
Fターム[3E050HB09]の内容
基本的包装技術−容器成形充填 (14,831) | 検知、制御(制御) (455) | マイコン利用 (115)
Fターム[3E050HB09]に分類される特許
61 - 80 / 115
包装装置
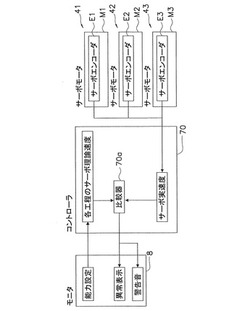
【課題】サーボモータによって駆動される移動機構における異常の発生を容易に検知することが可能な包装装置を提供する。
【解決手段】製袋包装システム1は、サーボモータを正転逆転させることにより所定範囲内において各部材を往復運動させる移動機構(チャック54a、回転部材47b、連結ロッド57c)を搭載したテープ結束機20を含む包装装置であって、各移動機構(チャック54a、回転部材47b、連結ロッド57c)の駆動源であるサーボモータM1〜M3のエンコーダE1〜E3からそれぞれエンコーダパルスを取得し、このエンコーダパルスに基づいて、各移動機構(チャック54a、回転部材47b、連結ロッド57c)における異常発生の有無を判定する。
(もっと読む)
逆止弁装着装置

【課題】 包装装置の稼働効率を向上させることができる逆止弁装着装置を提供する。
【解決手段】 逆止弁装着装置20は、包装フィルム1の搬送経路上に設けられ、供給されてきた逆止弁2を当該包装フィルム1の所定位置に装着する構成である。逆止弁装着装置20は、逆止弁2が挿入される複数の逆止弁収容溝31を有し、間欠的に回転駆動される逆止弁搬送装置30を備えている。逆止弁収容溝31の回転軌道上には、供給位置aが設置されるとともに、その下流側に逆止弁2の押出装着位置bが設置されており、一つの逆止弁収容溝31が押出装着位置bに配置されたとき、他の一つの逆止弁収容溝31が供給位置aに配置される。
(もっと読む)
ポケット形成機構及びPTPシートの製造装置
【課題】包装用フィルムの伸長や当該伸長に起因する不具合を抑制できるポケット形成機構、及び、当該ポケット形成機構を具備するPTPシートの製造装置を提供する。
【解決手段】コントローラ70は、第1及び第2サーボモータ52,62を駆動制御し、包装用フィルム3を間欠的に搬送する。包装用フィルム3の搬送時において、コントローラ70は、送りローラ15によるフィルム送り量に対する供給ローラ14によるフィルム送り量の比率が1よりも小さくなるように、第1及び第2サーボモータ52,62を駆動制御する。一方、包装用フィルム3の停止時(搬送動作のインターバル)において、コントローラ70は、第2サーボモータ62を所定角度だけ逆方向へ回転駆動し、両ローラ14,15間における包装用フィルム3の弛みを取り除く。
(もっと読む)
充填包装装置
【課題】 不適切な条件による充填包装を簡単に防止することができる充填包装装置を提供する。
【解決手段】 包装フィルムFを熱シールすることによって包装袋Pを連続して形成する包装手段1と、包装手段1による包装タイミングに応じて発せられる充填開始信号に基づいて包装袋P内に流動性の内容物Wを定量ずつ間欠的に供給する充填手段2と、包装手段1の包装条件と充填手段2の充填条件を設定するための設定手段3と、充填手段2による充填処理中に、次なる充填開始信号が有るか否かを判定する制御手段と、を備えてなる。
(もっと読む)
充填包装装置
【課題】適切な充填条件を簡単に設定することができる充填包装装置を提供する。
【解決手段】包装フィルムを熱シールすることによって包装袋を連続して形成する包装手段と、包装袋内に流動性の内容物を定量ずつ間欠的に供給する充填手段と、包装手段の包装条件と充填手段の充填条件とを設定するための設定手段3と、を備えた充填包装装置であって、設定手段3は、包装条件に対する充填条件の調整可能範囲を余裕時間3aとして表示してなる。
(もっと読む)
包装装置
【課題】挿入した被包装物の検知信号によりその被包装物に対する包装フィルム印刷部位の修正ができる包装装置の提供。
【解決手段】印刷位置マーク検知手段(レジセンサ11)と、包装物において先端と印刷位置マーク間の適正とされる距離を置いた被包装物先端検知手段(内部センサ13)と、印刷フィルム2の引き出しに対するブレーキ手段(ブレーキローラ3)と制御回路18を設け、制御回路18は両検知信号を同時に受信したときは修正せず、印刷位置マーク検知信号のみを受信したときはブレーキ手段を予め定めた時間動作させ、先端検知信号のみを受信したときは、印刷位置マーク24の後端を検知した後予め定めた時間を経過したときに搬送ローラ19を停止させる。
(もっと読む)
遊技機用梱包機
【課題】遊技機の自重が加わる下部を溶着することなく、遊技機を四方封止状態に梱包することのできる梱包設備を提供する。
【解決手段】パチンコ機用梱包設備1は、コンベア装置10、L字形溶着・溶断装置20、ガイド部材30、チェーン式押圧装置40及びフィルム回収装置50を備え、長尺状フィルム材2は、折り目2cを搬送方向後方に向けた水平状態で、ガイド部材30の後方直近位置に対し、第1コンベア11の下を通る様に、第1コンベア11の側方から供給される。第1コンベア11の下方に供給されたフィルム材2は、上方に折り返されると共に、両側縁2a,2bを、それぞれコンベア11の外側からコンベア11を包み込む様に持ち上げられる。そして、持ち上げられた両側縁2a,2bは、それぞれ、ガイド部材30の分離プレート31,32の外側から内側へと掛けられる。
(もっと読む)
プラスチックフィルムをヒートシールする方法
【課題】フィルム送り時間とフィルム停止時間とを決めてフィルム送りを行うとき、加工サイクル時間とフィルム停止時間との両方から狭められる選定条件の中でヒートシール時間を長短変更する幅を大きくとれて可動シールバー駆動機構の作動制御をコンピュータが容易に行える、プラスチックフィルムをヒートシールする方法。
【解決手段】 可動シールバー駆動機構50を作動することにより可動シールバー32,42をプラスチックフィルムF1に密着してヒートシールを行い、Xの所要時間停止し、次いで、可動シールバー32,42を上昇位置へ上昇復帰させ、等速回転と回転停止との組み合わせる。
(もっと読む)
製袋包装機
【課題】製袋包装機においてシールジョーの交換に伴う操作を容易にすることにより、シールジョーの動作に不具合が生じる可能性を低減する。
【解決手段】製袋包装機1は、シールジョー51,52と、アーム部材92a〜92dと、タグリーダ22と、設定ブロック20aとを備え、包材をシールして製袋しつつ被包装物を充填する。シールジョー51,52は、ICタグ54を有し、包材をシールする。アーム部材92a〜92dは、シールジョー51,52を交換可能に収容する。タグリーダ22は、シールジョー51,52がアーム部材92a〜92dにより収容された状態において、ICタグ54からシールジョー51,52を識別する識別情報を読み取る。設定ブロック20aは、タグリーダ22により読み取られた識別情報に基づいて、シールジョー51,52の包装動作条件を設定する。
(もっと読む)
薬剤包装装置及び薬剤包装装置の制御方法
【課題】 薬剤包装装置において分包紙を識別することを課題とする。
【解決手段】 薬剤を包装する分包紙が巻回された分包紙用紙管と、分包紙に薬剤を投入する薬剤投入手段と、薬剤の投入された該分包紙を熱溶着して密封する熱溶着手段と、薬剤投入手段及び熱溶着手段の駆動を制御するマイクロコンピュータとを備え、分包紙用紙管には分包紙の材質、厚さ、幅のうち少なくともひとつの分包紙情報を示す識別子が設けられ、識別子を読取る読取手段を備え、マイクロコンピュータには所定の分包紙情報が予め記憶されており、分包紙用紙管が回転してマイクロコンピュータに記憶された分包紙情報とは異なる分包紙情報が読取手段で読み取られた場合には、マイクロコンピュータは、薬剤投入手段及び熱溶着手段の駆動を停止させるよう構成されている薬剤包装装置。
(もっと読む)
分配包装装置及び方法
【課題】分配包装装置の分配能力を増大させかつ分配包装方法をより効率的にすること。
【解決手段】分配包装装置は連続した体積流れを作り出すためのポンプを具備する充填材料用コンベヤー装置(170、270)と、充填チューブ(20、220)と、前記充填チューブ(20、220)の下流に配置されかつ充填動作中にチューブ端部ひだ部分を形成且つ前記チューブ端部ひだ部分の周りで閉鎖要素(162)を閉じるために充填された前記包装ケース(30)を局所的に圧縮するように構成した閉鎖装置(150、250)と、を具備し、前記閉鎖装置(150、250)は選択された部分寸法及び連続した前記体積流れに基づいて圧縮及び閉鎖運転をするための制御信号を作り出しかつ前記閉鎖装置(150、250)の駆動装置に制御信号を出力するように構成した制御装置(290)も具備する。
(もっと読む)
充填機制御装置及び充填機制御方法
【課題】無用に包装容器が廃棄されることがなく、包装容器のコストを低くすることができるようにする。
【解決手段】周期的にセンサ出力を発生させるセンサと、センサ出力を入力信号として受けて計時を行い、学習間隔を算出する学習間隔算出処理手段と、学習間隔を受けて計時を行い、計時の終了に伴って学習出力を発生させる学習出力発生処理手段と、最新の入力信号を受けたタイミングを最新入力タイミングとし、学習出力を受けたタイミングを学習入力タイミングとし、最新入力タイミングが学習入力タイミングより早いかどうかを判断するタイミング判定処理手段と、最新入力タイミングが学習入力タイミングより早いかどうかの判断に基づいて検出出力を発生させる検出出力発生処理手段とを有する。
(もっと読む)
計量包装装置及び計量包装システム
【課題】計量包装装置の稼働率を向上させる。
【解決手段】計量包装装置10の組合せ計量部11は、複数の計量対象91の各々の重量に基づいて当該複数の計量対象91を組み合わせて包装対象92として排出する。製袋包装部12は、組合せ計量部11から排出された包装対象92を包装袋93へ袋詰する袋詰処理を繰り返し実行する。計量包装装置10は、過重量の包装対象が発生した場合に、排出処理及び袋詰処理を繰り返し実行することを継続しつつ、製袋包装部12は、過重量の包装対象の袋詰先の包装袋のサイズを、通常の包装対象の袋詰先の包装袋のサイズより大きくする。
(もっと読む)
製袋包装装置及び計量包装システム
【課題】適切な包装袋を形成する可能な製袋包装装置を提供する。
【解決手段】シールジョー対191及び192は、それぞれ、筒状のフィルムFLを挟み込んでシールしながら、筒状のフィルムFLに追随して運動する直線部分と、筒状のフィルムFLから離隔して運動する円弧部分とからなる軌跡GL及びGRを繰り返し描くように、回転駆動用サーボモータ197及び水平駆動用サーボモータ198によって駆動される。回転駆動用サーボモータ197及び水平駆動用サーボモータ198は、直線部分から円弧部分への移行直前において、シールジョー対191及び192の速度の、筒状のフィルムFLの搬送方向の成分が、筒状のフィルムFLの搬送速度VFより速くなるように、シールジョー対191及び192を駆動する。
(もっと読む)
製袋包装機及び該製袋包装機を備えた包装箱詰めシステム
【課題】 包装機の構造を徒に複雑化させることなく、袋厚みを調整可能な製袋包装機を提供する。
【解決手段】 シールジョー23,23を、包材移送方向への移動中、所定の間隔Wに保った後、対接させることにより筒状包材Faを幅方向に横シールして袋に成形させる場合に、各シールジョー23に、前記所定の間隔Wに保たれている間、該シールジョー23に対して一定の位置関係を保って袋を挟みつけることにより製袋する袋の厚みを調整する厚み調整部材58を取り付けると共に、シールジョー23の前記所定の間隔Wを調整可能とする。
(もっと読む)
PTPシートの製造装置
【課題】密封用フィルムにコードが付されるPTPシートを製造するにあたり、被包装物である錠剤と密封用フィルムに付されたコードとが対応しているか否かを容易に確認可能なPTPシートの製造装置を提供する。
【解決手段】バーコードリーダ45によって密封用フィルム4に付されたバーコード7が読み取られる。そして、変換手段47にて作業者が認識可能な情報へ変換され、モニタ48に表示される。また、品種特定手段41が、カメラ17a,23aから出力される画像から、錠剤データベース42を参照して錠剤5の品種を特定し、品種情報取得手段43は、品種情報データベース44を参照し、錠剤5の品種及び関連情報からなる品種情報を出力する。比較出力手段46は、この品種情報とバーコードリーダ45の読取結果とを比較し、両情報が対応していない場合には、アラーム等による報知を行う。
(もっと読む)
供給装置、縦型製袋包装機、および計量包装システム
【課題】容易に供給ローラのロール径を演算することができる供給装置、縦型製袋包装機、および計量包装システムを提供する。
【解決手段】角度変位検出部81は、エンコーダ51によって検知された供給ローラ50の回転量(検知結果)に基づいて、供給ローラ50の角度変位を検出する。移動変位検出部84は、変位検知部60の検知結果に基づいてダンサーローラバー45の移動変位を検出する。ロール径演算部85は、包材TFの供給が停止した状態において、供給ローラ50を逆回転させて包材TFを供給ローラ50に巻き取った場合に検出される供給ローラ50の角度変位とダンサーローラバー45の移動変位と、に基づいて供給ローラ50のロール径RDを演算する。
(もっと読む)
一対のシール装置、縦型製袋包装機、および計量包装システム
【課題】 包材を良好にシールすることができる一対のシール装置、縦型製袋包装機、および計量包装システムを提供する。
【解決手段】 固定機構60は、ナイフ40の長手方向両端部に複数設けられており、主として、静止部61と、可動部62と、を有する。可動部62は、静止部61と押圧部材67との間に配置されており、押圧部材67からの押圧力によって静止部61の第1傾斜面61aを摺動可能に設けられる。これにより、可動部62が押圧部材67から押圧方向AR3の押圧力を受けると、可動部62は、静止部61の第1傾斜面61aに沿って傾斜方向AR4に摺動し、突起部63はナイフ40の切欠部41と嵌合して押圧する。そのため、ナイフ40は、押圧方向AR3だけでなくナイフ40長手方向にも押圧され、支持部50の溝部に安定して固定される。
(もっと読む)
縦型自動充填包装機の充填シュート
【課題】
簡易な構成で、スティック状包装袋への充填効率の悪化を改善することができる縦型自動充填包装機の充填シュートを提供することを目的とする。
【解決手段】
本発明に係る縦型自動充填包装機の充填シュートは、包装フィルムを誘導しスティック状包装袋をフォーミングするとともにスティック状包装袋内に粉状原料を充填するための縦型自動充填包装機の充填シュート10であって、粉状原料をスティック状包装袋の内部へと送るシュート部12と、当該シュート部12に連結され、粉状原料の投入口となる入口部11と、当該入口部11に取付けられ、投入された粉状原料をシュート部12の内側面近傍へと案内する案内部14とを備えたものである。
(もっと読む)
縦型多列自動包装機のフィルムフォーミング機構
【課題】 包装フィルムつぎ動作若しく包装フィルムセッティング動作を容易にし、これらの作業時間を短くすることができる縦型多列自動包装機のフォーミング機構を提供する。
【解決手段】 一度に複数本のスティック包装袋を連続的にシール成形できる縦型多列自動包装機のフォーミング機構において、包装フィルムのつぎ部分が発生した際、若しくは新たな包装フィルムをセットする際には、自動包装機の制御部は充填パイプ4とフォーマーリング20との隙間を広げるようにエアーシリンダ21を駆動し、その後の製袋動作においては、充填パイプ4とフォーマーリング20との隙間を元に戻して狭くするようにエアーシリンダ21を駆動する。
(もっと読む)
61 - 80 / 115
[ Back to top ]