
Fターム[3E050HA02]の内容
基本的包装技術−容器成形充填 (14,831) | 検知、制御(検知) (706) | 検知対象 (201)
Fターム[3E050HA02]に分類される特許
121 - 140 / 201
包装体の製造方法、包装体の製造装置及び包装シート
【課題】生産性が良好で被包装物を取出しやすい包装体の製造方法、包装体の製造装置及び包装シートを提供する。
【解決手段】包装シートSをシリンダ3外周に筒状に巻付け、その合わせ目を縦シーラ32で縦方向に溶着し、包装シートSの下端部が横シーラ36で既に溶着された状態で、シリンダ30から被包装物を投入して包装シート内に充填後、シート引き手段により包装シートを所定寸法下方に引張り、包装シートの所定箇所を前記横シーラにより横方向に溶着し被包装物を封入する。そして、包装シートSを横シーラ36で溶着する際に、折り込み板35を一回おきに突き込ませ、包装シートSの両側に折り目2を形成した状態で溶着した部分と、包装シートSの両側に折り目2を形成せずに溶着した部分とを交互に形成する。その結果、一方に折り目2があり他方に折り目2がない包装体1を連続して生産性よく製造できる。
(もっと読む)
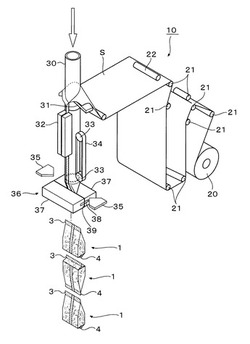
長尺物の包装装置並びに該包装装置を用いた長尺物の包装システム

【課題】作業効率に優れた長尺物の包装装置並びに該包装装置を用いた包装システムを提供する。
【解決手段】長尺物Aを袋体Yで包装するのに用いられる包装装置10であって、外面に袋体Yが装着可能で、且つ、内部に長尺物Aが挿通可能である筒状の包装装置本体22と、包装装置本体22の開口端部22a,22bが向く方向を袋体Yの供給方向と一致する方向と、長尺物Aの供給方向と一致する方向とに切り替える切替機構24とを備える。この発明では、袋体Yの装着並びに長尺物Aの挿通が行われる包装装置本体22の開口端部22a,22bが向く方向を切替機構24によって袋体Yの供給方向と一致する方向と、長尺物Aの供給方向と一致する方向とに切り替えることができるので、袋体Yの装着作業或いは長尺物Aの挿通作業の度に包装装置本体22の位置調整を行う必要はない。
(もっと読む)
日付表示付き小袋包装体及びその小袋包装体の製造方法
【課題】小袋包装体の日付表示部から印字由来のインキがはがれて小袋内容物、或いは小袋包装体を添付した商品に混入させることなく、レーザー光線を用いても小袋包装体の積層内のフィルムに影響を与えずに明確な印字表示を付した小袋包装体とその製造方法を提供する。
【解決手段】小袋包装体の基材フィルムの外層フィルムの内側に発色剤含有インキと白色インキを積層した日付印刷インキ層を挟装すると共に、該日付印刷インキ層をレーザー光照射により発色させてある日付表示付き小袋包装体及びその製造方法
(もっと読む)
包装容器製造装置及び包装容器製造方法
【課題】ストリップテープを包材の適正な位置に貼(ちょう)着することができるとともに、縦シールを良好に行うことができるようにする。
【解決手段】貼着部材と、包材の縁を検出するための第1の検出部と、ストリップテープ12の縁を検出するための第2の検出部と、包材に対するストリップテープ12の位置の判定を行う位置判定処理手段と、ストリップテープ12の包材に対する位置を矯正する位置矯正処理手段とを有する。第1、第2の検出部の出力に基づいて、ストリップテープ12の包材に対する位置の判定を行い、位置の判定結果に基づいて、ストリップテープ12の包材に対する位置を矯正するようになっているので、包材に対してストリップテープ12が包材の適正な位置に置かれる。
(もっと読む)
プラスチックフィルムをヒートシールする方法
【課題】フィルム送り時間とフィルム停止時間とを決めてフィルム送りを行うとき、加工サイクル時間とフィルム停止時間との両方から狭められる選定条件の中でヒートシール時間を長短変更する幅を大きくとれて可動シールバー駆動機構の作動制御をコンピュータが容易に行える、プラスチックフィルムをヒートシールする方法。
【解決手段】 可動シールバー駆動機構50を作動することにより可動シールバー32,42をプラスチックフィルムF1に密着してヒートシールを行い、Xの所要時間停止し、次いで、可動シールバー32,42を上昇位置へ上昇復帰させ、等速回転と回転停止との組み合わせる。
(もっと読む)
遊技機用梱包機
【課題】遊技機を四方封止状態に梱包するに当たり、装置の大型化を招くことなく梱包作業の効率を改善すると共に、見栄えよく梱包し、機械の故障等を防止する。
【解決手段】パチンコ機用梱包機1は、コンベア装置10、L字形溶着・溶断装置20、ガイド部材30、チェーン式押圧装置40及びフィルム回収装置50を備える。L字形溶着・溶断装置20は、水平腕21と垂直腕22とからなるL字形で、フィルム材2の上端を溶着する第1溶着部23と下方に伸びる第2溶着部24によるL字形の溶着部と、第1溶着部23の上方の外側溶断部25と第2溶着部24の後方の後方溶断部26によるL字形の溶断部とを備える。また、後方溶断部26の後方に第3溶着部27も備えている。L字形溶着・溶断装置20は、第1溶着部,第2溶着部,第3溶着部,後方切断部及び外側切断部を同時に作動させ得る装置として構成されている。
(もっと読む)
包材及び充填機
【課題】包材の位置決めを正確に行うことができ、シールする位置、切断又は裁断する位置等を正確に決定することができるようにする。
【解決手段】外側の表面に検出用マークが形成され、充填(てん)機において所定の加工が行われて包装容器になる。検出用マークは複数のマーク要素m1〜m7を備え、各マーク要素m1〜m7のうちの、少なくとも所定のマーク要素が磁気材料で形成される。検出用マークは複数のマーク要素m1〜m7を備え、各マーク要素m1〜m7のうちの、少なくとも所定のマーク要素が磁気材料で形成されるので、検出用マークを磁気的に検出することができる。包材10の外側の表面に外装用として印刷されたデザインを、位置決め用の検出用マークと誤って検出することがなくなる。包材10の位置決めを正確に行うことができる。
(もっと読む)
製袋包装機
【課題】製袋包装機においてシールジョーの交換に伴う操作を容易にすることにより、シールジョーの動作に不具合が生じる可能性を低減する。
【解決手段】製袋包装機1は、シールジョー51,52と、アーム部材92a〜92dと、タグリーダ22と、設定ブロック20aとを備え、包材をシールして製袋しつつ被包装物を充填する。シールジョー51,52は、ICタグ54を有し、包材をシールする。アーム部材92a〜92dは、シールジョー51,52を交換可能に収容する。タグリーダ22は、シールジョー51,52がアーム部材92a〜92dにより収容された状態において、ICタグ54からシールジョー51,52を識別する識別情報を読み取る。設定ブロック20aは、タグリーダ22により読み取られた識別情報に基づいて、シールジョー51,52の包装動作条件を設定する。
(もっと読む)
薬剤包装装置及び薬剤包装装置の制御方法
【課題】 薬剤包装装置において分包紙を識別することを課題とする。
【解決手段】 薬剤を包装する分包紙が巻回された分包紙用紙管と、分包紙に薬剤を投入する薬剤投入手段と、薬剤の投入された該分包紙を熱溶着して密封する熱溶着手段と、薬剤投入手段及び熱溶着手段の駆動を制御するマイクロコンピュータとを備え、分包紙用紙管には分包紙の材質、厚さ、幅のうち少なくともひとつの分包紙情報を示す識別子が設けられ、識別子を読取る読取手段を備え、マイクロコンピュータには所定の分包紙情報が予め記憶されており、分包紙用紙管が回転してマイクロコンピュータに記憶された分包紙情報とは異なる分包紙情報が読取手段で読み取られた場合には、マイクロコンピュータは、薬剤投入手段及び熱溶着手段の駆動を停止させるよう構成されている薬剤包装装置。
(もっと読む)
PTP包装体ならびにその製造方法および検査方法
【課題】内容物の有無を外観から容易に確認できるPTP包装体とその製造方法を提供し、また、PTP包装体における内容物の有無を容易に検査できる検査方法を提供する。
【解決手段】PTP包装体10は、内容物12を収容するポケット20を有する容器本体16と、ポケット20の開口部を閉塞するシート状の蓋材18とを備えており、ポケット20の深さは、内容物12の高さよりも浅く設定されている。そして、内容物12を収容した状態では、内容物12のポケット20からはみ出した側の端面に蓋材18が密接される。したがって、「蓋材18が膨らんでいるか否か」を調べることによって、または、「内容物12が接することで生じる模様Aが蓋材18の表面に現れているか否か」を調べることによって、内容物12の有無を容易に確認できる。
(もっと読む)
錠剤投入装置及びPTPシートの製造装置
【課題】錠剤から生じる粉塵を効果的に除去可能で、ポケット部内への粉塵の混入を抑止可能な錠剤投入装置及びPTPシートの製造装置を提供する。
【解決手段】ボウルフィーダ31の直下に配置された集塵機構40は、略密閉状態で、コイルシュータ33の上部区間を収容している。そして、吸引口41aを介した空気の吸引により、コイルシュータ33の上部区間における集塵を実現する。一方、吹付け機構60では、流入口62bを介した空気の供給により、案内経路に沿って形成された複数の噴射孔61bから、コイルシュータ33を通過する錠剤5に対し、繰り返し、また、複数方向から空気を吹き付ける。そして、投入シュータ32の直上に配置された集塵機構50は、吸引口51aを介した空気の吸引により、吹付け機構60にて錠剤5表面から取り除かれて浮遊する粉塵の除去を主として、コイルシュータ33の下部空間における集塵を実現する。
(もっと読む)
PTPシートの製造装置及び製造システム
【課題】PTPシートを打抜いた後に生じるフィルム端材を、効率的かつ適切に処理可能なPTPシートの製造装置及び、製造システムを提供する。
【解決手段】シート打抜装置26よりも上方に配置され、下方に十分なスペースが確保された裁断装置30にて、PTPシート1を打抜いた後のフィルム端材28を裁断する。これにより、スクラップ用ホッパ50の高さ(記号h)を十分に確保し、スクラップ用ホッパ50の交換頻度を低減させる。ここで、長手方向に連続する帯状のフィルム端材28を、搬送用ローラ41〜44に掛け渡し、裁断装置30へ至るまでは裁断することなく、PTPシート1が打ち抜かれた後の帯状を維持したまま、搬送するようにする。
(もっと読む)
充填機制御装置及び充填機制御方法
【課題】無用に包装容器が廃棄されることがなく、包装容器のコストを低くすることができるようにする。
【解決手段】周期的にセンサ出力を発生させるセンサと、センサ出力を入力信号として受けて計時を行い、学習間隔を算出する学習間隔算出処理手段と、学習間隔を受けて計時を行い、計時の終了に伴って学習出力を発生させる学習出力発生処理手段と、最新の入力信号を受けたタイミングを最新入力タイミングとし、学習出力を受けたタイミングを学習入力タイミングとし、最新入力タイミングが学習入力タイミングより早いかどうかを判断するタイミング判定処理手段と、最新入力タイミングが学習入力タイミングより早いかどうかの判断に基づいて検出出力を発生させる検出出力発生処理手段とを有する。
(もっと読む)
製袋包装装置及び計量包装システム
【課題】適切な包装袋を形成する可能な製袋包装装置を提供する。
【解決手段】シールジョー対191及び192は、それぞれ、筒状のフィルムFLを挟み込んでシールしながら、筒状のフィルムFLに追随して運動する直線部分と、筒状のフィルムFLから離隔して運動する円弧部分とからなる軌跡GL及びGRを繰り返し描くように、回転駆動用サーボモータ197及び水平駆動用サーボモータ198によって駆動される。回転駆動用サーボモータ197及び水平駆動用サーボモータ198は、直線部分から円弧部分への移行直前において、シールジョー対191及び192の速度の、筒状のフィルムFLの搬送方向の成分が、筒状のフィルムFLの搬送速度VFより速くなるように、シールジョー対191及び192を駆動する。
(もっと読む)
計量包装装置及び計量包装システム
【課題】計量包装装置の稼働率を向上させる。
【解決手段】計量包装装置10の組合せ計量部11は、複数の計量対象91の各々の重量に基づいて当該複数の計量対象91を組み合わせて包装対象92として排出する。製袋包装部12は、組合せ計量部11から排出された包装対象92を包装袋93へ袋詰する袋詰処理を繰り返し実行する。計量包装装置10は、過重量の包装対象が発生した場合に、排出処理及び袋詰処理を繰り返し実行することを継続しつつ、製袋包装部12は、過重量の包装対象の袋詰先の包装袋のサイズを、通常の包装対象の袋詰先の包装袋のサイズより大きくする。
(もっと読む)
製袋包装機及び該製袋包装機を備えた包装箱詰めシステム
【課題】 包装機の構造を徒に複雑化させることなく、袋厚みを調整可能な製袋包装機を提供する。
【解決手段】 シールジョー23,23を、包材移送方向への移動中、所定の間隔Wに保った後、対接させることにより筒状包材Faを幅方向に横シールして袋に成形させる場合に、各シールジョー23に、前記所定の間隔Wに保たれている間、該シールジョー23に対して一定の位置関係を保って袋を挟みつけることにより製袋する袋の厚みを調整する厚み調整部材58を取り付けると共に、シールジョー23の前記所定の間隔Wを調整可能とする。
(もっと読む)
供給装置、縦型製袋包装機、および計量包装システム
【課題】容易に供給ローラのロール径を演算することができる供給装置、縦型製袋包装機、および計量包装システムを提供する。
【解決手段】角度変位検出部81は、エンコーダ51によって検知された供給ローラ50の回転量(検知結果)に基づいて、供給ローラ50の角度変位を検出する。移動変位検出部84は、変位検知部60の検知結果に基づいてダンサーローラバー45の移動変位を検出する。ロール径演算部85は、包材TFの供給が停止した状態において、供給ローラ50を逆回転させて包材TFを供給ローラ50に巻き取った場合に検出される供給ローラ50の角度変位とダンサーローラバー45の移動変位と、に基づいて供給ローラ50のロール径RDを演算する。
(もっと読む)
PTPシートの製造装置
【課題】落下などによる衝撃が加わったとしても破損しにくいPTPシートを製造可能なPTPシートの製造装置を提供する。
【解決手段】フィルム受けロール19の両端部に凹部31を設け、凹部31に対応する部分が、加熱ロール20に接触はするものの、圧力がほぼ0の状態で接触するようにし、加熱ロール20からの熱がほとんど伝達されないようにする。そのため、加熱ロール20の熱によるシーラントの融解は生じず、この部分は、シール目の形成されない非取着部分となる。このような非取着部分を有するPTPフィルムから、打抜き装置による打ち抜きを行い、PTPシートを製造する。PTPシートは、4角に略L字型でシール目が形成されていない非取着部分を有するものとなる。
(もっと読む)
PTPシートの製造装置
【課題】密封用フィルムにコードが付されるPTPシートを製造するにあたり、被包装物である錠剤と密封用フィルムに付されたコードとが対応しているか否かを容易に確認可能なPTPシートの製造装置を提供する。
【解決手段】バーコードリーダ45によって密封用フィルム4に付されたバーコード7が読み取られる。そして、変換手段47にて作業者が認識可能な情報へ変換され、モニタ48に表示される。また、品種特定手段41が、カメラ17a,23aから出力される画像から、錠剤データベース42を参照して錠剤5の品種を特定し、品種情報取得手段43は、品種情報データベース44を参照し、錠剤5の品種及び関連情報からなる品種情報を出力する。比較出力手段46は、この品種情報とバーコードリーダ45の読取結果とを比較し、両情報が対応していない場合には、アラーム等による報知を行う。
(もっと読む)
PTPシートの製造装置及び製造システム
【課題】PTPシートを打抜いた後に生じるフィルム端材を適切に処理可能なPTPシートの製造装置及び製造システムを提供する。
【解決手段】裁断装置30を備えることにより、帯状のフィルム端材を、フィルム搬送方向に略垂直に裁断し、細かなフィルム片にして処理する。一方で、打抜き穴の上下左右にフィルムが残ったフィルム端材29vについては、クラッチレバー36にて裁断停止状態とし、裁断装置30で裁断することなくそのまま通過させ、搬送方向変更装置40にて製造装置の側部へ案内して、下流側に配置される巻取り装置50にて巻き取る。具体的には、間欠的に搬送されるフィルム端材29vが、ダンサローラ55にて貯留され、貯留されたフィルム端材29vが繰出しローラ53にて繰出され、巻取りローラ54にて巻き取られる。
(もっと読む)
121 - 140 / 201
[ Back to top ]