
Fターム[3E050HA02]の内容
基本的包装技術−容器成形充填 (14,831) | 検知、制御(検知) (706) | 検知対象 (201)
Fターム[3E050HA02]に分類される特許
141 - 160 / 201
供給装置、縦型製袋包装機、および計量包装システム
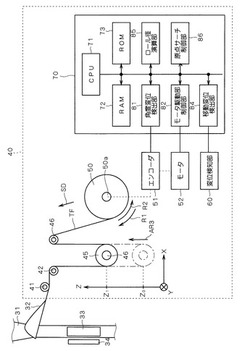
【課題】容易に供給ローラのロール径を演算することができる供給装置、縦型製袋包装機、および計量包装システムを提供する。
【解決手段】角度変位検出部81は、エンコーダ51によって検知された供給ローラ50の回転量(検知結果)に基づいて、供給ローラ50の角度変位を検出する。移動変位検出部84は、変位検知部60の検知結果に基づいてダンサーローラバー45の移動変位を検出する。ロール径演算部85は、包材TFの供給が停止した状態において、供給ローラ50を逆回転させて包材TFを供給ローラ50に巻き取った場合に検出される供給ローラ50の角度変位とダンサーローラバー45の移動変位と、に基づいて供給ローラ50のロール径RDを演算する。
(もっと読む)
縦型製袋包装機および計量包装システム

【課題】 横シール部の原点サーチを良好に実行できる縦型製袋包装機、および計量包装システムを提供する。
【解決手段】 センサの状態に基づいてシールジョーの回動位置を確認する(S101)。シールジョーの回動位置が禁止領域内となる場合には、包材から離反するように、架台が逆回転方向に回転させられる(S102)。架台は、シールジョー35aの回動位置が禁止領域外となった時点から(S103)、さらに所定角度回転させられる(S104)。続いて、架台の回転方向が反転させられて架台が正回転方向に回転させられるとともに(S105)、センサの監視処理が実行される(S106)。そして、センサが「オフ」状態から「オン」状態に遷移すると、架台はその遷移した位置からさらに所定角度だけ回転させられる(S107)。これにより、シールジョーの回動位置が原点位置となり、原点サーチ処理が終了する。
(もっと読む)
縦型多列自動包装機のフィルムフォーミング機構
【課題】 包装フィルムつぎ動作若しく包装フィルムセッティング動作を容易にし、これらの作業時間を短くすることができる縦型多列自動包装機のフォーミング機構を提供する。
【解決手段】 一度に複数本のスティック包装袋を連続的にシール成形できる縦型多列自動包装機のフォーミング機構において、包装フィルムのつぎ部分が発生した際、若しくは新たな包装フィルムをセットする際には、自動包装機の制御部は充填パイプ4とフォーマーリング20との隙間を広げるようにエアーシリンダ21を駆動し、その後の製袋動作においては、充填パイプ4とフォーマーリング20との隙間を元に戻して狭くするようにエアーシリンダ21を駆動する。
(もっと読む)
パッケージ装置及びゴミ箱
女性用の衛生用品や紙おむつなどを自動的に連続密封し、不特定多数の利用するホテルのトイレや公衆トイレなどに設置する。ゴミが投入されるとモータ(70)によりフィルム引き出しローラ(50),(60)が回転し、フィルムローラ供給ローラ(30),(40)からフィルム(31),(41)が引き出される、ゴミは、フィルム引き出しローラ(50),(60)間を通過することにより、2枚のフィルム(31),(41)間に密封される。従って、ゴミを自動的に密封でき、また、清潔感が維持されるため、不特定多数の利用するホテルのトイレや公衆トイレなどに設置するのに適する。 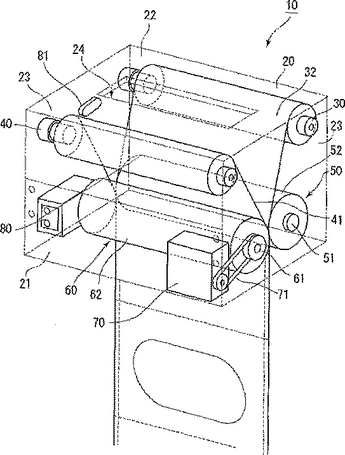 (もっと読む)
(もっと読む)
2つの収容室を有する2液袋包装袋を製造する製造方法および縦型充填包装機
【課題】 シゴキ動作を行う2液袋包装袋の製造において、封入する充填物の重量が比較的重い場合であっても、シゴキ動作の際に筒状フィルムにシワを発生させにくい製造方法を実施する縦型充填包装機を提供する。
【解決手段】 2液袋包装機は、筒状フィルム2を挟み込む一対のシゴキローラ50と、それぞれシゴキローラ50の上方および下方に配置され、いずれも押圧部材によって筒状フィルム2を挟み込む上部押さえ機構110および下部押さえ機構120を有している。上部押さえ機構110および下部押さえ機構120は、シゴキローラ50によるシゴキ動作が行われる前に、充填物が投入された筒状フィルム2を挟み込む。両機構110、120によって筒状フィルム2が挟まれた状態で、一対のシゴキローラ50を駆動して、投入された充填物を分割すると共に、筒状フィルム2に充填物の存在しない空充填部2aを形成する。
(もっと読む)
シール装置及びPTPシートの製造装置
【課題】ロール本体の回転停止時に生じる温度ムラを解消し、シール開始時において、より安定したシールを実現する。
【解決手段】シールの中断指示が検出されると、制御装置は、アーム回動手段61を駆動する。これにより、アーム33が回動されて、シールロール19がフィルム受けロール18から離間した離間状態とされる。そして、その後、制御装置によって予熱制御が行われる。具体的に言えば、シールロール19の加熱と並行して、回動駆動手段81の回動駆動モータを駆動する。これにより、シールロール19のロール本体が回転する。ロール本体の周方向における温度変化が十分に小さくなった場合には、予熱制御を終了し、アーム回動手段61を駆動する。これにより、アーム33が回動されて、シールロール19がフィルム受けロール18に圧接した圧接状態とされ、シール装置によるシールが開始される。
(もっと読む)
薬剤分包機
【課題】印刷機構の複数化に際して簡便で安価な部材を付加することにより、印刷タイミングに多少のずれがあっても一の分包・薬剤収納室に対する印刷が適切に行えるようにする。
【解決手段】長尺の分包帯2にて薬剤を分包する薬剤分包機10において、分包帯2の送り経路に沿って順にカッター27とローラ部26(第1牽引機構)と横シール部25と投入ホッパ24と縦シール部23とプリンタ22(第1印刷機構)とローラ47,48(第1弛緩調整機構)とローラ部46(第2牽引機構)とプリンタ43(第2印刷機構)とローラ41,42(第2弛緩調整機構)と包装帯送給部21とを配置する。
(もっと読む)
縦型製袋包装装置
【課題】シールジョーによる物品や異物の噛み込みを確実に防止することができる縦型製袋包装装置を提供する。
【解決手段】この包装装置1では、シールジョー71,72の不正常な変位を、変位センサ781およびマスクセンサ782により検知する。また、シールジョー71,72の下方に存在する遮光物を、検知ユニット791,792により検知する。このため、シールジョー71,72による物品や異物の噛み込みを確実に防止することができる。特に、検知ユニット791,792は、シールジョー71の変位に関わらず遮光物を検知するため、シールジョー71,72が互いに接触するまで検知動作を継続することができる。したがって、シールジョー71,72による物品や異物の噛み込みを、より確実に防止することができる。
(もっと読む)
横型製袋充填機におけるエンドシール装置
【課題】装置が大型化することなく簡単な構成で、フィルム移送速度が変更されてもシール時間を常に一定にでき、また高速包装にも対応する。
【解決手段】一対のシール体24,28を備えるシールユニット29は、第1サーボモータ33で駆動される水平作動機構30で水平に往復動される。シール体24,28は、第2サーボモータ66で駆動される開閉作動機構50で上下に開閉動される。第1および第2サーボモータ33,66は、制御手段で同期制御される。フィルム移送速度が変更された際に制御手段は、シール体24,28の噛合期間についてシールユニット29がフィルム移送速度と同速度で下流側に移動すると共に、1包装長分のフィルムが移送される毎にシールユニット29が1往復し得る動作パターンを求め、該動作パターンに基づき第1サーボモータ33を回転制御する。
(もっと読む)
包装装置
【課題】 従来の包装装置よりも、駆動ローラ、押し付け従動ローラ、押し付け・退避機構およびモータを1組減らして従来と変わらぬ機能実現。
【解決手段】 被包装物1の入った折り合わせシート6の先端10が第1センサ11に達したら、押し付け従動ローラ7を送り出しローラ8に押し付けるとともに、モータ9で反時計方向に回転させて折り合わせシート6を下方へ送り、被包装物1の後端が第2センサ16を通過し終わったらモータ9を停止させ、ヒータ押し当て・退避機構13で、ヒータ14により、折り合わせシート6をヒータ受け部15へ押し付け熱溶着し、溶着時間が経過したらモータ9を逆転させて折り合わせシート6を上へ引き戻して切断するので、従来の引っ張りローラ、これに対する押し付け従動ローラ、押し付け・退避機構、モータが不要となる。
(もっと読む)
連続小袋の切断装置
【課題】 横シール部を確実に切断することで、内容物が周囲に飛び散るのを確実に防止し得る連続小袋の切断装置を提供する。
【解決手段】 連続小袋Bを搬送する搬送手段30a,30bと、連続小袋Bの搬送方向Zの位置を検出するタイミング検出手段10と、タイミング検出手段10よりも下流において横シール部B2の表面を挟むことで、横シール部B2の厚さが所定の範囲であるか否かを検出する厚さ検出手段30a,30bと、横シール部B2を切断するカッタ4と、タイミング検出手段10から出力される検出信号に基づいて厚さ検出手段およびカッタ4の動作を制御すると共に、厚さ検出手段30a,30bにより測定された厚さが所定の範囲外の場合に、カッタ4の切断動作を停止させる制御手段とを備えたことを特徴とする。
(もっと読む)
平面表示装置等の電子・電気製品を収納する帯状収納体の製造方法及び梱包デバイス
【課題】 平面表示装置その他の電子・電気製品を収納するための収納体の製造方法及び梱包装置において、電子・電気製品の寸法の変化に対して迅速かつ低コストにて対処できるとともに、電子・電気製品の損傷や粉塵の発生を防止でき、収納体の梱包等のためのコストを低減できるものを提供する。
【解決手段】平坦な帯状の樹脂シート1の表側シート部1Aと裏側シート部1Bとの間を適宜融着してポケット部15Bを設けておく。梱包デバイス6は、水平送り部601と垂直送り部602とを備え、水平送り部601では、ポケット部15Bの開口側をガイド622により開きつつ、例えば携帯電話用の表示パネル2を、順次ポケット部15Bに挿入する。垂直送り部602への移行は、行路長を一定にする曲面が形成され、中央部に抜き部631を有する湾曲板63を伝って行われる。垂直送り部ではヒートシール部64によりポケット部15Bを閉じる。
(もっと読む)
充填包装機の制御方法および充填包装機
【課題】 不良品として扱われる包装袋の数量を極力抑えることのできる充填包装機およびその制御方法を提供すること。
【解決手段】 本発明による充填包装機およびその制御方法においては、充填包装機の充填開始時において充填機構6による内容物Wの充填量を通常の充填量に対して増量して充填してなるように制御手段9を介して設定してなることにより、今まで不良品として扱っていた包装袋P、すなわち充填量の不足分となっていた包装袋Pを充填包装機の充填開始時において充填量を増量することで通常の充填量に補うことによって良品として製品化することが可能となり、これにより不良品の数量を低減することができる生産性の高い充填包装機とその制御方法を提供すること。
(もっと読む)
排泄物処理装置
【課題】 老化、疾病等のためにトイレに行くことの出来ない人のために、屎尿を自動的に密封包装して処理する排泄物処理装置を提供する。
【解決手段】包材を支える支持台(2)、便座、包材を成形し案内するガイド具、重ね合わせた包材の両縁部を挟み込み、包材を繰り出す繰り出し機構(5)、包材の両縁部をシールする横縁シール機構(6)、包材の切断部をシールし切断する頭尾シール機構(7)、で構成される装置に、機密性が高く、又鏝で接着可能な包材を供給する。便座の開口部の真下では、包材は先端の中央が谷折りされシールした状態となり、屎尿を受け易くした形で排便を待機する。排便中、又は排便後、作動ボタンを押せば包材で受けた屎尿を即座に包装し、密封した状態で便座外部に自動的に搬出してくれる。包材をセットして置けば、排便ごとに作動ボタンを押すだけで使用できる。
(もっと読む)
包装材容器
【課題】 輸送中における衝撃や損傷からフィルムロールを保護するとともに、納入後はそのまま包装機へ装填することが可能なフィルムロールを入れるための包装材容器を提供する。
【解決手段】 容器10は、フィルムロール9を収納している。容器10は、外壁部10a、2つの側壁部10b、開口部10cおよび一方の側壁部10bに形成された穴部10gを備えている。外壁部10aは、フィルムロール9のフィルム面を覆うように形成された筒状の部材である。側壁部10bは、フィルムロール9の軸芯9aの両端を覆うように形成された板状の部材である。開口部10cは、外壁部10aの一部として形成されており、内部に収納しているフィルムロール9のフィルムFの始端F1を取り出す開口である。穴部10gは、フィルムロール9を容器10ごと製袋包装機3に対して装填する際に、容器10を製袋包装機3に対して固定する。
(もっと読む)
ハム製品の自動包装装置
【課題】原料肉塊を圧縮整形する過程で発生する空孔を除去して、スライスハム商品の歩留まりの向上を図り、その製造コストを削減できるハム製品の自動包装装置を提供する。
【解決手段】原料肉塊Mを所定形状に圧縮整形する整形部1と、整形部1から送出された柱状の1次肉塊M1に含まれる空孔を除去する脱気シリンダー2と、整形された肉塊をケーシングCに充填する包装部4とを備えている。脱気シリンダー2には、テーパー筒状の脱気筒22を設ける。脱気筒22の出口側の直径寸法は、1次肉塊M1の直径寸法より小さく設定する。以て、脱気シリンダー2を通過する1次肉塊M1を脱気筒22で絞って、1次肉塊M1に含まれる空孔を押し潰し、同時に空孔内にあった空気を強制的に押し出す。
(もっと読む)
横型製袋充填機の操作表示装置
【課題】必要に即して、帯状フィルムのセット方法を容易に参照し得るようにする。
【解決手段】制御手段22の記憶手段24は、帯状フィルムの巻掛け手順を示す図形データ、フィルム装着を促す文字データ等を記憶している。制御手段22は、フィルム移送経路に配設したフィルム終了検知手段20からのフィルム終了信号が入力されると、文字データを記憶手段24から読み出し、表示手段26に文字情報を自動的に表示する。そして所定時間遅延してから、制御手段22は図形データを記憶手段24から読み出し、表示手段26に図形情報を自動的に表示する。従って、オペレーターは、フィルム装填部に装填したフィルムロールから引き出した帯状フィルムを、図形情報に従って複数のガイドローラに適確に巻掛け案内するようセットし得る。
(もっと読む)
検査装置及びPTP包装機
【課題】検査状況を把握可能な検査装置、及び、PTP包装機を提供し、もって、検査状況が適切でない場合に、迅速な対応を可能とする。
【解決手段】検査を実行し(S100)、不良判定された場合(S110:YES)、不良発生日時及び不良項目からなる不良履歴に関連付けて、画像データ、シート位置追従量、及び、判定値を記憶する(S130〜S150)。そして、不良発生情報中の不良項目が作業者によって選択されると、通常時は検査対象の画像が表示される画面左側に、不良判定されたときのPTPフィルムの画像を表示する。さらに、不良発生情報の表示欄の下方に、不良判定されたときのシート位置追従量を表示すると共に、判定に用いられれた判定値を表示する。
(もっと読む)
検査装置及びPTP包装機
【課題】判定値の設定及び判定値の妥当性の確認が容易な検査装置、及び、PTP包装機を提供する。
【解決手段】検査のための計測を行い、判定値を用いて検査を行う検査処理に際し、検査計測結果を統計し、表示処理において、度数分布を表示すると共に(S200)、この度数分布に対応させ、良品許容限界値に基づく限界線及び良品錯誤率に基づく限界線を表示する(S210,S220)。また、設定されている判定値に対応する判定区分の背景色を変更して表示する(S230)。さらに、度数分布に対応させ、良品許容限界値以上の錠剤5の度数の割合である良品発生率を表示する(S240)。
(もっと読む)
PTPシート及びPTPシートの製造装置
【課題】製造に困難を伴ったり装置の複雑化を招いたりすることなく、所定の1区切り単位毎により多くの情報を付与でき、さらには当該情報の容易かつ正確な読み取りを実現することのPTPシート及びその製造装置を提供する。
【解決手段】PTPシート1のうち、密封用フィルム4のポケット部2とは反対側の面に、ペア小片毎に、少なくとも錠剤5に関する情報を包含してなるバーコードからなるコード部8が付される。コード部8は、少なくとも網目状のシール線7にかかるようにして付されている。シール線7の存在により、読取りに際し、シール線7とコード部8とがともに暗く読み取られることも懸念されるところであるが、誤ってコード部を認識しないようシール線7とコード部8の関係を設定することとしている。そのため、正確な読取りを実現することができる。
(もっと読む)
141 - 160 / 201
[ Back to top ]