヒートシーラ4a,4bとの接触によって倒れることにより遅くなる筒状包装材の当該接触部分の走行速度成分と可及的に同期するような調整が容易に得られる。したがって、ヒートシーラ4a,4bと包装材とのすべりが可及的に少なくなり、筒状包装材内の空気が後方へ押し出される勢いも抑えられる。
(もっと読む)
横型製袋充填包装機
【課題】 被包装体の搬送姿勢を乱す要因を削減して、被包装体を安定して搬送できる横型製袋充填包装機を提供する。
【解決手段】 筒状の包装体Yの中に間隔を有して並べられる被包装体Xを包装体Yと共に搬送する第1搬送部1と、一対のシール体30により被包装体Xを個装するシール部3と、個装される被包装体Xを搬送する第2搬送部4とを備える横型製袋充填包装機において、第1搬送部1及び第2搬送部4は、シール部3側の端部同士が被包装体Xの搬送方向に沿って相対的に接離可能に構成され、しかも、回転するシール体30と干渉するのを防止すべく、シール体30が被包装体Xの搬送路に進入する前に、シール部3側の端部同士が離間して、シール体30が被包装体の搬送路から退出した後に、シール部3側の端部同士が接近するように構成されることを特徴とする。
(もっと読む)
横型製袋充填機のエンドシール装置
【課題】横型製袋充填機のエンドシール装置において、夫々のシール体を夫々任意の位置に自動停止し、夫々のシール体のシール面の清掃や夫々のシール体の交換等のメンテナンスを容易にする。
【解決手段】筒状フィルム24に対しエンドシールを施すエンドシール装置1において、各駆動モ−タ7,10により互いに反対向きX3,X5へ回転する上下両回転軸3,5には、夫々、噛合い位置Pで相対向するシール面間に筒状フィルム24を挟んでエンドシールを施すシール体2,4を配設している。所定の信号入力に基づき、各回転軸3,5の回転速度または回転量を変化させて夫々のシール体2,4のシール面を予め設定された停止位置で停止させるように、各駆動モ−タ7,10を駆動制御する制御手段39を備えている。
(もっと読む)
横型製袋充填機のエンドシール装置
【課題】包装条件に対応してシール体の揺動を切換え設定できる横型製袋充填機のエンドシール装置を提供する。
【解決手段】可動枠体22に第1回転軸30が回転自在に配設される。第1回転軸30に揺動自在に配設された揺動枠体32に、第1回転軸30と平行な第2回転軸34が回転自在に配設される。第1回転軸30および第2回転軸34には、半径方向に突出する第1のシール体36および第2のシール体38が配設される。両シール体36,38は、第1サーボモータ48により相互に反対方向に回転される。第2サーボモータ58で駆動される揺動機構62により揺動枠体32は、第1回転軸30を支点としてフィルム移送方向の前後に揺動される。入力手段74aにより、シール体36,38を揺動する揺動運転と揺動しない揺動停止運転との運転モードが切換え可能になっている。
(もっと読む)
横型製袋充填機の物品供給装置
【課題】物品が直接接触する送りコンベヤを、フィルムや製袋手段を脱着することなく外部に移動して、メンテナンスを容易に行なう。
【解決手段】機枠に配設した固定ガイド28,28に、移動手段22が前後方向にスライド自在に配設される。移動手段22の第2スライダ34,34に配設した基台36に、昇降体38が昇降自在に配設される。昇降体38に、送りコンベヤ18が着脱自在に配設される。昇降体38をエアシリンダ56で昇降動することで、送りコンベヤ18は、空所に臨んで供給コンベヤ12から供給される物品Wを筒状フィルムF中に移送可能な物品搬送位置と、それより下方に離間した降下位置との間を昇降動する。降下位置の送りコンベヤ18は、操作ハンドル46を把持して手前側に引張ることで、製袋手段10の一側方となる手前側の外部側方に離間した引出し位置に引出される。
(もっと読む)
21 - 40 / 99
[ Back to top ]