
Fターム[3E050GA02]の内容
基本的包装技術−容器成形充填 (14,831) | 包装体(形状、構造) (397) | 自立袋 (58)
Fターム[3E050GA02]に分類される特許
21 - 40 / 58
包装袋、該包装袋の製造方法および製袋充填包装機
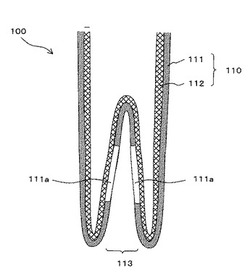
【課題】フィルムに穴を開けることなく、フィルムが内側に折り込まれた部分での熱融着を安定した包装袋を提供する。
【解決手段】スタンディングパウチ100は、基材層111と熱融着層112とを積層したフィルム110を用い、熱融着層112を内側として外周が熱融着されて形成される。スタンディングパウチ100の底部は、フィルム110が内側に折り込まれて構成され、この部分を広げることでスタンディングパウチ100は自立できる。スタンディングパウチ100の底部の幅方向両側部において、フィルム110が内側に折り込まれることで基材層111同士が対向した折り込み部113で、熱融着層112を残して基材層111が除去されており、この部位でフィルム110が熱融着されている。
(もっと読む)
自立包装袋およびその製造方法

【課題】前後の積層フィルムとは別体になる底面用積層フィルムを用いることに起因する問題点をことごとく解決して、破袋強度を大きく向上させた自立包装袋提供する。
【解決手段】ベースフィルム層およびシーラント層を具える積層フィルム1を、シーラント層を向き合わせて折返すとともに、U字状をなす折返し端部分を折返しフィルムの内側へW字状に押込み変形させた姿勢で、その押込み変形部分のシーラント層を、構成される包装袋の幅方向に間隔をおいて山形状にヒートシールするとともに、各山形状ヒートシール部3に隣接する位置で、包装袋のそれぞれの側部を特定するヒートシールを施してなる。
(もっと読む)
製袋充填包装機および製袋充填包装方法
【課題】口栓を有し、かつフィルム部材のみによって構成された自立袋を製造する。
【解決手段】製袋充填包装機は、内袋を形成する内袋フィルム2と、内袋を覆う外袋フィルム1とを互いに重ねた状態で下方に送りつつ製袋して製品を充填する。製袋充填包装機は、製袋ガイド11及び折り込みガイド14を通って搬送されたフィルム1,2の折り込み部を熱シールするボトムシール機構30と、筒状に製袋された内袋フィルムの両側端部に口栓形成部を形成するカッタを備え、かつ内袋フィルム2の両側端部を熱シールする内袋トップシール機構20と、筒状に製袋された外袋フィルム1の両側端部を熱シールする外袋トップシール機構40と、を備えている。これらのシール機構の下方には、フィルム1,2を横方向に熱シールする側シール機構50設けられている。
(もっと読む)
製袋包装機
【課題】連続動作によって袋の底折りを確実に行なうことが可能な製袋包装機を提供することにある。
【解決手段】製袋包装機3は、搬送部6と、横シール機構17と、底部加熱手段21と、を備えている。搬送部6は、筒状の包材を連続的に搬送する。横シール機構17は、筒状の包材を横方向にシールするとともに、シールによって形成された袋を後続の包材から切り離す。底部加熱手段21は、横シール機構17の下方に配置される。底部加熱手段21は、横シール機構17によって包材から切り離されて落下する袋の底部に当接し、袋の底部を加熱する。
(もっと読む)
製袋包装機
【課題】ヘム部を安定して形成する製袋包装機を提供する。
【解決手段】製袋包装機は、製袋包装部と、包装材供給部と、溝形成部材330と、板状部材と、接着補助部材334とを備える。溝形成部材は、包装材供給部によって供給された包装材が製袋包装部に搬送される経路に配置される。また、溝形成部材は、包装材の搬送方向上流から下流に伸びる溝を有する。板状部材は、溝に入り込み、溝形成部材に沿って搬送される包装材を部分的にV字状に折り曲げる。接着補助部材は、折り曲げ部を接着させてヘム部を形成する。折り曲げ部は、部分的にV字状に折り曲げられた包装材の部分である。また、溝形成部材は、ヒーターブロックである。溝形成部材は、溝の表面に接する折り曲げ部に熱を与える。接着補助部材は、摺動面を有する。摺動面は、折り曲げ部の幅方向両側に位置する。接着補助部材は、摺動面の間を通過する折り曲げ部を接着させる。
(もっと読む)
製袋包装機
【課題】安定してガセット型の袋を形成することができる製袋包装機を提供する。
【解決手段】製袋包装機1は、
成形機構50と、ヘム部形成機構33と、シール機構15,17と、はがし部544とを備える。成形機構は、被包装物を包装する包装材をシート状から筒状に成形する。ヘム部形成機構は、成形機構に対し、包装材の搬送方向上流に配置され、包装材に本体部とヘム部とを形成する。シール機構は、成形機構に対し、包装材の搬送方向下流に配置される。また、シール機構は、成形機構によって筒状に成形された包装材をシールする。はがし部は、ヘム部形成機構からシール機構までの包装材が搬送される経路において、ヘム部を本体部からはがす。
(もっと読む)
縦形製袋充填包装機
【課題】充填物が粉粒体であっても、その充填動作を正確且つ確実に行うことができる縦形製袋充填包装機を提供する。
【解決手段】縦形製袋充填包装機は、その上部の円筒成形ガイド筒(2U)にて筒状包材を成形し、その下部の角筒成形ガイド筒(2L)にて筒状包材を角筒状包材に成形する製袋チューブ(2)と、角筒成形ガイド筒(2L)に衝撃を付与するノッカー装置(48)と、角筒成形ガイド筒(2L)の下端縁に形成された一対の切欠(68)とを備える。
(もっと読む)
製袋包装機
【課題】シール部にしわやダーツがなく、見栄えのよい角底を形成することが可能な製袋包装機を提供する。
【解決手段】製袋包装機3は、プルダウンベルト機構14と、横シール機構18と、ガイド機構16と、底面生成機構17とを備えている。プルダウンベルト機構14は、フィルムFを搬送する。横シール機構18は、フィルムFの搬送方向と交差する左右方向にシールする。ガイド機構16は、横シール機構18によってフィルムFをシールした後、フィルムFの内側から搬送方向および左右方向に交差する前後方向にフィルムFを押し広げる。底面生成機構17は、横シール機構18とガイド機構16との間に配置されており、フィルムFの底面部を形成する。
(もっと読む)
三角フラップ付き角底袋用縦形製袋充填包装機
【課題】充填物が粉粒体であっても、粉粒体の噛み込みによる不具合を被ることがなく、角底袋の製造を可能とした角底袋用縦形製袋充填包装機を提供する。
【解決手段】角底袋用縦形製袋充填包装機は、製袋チューブ2の下端から延び、筒状包材WCを角筒状包材WBに成形する角筒成形ガイド筒18と、この角筒成形ガイド筒18の下方に設けられ、角筒状包材WBに横シールを形成する横シーラ24と、横シールの形成時、横シーラ24の上側で角筒成形ガイド筒18の両側にそれぞれ形成される傾斜フラップEFを三角フラップと、角筒状包材WBの側面に連なる平坦面FSとに変形させる一対の三角フラップ形成部材34と、横シールの形成に先立ち、角筒状包材WBの1次繰出しを実施する包材フィーダ12とを備え、傾斜フラップEFの変形を可能とすべく、包材フィーダ12は角筒状包材WBの2次繰出しを実施し、一方、角筒成形ガイド筒18と横シーラ24との間には所定の間隔が確保されている。
(もっと読む)
自動包装機
【課題】 被包装物の種類,大きさ,形状を問わず、自立させることのできる包装体を製造する自動包装機を提供すること
【解決手段】 連続して引き出される帯状フィルム11を筒状に形成する製袋器14と、その筒状に形成された筒状フィルムの重合端にシールを施すセンターシール装置と、そのセンターシール装置の下流側に配設され、筒状フィルムの幅方向にシール・カットを施すエンドシール装置とを備えた自動包装機において、製袋器の上流側に、帯状フィルムの進行方向と直交方向に折り目を付ける第2フィルム折り癖付け装置50を設ける。エンドシール装置では、この癖付け装置50で形成された折り目に沿って(所定距離をおいて)エンドシールされる。
(もっと読む)
縦形製袋充填包装機
【課題】上部が扁平で且つ下部がガセット角底の袋を製造するに際し、ガセット折りを綺麗に形成することができる縦形製袋充填包装機を提供する。
【解決手段】縦形製袋充填包装機は、筒状包材TFの両側部がガセット折り板24L,24Rによりガセット折りされる前に、対応する側の側部の凸縁Xに接触し、この凸縁Xを平坦面とする平坦化部材50L,50Rを備える。
(もっと読む)
縦形製袋充填包装機
【課題】横シール部に内容物を残留させることなく高精度な横シールを行う。
【解決手段】縦形製袋充填包装機の横シーラのヒータブロック9a,9bを支持するヒータブラケット25,29には一対の遮断板15とストッパ44を対向させてプレート43にそれぞれ連結する。遮断板15とストッパ44はヒータブロック9a,9bより突出し、ストッパ44同士が当接した状態で遮断板15の先端面は筒状フィルムf1を挟んで階段状の間隙を形成する。ヒータブロックは、ストッパ44と遮断板15に所定時間遅れて筒状フィルムf1を挟持して横シールする。一対の遮断板15は上面を同一平面に形成し、ストッパ44同士が当接するまで、各遮断板15と対応するヒータブロックとの間隔はコイルスプリングの弾性力により一定に維持される。
(もっと読む)
袋包装体整形装置
【課題】包装機が製造した袋包装体に対して、搬出装置における搬出中に、簡単な構造でありながら十分な折り癖を付ける時間的な余裕を与えて、確実な整形を行うことができる袋包装体整形装置を提供する。
【解決手段】横型の逆ピロー包装機1が製造した袋包装体Pは、排出側において搬出コンベア13によって搬出される。搬出コンベア13から搬出された袋包装体Pは、搬出コンベア13とは段差Eを以て下方に配設された加熱コンベアとしての回転コンベア20に移載される。袋包装体Pは、ガゼットが折り込まれた端部を底部として回転コンベア20にされ、搬送中に回転コンベア20から加熱されてガゼット折り込みの折り癖が付けられるので、ガゼット折り込みがされた底部の整形を行う時間を十分確保することができる。
(もっと読む)
ガセット角底袋の縦形製袋充填包装機及びその製造方法
【課題】角底を形成する底部三角ガセット内への内容物の侵入を確実に防止し、綺麗な角底のガセット角底袋を製造できる縦形製袋充填包装機及びその製造方法を提供することにある。
【解決手段】ガセット角底袋の製造方法を実施する縦形製袋充填包装機は、横シーラ(14)の上方に設けられ、横シールの形成前に筒状包材(F2)の両側に垂直ガセットをそれぞれ形成する上下のガセット折り板(30a,30b)と、横シーラ(14)に取付けられ、横シール(Sy)の上側にて、ガセット角底袋の角底を形成するための底部三角ガセット(BG)の内側境界を筒状包材(F2)の内面同士をヒートシールにより密着させた斜めシール(Sk)として形成する三角シーラ(42)と、横シーラ(14)の開作動時、筒状包材(F2)を拡開させ、横シール(Sy)の上側部分を角底に形成する一対の拡開ガイド(40)とを備える。
(もっと読む)
ピロー包装用原反及びピロー包装体
【課題】正面部、背面部及びサイドガセット部を有するピロー包装体であって、外観を良好にするとともに変形しにくいようにしたピロー包装体及びこのピロー包装体を製袋するためのピロー包装用原反を提供する。
【解決手段】本発明のピロー包装用原反は、正面部と背面部とサイドガセット部とを備えたピロー包装体を製袋するための帯状に連続しているシート10にテープ15が連続して貼着されている。このテープ15のエッジは、前記正面部とサイドガセット部及び/又は背面部とサイドガセット部との境界をなすいずれか1本ないし全4本のシートの折曲線部に一致して貼着されている。また、本発明のピロー包装体は、前記ピロー包装用原反の両側部が重ね合わされてセンターシールされ、幅方向にエンドシールした封止部が設けられ、前記正面部とサイドガセット部との境界部及び/又は背面部とサイドガセット部との境界部にエッジが重なり合うテープが貼着されている。
(もっと読む)
製袋包装機の横シール機構
【課題】筒状の包材を損傷させることなくその側面部に折り込みを形成することにより、ガセット型の袋の仕上がり品質を向上させる。
【解決手段】製袋包装機1は、角筒状フィルムFcからガセット型の袋を製造する。そして、製袋包装機1の横シール機構17は、左右一対の上部ガセット形成部材91,91と、前後一対のシールジョー90,90とを備える。上部ガセット形成部材91,91は、角筒状フィルムFcの右側面部F1および左側面部F3が角筒状フィルムFcの内側に折り込まれるように、角筒状フィルムFcの右側面部F1および左側面部F3に向けてエアを噴出する。シールジョー90,90は、右側面部F1および左側面部F3が折り込まれた状態の角筒状フィルムFcを横方向に熱シールする。
(もっと読む)
容器検査方法及び容器検査装置
【課題】容器を正確に品質検査することができる容器検査方法及び容器検査装置を提供する。
【解決手段】容器頂壁のフィンが折り畳まれた容器14を、連続的に並進させて搬送する搬送手段と、容器の頂壁のフィン23端を覗くように容器の斜め側方向に配設され、照射光を照射する光源30と、容器の頂壁のフィンの上方に配設され、フィン端から反射光を検知する画像センサ31と、画像センサが検知した反射光のパターンから、容器の良否を判定する判定手段と、判定手段からの出力に基づいて、不良品を排出する排出手段とを含むことである。
(もっと読む)
ヒダ付き自立性包装袋、ヒダ付き自立性包装体、ヒダ付き自立性包装体用原反ロール及びヒダ付き自立性包装体の製造方法
【課題】ヒダ付き自立性包装材料のリブと直交するヒダとの交叉部におけるヒートシール性を向上することを目的とする。さらにリブと直交するヒダとの交叉部をより鋭角に屈曲することによりヒダ付き自立性包装材料の自立安定性を向上し、優れた意匠性を付与することを目的とする。
【解決手段】包装袋の上下方向に包材の端縁における内面同士が接着された合掌状のリブを有し、かつ包装袋の上下方向に対して直角方向に帯状に三枚重ねとなるように折り返して該折り返し部分の内面同士を接着してなる一以上のヒダが延伸されたヒダ付き自立性包装袋において、少なくとも折り畳まれた底面部と外周部との稜に形成されヒダが外周部から延長して同一平面を形成し、前記底面部とヒダ裏面上端とは略直角に形成され、前記ヒダが前記リブと交叉する部分に切欠部を有することを特徴とする。
(もっと読む)
包装充填装置及び包装充填方法
【課題】ローラに樹脂片やテープ片が貼り付いたり、ローラや包装積層材料が一部欠損して、十分にローラによって押圧することができなくても、それらの不都合を包装充填装置の運転中に検知して、包装充填装置から製造された容器から、包装充填装置の運転を停止することなく、シール不良容器を取り除くことができ、別途、シール検査装置若しくは検査要員を必要としない包装充填装置及び包装充填方法を提供する。
【解決手段】包装充填装置25は、プレッシャローラ20と、包装積層材料1aの縦シール部及び第2帯状包装材料1bを挟んで回転自在に配設されたカウンタローラ21と、測定信号を発生させるロードセル22と、接着の異常を検出する監視処理手段23とを有する。包装容器14のラインからシール不良容器を追跡しラインから排出する排出装置24を備える。
(もっと読む)
紙容器横シール検査装置と紙容器横シール検査方法
【課題】横シール不良の紙容器の出荷を確実に防ぐことができる紙容器横シール検査装置と紙容器横シール検査方法を提供する。
【解決手段】
紙容器30は一側面30aを進行方向に向けてコンベヤー35上を移動する。紙容器30の側面30aに固着される天面横シール26の固着状態を検査する紙容器横シール検査装置36が検出手段37と制御手段38と排出手段39とで構成される。検出手段37は紙容器30と非接触で、天面横シール26の近傍を狙って紙容器30の天面30cに平行且つ側面30aと平行に設けられる第一検出部41と天面30cにおける天面横シール26の近傍で天面30cと垂直方向に設けられる第二検出部42とから成る。第一検出部41は発光素子部41aと受光素子部41bと光軸41cによる透過型の光電スイッチで、第二検出部42はアルミ検知用近接スイッチが使用される。
(もっと読む)
21 - 40 / 58
[ Back to top ]