
Fターム[3E050GA02]の内容
基本的包装技術−容器成形充填 (14,831) | 包装体(形状、構造) (397) | 自立袋 (58)
Fターム[3E050GA02]に分類される特許
41 - 58 / 58
角底袋用縦形製袋充填包装機
【課題】角底の一部である三角フラップを見栄え良く形成することができる角底袋用縦形製袋充填包装機を提供する。
【解決手段】角底袋用縦形製袋充填包装機は、充填チューブ(2)に沿い角底袋の長さに対応する長さだけ筒状包材(CW1)の1次繰出しを実施する包材フィーダ(12)と、充填チューブ(2)の下端から横シーラ(18)の近傍まで延び、筒状包材(CW1)を角筒状包材(CW2)に形成する弾性変形可能な4本のリーフスプリング(32)と、角筒包材(CW2)に横シールを形成する横シーラ(18)が閉位置にある状態で、角筒状包材(CW2)の両側面の一部を押し込み、三角フラップを形成する一対の三角フラップ成形部材(34)とを備え、横シールの形成時、組みをなす2本ずつのリーフスプリング(32)はその下端間の間隔が縮小するように弾性変形し、この後、三角フラップ成形部材(34)による三角フラップの形成時、包材フィーダ(12)は筒状包材(CW1)の2次繰出しを実施する。
(もっと読む)
角底袋用縦形製袋充填包装機

【課題】1個当たりの角底袋の製造に要する時間を短縮し、その運転速度の高速化を図ることができる角底袋用縦形製袋充填包装機を提供する。
【解決手段】角底用縦形製袋充填包装機は、横シーラの(18)の下方に規定された折込み位置に一対の折込み部材(78)を備えており、横シーラ(18)による横シールの形成及び三角フラップ付き底部の成形と、折込み部材(78)による三角フラップ付き底部の平坦底への三角フラップの折込みとを並行して実施して角底袋を製造する。
(もっと読む)
製袋充填包装方法
【課題】四方シール包装体の製造方法のごとく、スタンドパウチ形式の袋を上から下方へ向かって連続製袋しかつ流動体を充填包装する製袋充填包装方法を提供すること。
【解決手段】一方の連続包材の前面部割当部分の内面と他方の連続包材の後面部割当部分の内面とを合わせるとともに底面部割当部分を二つ折りして三枚重ねとし両側部を溶着して襞部を形成し前面部割当部分と後面部割当部分との間に挟む。この状態で上から下へ移送するとともに、一対の連続包材の両側縁にサイドシールを施して二方シール筒とし、襞部に対応してボトムシールを施しかつ襞部の両端の打ち抜き部を通して前面部又は後面部を溶着してスタンドパウチタイプの包装袋とし、充填用パイプを通して包装対象の流動体を充填し、トップシールを施すとともに直ぐ上の襞部にボトムヒートシーラを閉じてボトムシールを施し切り離しカットする。
(もっと読む)
シール装置、包装充填装置及びシール方法
【課題】包装容器製造装置の中で、シール装置と加熱処理手段とを1カ所にまとめて設置し、シール加熱及び処理加熱を同時に行って、簡素な装置構造にすることができると共に、加熱手段・装置を容易に制御することができるシールする装置を提供する。
【解決手段】シール装置は、包装積層材料の横シールすべき帯域と接触する作用面11と、作用面11に設けられた高周波誘導加熱用導電部材12とを有するシールジョー13、及びカウンタージョーを備え、シールジョー13の側面14には、チューブ状包装積層材料の予備加熱すべき領域を加熱する予備加熱用導電部材15が配設されている。
(もっと読む)
流動食品の密封パッケージの山形部分を製造する折曲げ組立体および方法
互いに傾斜してシール(53) 位置にて結合される第1および第2の壁(67,69)と、第1および第2の壁(67,69)の対応する側縁を連結する折り代(70,71)とを有する流動食品用の密封パッケージ(2)の山形部分(61)を製造する折曲げ組立体(90)であって、折曲げ組立体(90)は、軸線(R)を有して一端(50a)における前記軸線(R)の反対両側に山形部分(61)を形成するように折曲げられる2つの端部分(51a,51b)を含み、前記端部分(51a,51b)はそれぞれ折曲げられる第1および第2の部分(52a,52b)を有するパック(3)を給送され、端部分(51a,51b)はそれぞれ折曲げられる第1および第2の部分(52a,52b)を有し、端部分(51a,51b)の間に位置するパック(3)の側面(55)によって結合されており、また、折曲げ組立体(90)は折り代(70,71)を形成するために軸線(R)の反対両側でパック(3)の第1および第2の部分(52a,52b)と相互作用して第2部分(52b)を側面(55)上に、そして第1部分(52a)を第2部分(52b)上に折重ねる折曲げ手段(100,101)を含むことを特徴とする。  (もっと読む)
(もっと読む)
包装体の製造方法、包装体の製造装置及び包装シート
【課題】生産性が良好で被包装物を取出しやすい包装体の製造方法、包装体の製造装置及び包装シートを提供する。
【解決手段】包装シートSをシリンダ3外周に筒状に巻付け、その合わせ目を縦シーラ32で縦方向に溶着し、包装シートSの下端部が横シーラ36で既に溶着された状態で、シリンダ30から被包装物を投入して包装シート内に充填後、シート引き手段により包装シートを所定寸法下方に引張り、包装シートの所定箇所を前記横シーラにより横方向に溶着し被包装物を封入する。そして、包装シートSを横シーラ36で溶着する際に、折り込み板35を一回おきに突き込ませ、包装シートSの両側に折り目2を形成した状態で溶着した部分と、包装シートSの両側に折り目2を形成せずに溶着した部分とを交互に形成する。その結果、一方に折り目2があり他方に折り目2がない包装体1を連続して生産性よく製造できる。
(もっと読む)
静止したタッカーバー機構
静止したタッカーバー機構は縦型の直立型袋及びガセットを形成した、平坦な底部を有する袋を構成するために使用される縦型の形成、充填、及び熱融着包装機械に取り付けられる。チューブ上に横断方向シールを形成するに先立って包装フィルムのチューブの対向する両側面に沿って1つか2つの縦の折り目を形成することにより、包装フィルムのシ―ト1枚から縦型の直立型袋や平坦な底部を有する袋を形成する。縦の折り目は静止したタッカーバーガセット形成機構を使用して形成される。タッカーバーガセット形成機構は包装フィルムのチューブの外側に設けられ、包装フィルムのチューブの内側に設けられる2つの形成プレートの間に配置される。タッカーバーガセット形成機構は操作中静止するが、多数の軸の配向に沿って調整可能である。 (もっと読む)
ピロー包装機用巻取原反
【課題】ピロー包装機を大型化することなく、内部に物品を収納して四隅に高剛性な柱状部が配設される包装袋を得られるようにしたピロー包装機用巻取原反を提供する。
【解決手段】シート2のセンターラインXに対称に形成されたZ状断面をなす一対の折込部3,3の内向き折り返し部分内面uを平坦部内面wに接合してなる接合柱状部3a,3aを連続状に設けると共に、その外側に対称に形成されたZ状断面をなす一対の外側折込部4,4の内向き折り返し部分内面uを平坦部内面wに接合してなる外側接合柱状部4a,4aを連続状に設けている。また、何れか一方の接合柱状部3aの外側にのみ外側折込部4が形成され、3条の柱状部3a,3a、(4A)が形成されるようにしてもよい。
(もっと読む)
縦形製袋充填包装機及び製袋充填包装方法
【課題】 扁平なトップシール及び両側の折込み部間に亘るボトムシールを有するガセット袋を綺麗な形状にて高速で製造可能な縦形製袋充填包装機及び製袋充填包装方法を提供する。
【解決手段】 縦形製袋充填包装機は、フィルム筒を角筒RCに成形する角筒成形ガイド14と、折込み部GSを形成するのに先立って、角筒RCの両側面に折込み部GSの下端をそれぞれ規定する一対の切れ目80を形成する切れ目カッタ12と、切れ目80よりも上側の角筒RCの部位に突き込まれて折込み部GSを形成可能な一対の折込みガイド20,22と、折込み部GSが形成された角筒RCにおける切れ目80よりも下側の部位にトップシールTSを形成し且つ上側の部位にボトムシールBSを形成可能な一対のヒータブロック26と、ボトムシールBSとトップシールTSとの間を切れ目80間に亘り分断する切断ナイフとを具備する。
(もっと読む)
封止装置及びこれを用いた製袋充填包装機
【課題】 流動性を有する充填物を内部の空気を抜いて密封包装した自立袋の包装機であって、内部に充填した充填物がシール領域に付着した充填物によるシール不良の発生しない自立袋製袋充填包装機を提供する。
【解決手段】 筒状フィルム内に充填物を充填した後、水平方向にライン状に熱シールする熱シール装置において、シールバー52の対向面52aのシールラインに直交する断面形状が円弧状或いは楕円形状であり、シールラインに直交する方向において、中央部近傍から端部に向かって延びる溝部55を複数本有する形態とする。
(もっと読む)
充填機
【課題】包材製造装置の寸法を小さくすることができ、構造を簡素化することができ、しかも、包装容器の品質を向上させることができるようにする。
【解決手段】搬送される包材の所定の箇所にパンチ穴を形成するパンチ装置と、前記包材の搬送方向におけるパンチ装置より下流側に配設され、前記パンチ穴をシールするためのテープを貼(ちょう)着する貼着装置とを有する。充填(てん)機において、包材にパンチ穴を形成し、パンチ穴をテープでシールすることができるので、包材を製造する際に窓用のパンチ穴を形成する必要がなくなる。したがって、包材製造装置の寸法を小さくすることができるとともに、構造を簡素化することができる。
(もっと読む)
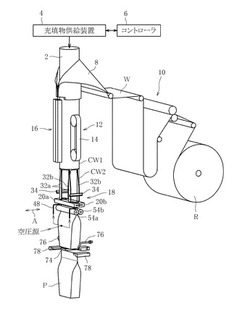
角底袋のための縦形製袋充填包装機
【課題】 簡単な構成して、見栄えの良い角底袋を成形可能な縦形製袋充填包装機を提供する。
【解決手段】 縦形製袋充填包装機は、角筒状のフィルム筒FTに横シールを形成すると同時に充填チューブ2の下端と協働して平坦底FBを形成する一対の横シールバー16a,16bと、平坦底FBの形成に伴い、この平坦底FBの両側に突出する三角耳Eを横シールバー16a,16bとの間にて直接的又は間接的に挟み込む一対の耳シールバー28と、横シールの切断により形成されたボトムシールBSを平坦底FB及び三角耳Eの下面に折り込んでヒートシールするボトムシール折込みプレート26と、ボトムシールBSの折込み後、三角耳Eを平坦底FBの下面に折り込んでヒートシールする一対の耳折込みプレート30とを備えている。
(もっと読む)
ガゼットを伴う平底の再閉止自在なパッケージ
起立する再閉止自在なパッケージは、上部及び底部シールと、長手方向シールとによって形成される。バックの末端はガゼット折りされて、そのパッケージを起立するための平坦で正方形の面を形成する。別のシールはそのパッケージの一方側部に沿って長手方向に形成されて、該パッケージの側部を形成し、当該パッケージの内部ボリュームを画成している。バックの上部は既存の縦ピロー充填及び包装技術と一致した方式でシールされる。パッケージの上部は再閉止自在造作を有し得る。更に本発明は、パッケージが形成されてシールされると該パッケージに所望内容を充填することを含む、前記再閉止自在起立パッケージを形成する方法を提供する。  (もっと読む)
(もっと読む)
角底袋成形方法における折り癖付け方法、角底袋成形装置における折り癖付け装置、角底袋及びそれを用いた袋包装体
【課題】角底部の折り癖を含む帯状の領域を熱変成させることにより、形状保持性と陳列したときの自立性に優れた角底袋成形方法における折り癖付け方法、角底袋成形装置における折り癖付け装置、折り癖の付いた角底袋、及びそれを用いた袋包装体を提供する。
【解決手段】袋の角筒胴部と角底部との境となる予定の線状部分に、成形具40,41の折り癖形成刃44と折り癖形成溝45を備えた成形型42,43で折り目の両側で折れ曲がった状態を維持可能な横断方向に延びる折り癖が包装材62に付けられる。その結果、そうした包装材を成形して角底袋又はそれを用いた袋包装体としたときに、角底袋又は袋包装体が角筒胴部と角底部との境界に明確な折り癖を付け且つその両側で折れ曲がった状態を維持する形状保持性と陳列状態での自立性が極めて高いものとなる。
(もっと読む)
平坦底部を有する袋の製造方法
鉛直直立袋、フラットボトムバッグ、即ち可撓性を有するパッケージと、その製造方法とは、現存する直立形成充填密封装置に対する迅速交換モジュールによる変更を含む。本発明は、包装フィルムチューブ上に横方向シールを形成する前に、チューブに沿って鉛直方向に延びる1個または2個の襞を形成することにより、包装フィルムの単一シートから鉛直直立袋またはフラットボトムバッグを形成する。この襞は、先行技術による直立形成充填密封装置に、形成チューブの底部に対して容易に取り付けられる迅速交換モジュール(94)による従来の直立した形成充填密封装置の一部改良部材(104,105)により形成される。 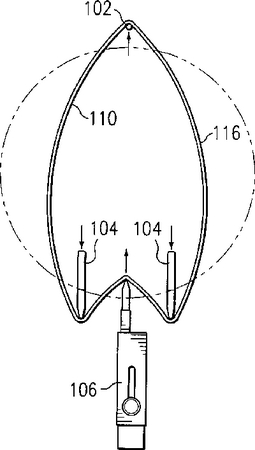 (もっと読む)
(もっと読む)
ジッパーシール迅速変更モジュールを備えた縦型起立パウチ
既存の縦型形成充填包装機への迅速変更モジュールの改良によって構成される、ジッパーシール機構が組み入れられた縦型起立パウチ又は可撓性包装容器及びそれらの製造方法。本発明は包装フィルム管の第1側面にジッパーシール機構を導入し、且つ管に横方向シールを形成する前に管に沿って縦方向ひだを形成することにより、単一シートの包装フィルムから縦型起立パウチを製造する工程を含む。ジッパーシール機構は管を形成する長手シームに沿って包装フィルムシートを封着する前に、包装フィルムに取り付けられ、形成管基底に簡易に装着される迅速変更モジュールを部分的に含む。同様に、ひだは従来の縦型形成充填封着機に固定又は静止改良物を使用して形成され、縦型形成充填封着機は形成管の基底に簡単に装着される迅速変更モジュールを部分的に含む。 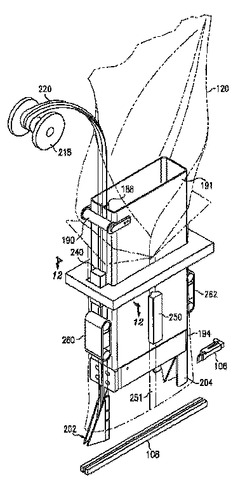 (もっと読む)
(もっと読む)
包装充填装置及び横シール装置
シールの状態をオペレータにより定期的にチェックする必要がなく、自動的に制御して最適のシール品質を得ることができる包装充填装置を提供する。包装充填装置の横シール装置48が、高周波発信器1と、操作器2と、高周波発信器からの出力を受けて該包材に磁界を発生するインダクターとを含み、横シール23の品質に影響を及ぼす複数の影響要因と横シールの品質との統計的関係に基づいて、操作器に対して制御信号を送信するシール品質制御手段4を備える。 (もっと読む)
パッケ―ジ製造方法及びパッケ―ジ
【課題】 端面の外観を向上させることができ、折り畳みによる包材の劣化を押さえることができると共に、吸い口の取り付けを簡単に行うことができるパッケージを製造する。
【解決手段】 胴部13の両端面14,15にシール部16,17が一体的に設けられた成形途上のセミパッケージ12の両端面14,15を押圧し、シール部16,17の長手方向の両側を両端面14,15から突出させて一対のフラップ19,20を形成する。両端面14,15のフラップ19,20の内、少なくとも一方の端面14のフラップ19,20を胴部13側に折り畳んで接合することによりパッケージ11とする。包材の折り畳み数が少なく、包材が劣化することがなく、端面14の外観が向上し、端面14に吸い口部材を簡単に取り付けることができる。
(もっと読む)
41 - 58 / 58
[ Back to top ]