
Fターム[3E050HB09]の内容
基本的包装技術−容器成形充填 (14,831) | 検知、制御(制御) (455) | マイコン利用 (115)
Fターム[3E050HB09]に分類される特許
101 - 115 / 115
位置調整装置及びPTPシートの製造装置
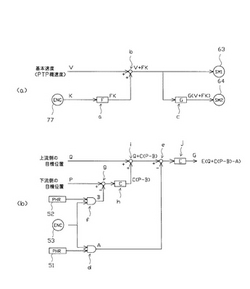
【課題】密封用フィルムの破断を生じさせないように密封用フィルムを延伸させ、密封用フィルムに付された図柄を容器フィルムの所定位置に高い精度で合わせるように、密封用フィルムの位置調整を行う。
【解決手段】延伸用センサ51にて密封用フィルムのマークが検出されると、位置検出エンコーダ53から位置情報Aが出力される(d)。この位置情報Aと上流側目標位置Qとの差分から密封用フィルムの延伸率Gを算出する(e,j)。一方、延伸後センサ52にて密封用フィルムのマークが検出されると、位置検出エンコーダ53から位置情報Bが出力される(f)。この位置情報Bと下流側目標位置Pとの差分からフィードバック量を算出し(g,h)、上流側の目標位置Qを補正することによって(i)、延伸率Gを補正する(j)。そして延伸率Gで延伸サーボモータ64を制御する。
(もっと読む)
横型製袋充填機におけるエンドシール装置

【課題】簡単な構成で横型製袋充填機の停止時にシール体の熱影響をフィルムに及ぼさないようにし得る横型製袋充填機におけるエンドシール装置を提供する。
【解決手段】一対のシール体24,28を上下動可能に備えるシールユニット29がスライドガイド14,14に案内されて水平移動可能に配設される。フィルム移送方向に沿って水平に延在するネジ軸32aに、シールユニット29に設けたボールネジナット34が螺合している。ネジ軸32aは、第1サーボモータ33により正逆回転される。ボールネジ32および第1サーボモータ33からなる水平作動機構30は、カットピッチに応じて設定されたシールユニット29の水平移動中心を、水平移動可能範囲内で前後に位置変更し得るよう構成される。
(もっと読む)
衣服袋詰装置
衣服袋詰装置であって、袋詰材料の供給を支持する供給駆動系に接続するフレームを有する装置である。衣服支持部は、供給駆動系に相対して配置される。フレームに取り付けられる懸架部材は、床面から離れた別の位置から装置を懸架する。供給キャリッジが支持部材と共に含まれ、供給キャリッジの上のフレームの一部からのみ移動可能に供給キャリッジを支持する。把持部が供給キャリッジ上に搭載されて、管状の袋詰材料を握持する。衣服が衣服支持部から吊るされる時、供給キャリッジは衣服の下の位置に移動可能である。 (もっと読む)
PTPシートのマーク合わせ装置
【課題】 フィルムロール更新時の駆動系の調整や、シートピッチの設定、変更が容易で、かつ伸長可能量を大きくできて、ラフな制御も可能ならしめるようにする。
【解決手段】 成形ドラム2とシールドラム5をそれぞれ独立駆動方式とし、これらドラムの駆動系から独立させて設置したエンコーダ22からのパルス信号とロット情報とマークセンサ23からのマーク位置信号とに基づき、成形ドラム駆動モータ13及びシールドラム駆動モータ14の速度を決定してこれら各駆動モータを同期制御するとともに、ポケットフィルム3側の基準位置を設定してこの基準位置に対するレジマークの位置ズレを検出し、この位置ズレを、カバーフィルムの供給系の途中に設けた張力調整用のブレーキ付ローラ30に加える制動力を制御することで補正する。
(もっと読む)
ブリスター包装機械の制御方法
この発明は、サイクル式に動作する少なくとも1つの作業ステーションを備えたブリスター包装機械であって、1つの動作サイクルの間に、少なくとも1つの第1の調節運動が期間TV1にわたり実行され、これに続き、製品および/または材料の処理が行なわれる処理状態が期間TBにわたって取られ、これに続き、第2の調節運動が期間TV2にわたり実行される、ブリスター包装機械を制御する方法に関する。上記包装機械のサイクルレートR(=1分間当りのサイクル数)は入力装置を用いて入力可能である。さらに、この入力装置を用いて、上記期間TV1,TB,TV2は、それぞれ直接または間接に互いに独立して入力可能である。入力された期間TV1,TB,TV2が予め定められた限界の内側にあるかどうか、およびその和が最大サイクル時間Tmax以下かどうかを演算処理装置が検査する。 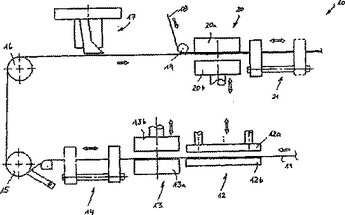 (もっと読む)
(もっと読む)
ガゼットを伴う平底の再閉止自在なパッケージ
起立する再閉止自在なパッケージは、上部及び底部シールと、長手方向シールとによって形成される。バックの末端はガゼット折りされて、そのパッケージを起立するための平坦で正方形の面を形成する。別のシールはそのパッケージの一方側部に沿って長手方向に形成されて、該パッケージの側部を形成し、当該パッケージの内部ボリュームを画成している。バックの上部は既存の縦ピロー充填及び包装技術と一致した方式でシールされる。パッケージの上部は再閉止自在造作を有し得る。更に本発明は、パッケージが形成されてシールされると該パッケージに所望内容を充填することを含む、前記再閉止自在起立パッケージを形成する方法を提供する。  (もっと読む)
(もっと読む)
製袋包装機
【課題】フィルムを切断する際に切断箇所の近傍を溶着することができる製袋包装機を提供する。
【解決手段】製袋包装機の横シール機構6は、フィルムのシールを行なうための1対のシールジョー71を備えるとともに、フィルムの切断を行なうための切断機構20として、突起状の切断刃21と平坦状の受け刃22とを対向配置して備えている。横シール工程においては切断刃21に対して、ヒータ72により熱が印可されるとともに、エアバイブレータ30により水平面内での振動が与えられる。これにより、切断刃21からフィルムに対して与えられる圧力が変化し、圧力が比較的低いときはフィルムの溶着がなされ、圧力が比較的高いときはフィルムの切断がなされる。これにより、フィルムの切断箇所の近傍が溶着されることになる。
(もっと読む)
製袋充填機における横シール制御装置
【課題】設定すべき条件に応じて自動的に最も長いシール時間を設定する。
【解決手段】横シーラでクランク運動に基づくボックスモーションを行い、繰り出しフィルムと横シーラを同期させて横シールする。横シール制御装置は、仮横シール時間T1と、繰り出し同期速度vfに対する繰り出し同期速度Vfの仮変速比R等の設定値を入力する設定値入力手段と、繰り出し同期最大時間Tfmの繰り出し同期長さLfと上下動同期最大長さLsmとの短い一方の長さを基準に他方の長さを設定演算する等速時演算手段と、繰り出し同期時間Tf=Tfmの場合にはTfを固定し、上下動同期長さLsがLsmの場合にはLsをLsmに固定して変速比R(=Vf/vf)を再設定する変速時演算手段と、この変速比RとTfmまたはLsmとに基づいて、横シール時間T1を演算するシール時間演算手段とを備えた。この演算結果から各モータを制御する。
(もっと読む)
包装ラインおよび別個の製品を連続的に包装するための方法
【課題】雑誌、CD、DVDあるいはこれらの組み合わせ等の別個の製品を連続的に包装するための包装ラインおよび包装方法を提供する。
【解決手段】第1のコンベヤ3とコンベヤに沿って設けられた多数のフィーダ4とを有する製品集合パス2と、包装チューブを連続包装ウェブから形成するための折り曲げ手段と包装品を横切る方向に切離するためのクロス切離装置10とを有する包装モジュール5と、とりわけ、包装される製品毎に少なくとも3つの横切るシールが形成され、これにより、製品の端部縁からわずかに離間して配置された第1および第2の横切るシールと、第2の横切るシールからいくらか離間して配置され包装品にフラップを形成する第3の横切るシールと、によって特徴付けられる包装された製品が得られるよう、制御部がシール手段とクロス切離装置とを駆動する包装ライン。
(もっと読む)
包材繰出し制御装置
【課題】 1サイクルの包材繰出し時間を一定にして、包材繰出し制御の容易化を図る。
【解決手段】 補正量演算手段24が、包材に付された基準マークを基準マーク検出センサー22が検出してから所定のタイミングまでの間に繰り出すべき包材の繰出し量理論値(La)と、所定の演算タイミングで測長器22により測長された繰出し量実測値(Lb)と、に基づき繰出し補正量(D1)を演算するとともに、当該繰出し補正量(D1)をあらかじめ設定してある演算タイミング回数分割して単位繰出し補正量(d1)を演算する。そして、繰出し量演算26が、手段繰出し量理論値(La)と単位繰出し補正量(d1)とに基づき、各演算タイミング毎に包材繰出し量の適正値(L)を演算し、当該適正値(L)をもって繰出し手段の繰出し制御を実行する。
(もっと読む)
薬剤分包装置
【課題】 複数の包装体の少なくとも一つに薬剤を収容した長尺の包装シートを分断装置にて1又は連続した2以上の前記包装体からなる包装体群に順次分断していき、当該分断された前記包装体群を搬送装置にて順次搬送していく薬剤分包装置であって、前記分断装置にて分断された包装体群の搬送動作に要する時間を短くでき、これにより、当該包装体群が薬剤分包装置外に排出されるまでの時間の短縮化を図ることができる薬剤分包装置を提供する。
【解決手段】 薬剤分包装置100は、カッター装置60にて切断されていない状態のシート300がコンベア70に移行したときにコンベア70の搬送速度を所定の基準搬送速度にし、シート300の分断後は、前記基準搬送速度より速い搬送速度にし、さらに次の切断されていないシート300がコンベア70に移行したときに基準搬送速度に戻す。
(もっと読む)
ブリスターバンドの切断によるブリスターパック製造方法および装置
ブリスターバンド(4)の切断によるブリスターパック(7)の製造方法と関連装置(1)であって、これによると、製品が収納されるブリスター(2)付きのバンド(4)が、次のステーション、バンド(4)検証ステーション、ブリスターバンドがカバーバンドで閉鎖される閉鎖ステーションを通って閉鎖ブリスターバンド(4)の切断用の切断ステーション(5)まで、選定された供給方向(A)に供給される。該切断ステーション(5)において、閉鎖ブリスターバンド(4)は、少なくとも1つの細長片(9a,9b)あるいはブリスターバンド(4)の断片長手方向縁から関連ブリスターパック(7)が漸進的剪断によって切断され、分離されて得られる。不満足と見なされたブリスターバンド(4)の部分が管理ステーションで検知される場合、欠陥と見なされると同時に拒絶に向けられる対応するブリスターパック(8)のバンド(4)の細長片(9a,9b)からの分離が防止されるよう、次の剪断は部分的あるいは不完全に実行される。 (もっと読む)
包被された物品を製造するための交換可能なホーンを有するシステム及び関連する方法、コンピュータプログラム製品、並びにホーンロータ組立体
選択可能な第1及び第2ホーンを用いて包被された物品を製造し、これによって、選択可能な異なる種類のケーシングに包まれた物品を製造するための方法は、(a)第1ホーンを有する装置を設ける段階であって、第1ホーンは、作動中、その上流側に配置された充填材ポンプと流体連通するように構成されるような段階と、(b)第1ホーンを装置から取り外す段階と、(c)ケーシングホーンと流体連通する中間パイプセグメントを備える第2ホーン組立体を装置に取り付ける段階とを含む。ケーシングホーンは、左右に旋回可能である。関連する装置、システム、キット、組立体、及びコンピュータプログラム製品は、第1又は第2ホーンを用いて、包被された物品を製造する複作動モードを可能にするように、構成される。 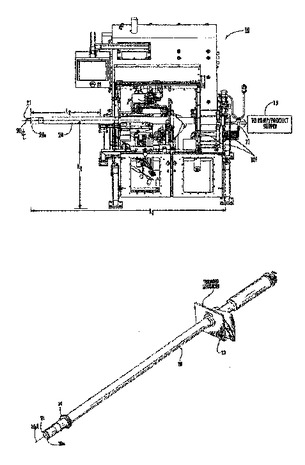 (もっと読む)
(もっと読む)
自動包装機における包材印刷位置調整装置
【課題】包装品に対する製造日付や賞味期限といった各種必要な印刷の位置を、必要に応じて簡単に、且つ正確に移動調節できるように工夫した自動包装機における包材印刷位置調整装置を提供する。
【解決手段】自動包装機の運転用モニタ11に、プリンタ30への印字コマンドの送信タイミングを変化させて、包材Fに対する印字位置を調節する調整キー12BT、12BSを設ける。
(もっと読む)
プラスチックエンボスキャリアテープ装置及び方法
エンボスキャリアテープ製造装置は、テープの形成、充填及び密封等の他の加工が一つの統合加工において連続的に実施されるように、他の加工装置と一体化するための特徴を含む。本装置はエンボスする前にテープを加熱する引き込み式接触局所ヒータを、加工が休止され得るようにヒータ及びテープ間に配置可能な独特の熱シールド装置と共に含む。また、他のキャリアテープ加工装置の入力速度に適応するために、キャリアテープエンボス加工が自動的に休止され得るように、同期装置は統合される。 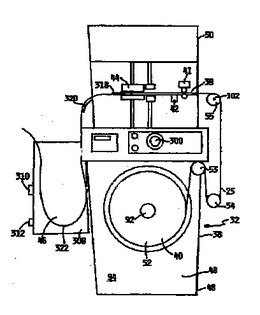 (もっと読む)
(もっと読む)
101 - 115 / 115
[ Back to top ]