
Fターム[3E075BA18]の内容
紙容器等紙製品の製造 (16,236) | 最終生成物の構造 (1,750) | 箱 (521) | 特殊な形状のもの (18)
Fターム[3E075BA18]の下位に属するFターム
多面(7面以上)のもの (3)
波形又はヒダを持つもの (2)
Fターム[3E075BA18]に分類される特許
1 - 13 / 13
製函装置
【課題】凸曲面部を有するようなユニークな形状の箱であっても、ブランクシートを自動的に折り曲げることで角筒状体を成形することができるようにした製函装置を提供する。
【解決手段】平坦な平面状金型12と、凸曲面部を有する曲面状金型13と、曲面状金型13を前記平面状金型12に接離させる駆動機構14とを有する成形手段10を備えている。ブランクシート110の凸曲面部となる部位112が、平面状金型12から離間している曲面状金型13に宛がわれ、凸曲面部となる部位112の両側のブランクシート110が平面状金型12側に折り曲げられ、内フラップとなる部位を平面状金型12に重ね、平坦面部となる部位111を内フラップとなる部位上に重ね合わせ、内フラップとなる部位と平坦面部となる部位111とを仮接着することで角筒状体120を成形し、曲面状金型13が平面状金型12に近接することで、角筒状体120を成形手段10から脱抜可能している。
(もっと読む)
環境対応に優れた紙製容器の製造方法

【課題】接着剤の使用量を激減し、極めて簡単な方法で製造でき、かつ、意匠性にも優れた紙製容器の製造方法。
【解決手段】筒状側壁aと地板bとから成る容器本体Aと、筒状側壁a’と天板cとから成る蓋体Bとで構成される紙製容器の製造方法であって、筒状側壁a、a’が、特定長さ、特定高さ、および舌片を備えたブランクを切り出す工程、折返部に少量の接着剤を付与する工程、側壁上に上下の折返部を折り返して重ね合わせて接着して外装材とする工程、折返部を重ねた外装材上に補強材を段差を設けて接着剤で重ね合わせて側壁重合体を得る工程、該重合体を折り曲げ筒状側壁a、a’を製造する工程、得られた筒状側壁a、a’の段差に地板若しくは天板を接着剤で固定する工程、により容器本体若しくは蓋体を製造する紙製容器の製造方法。
(もっと読む)
ブランクシートの搬送装置
【課題】様々な形状のブランクシートを搬送することができるブランクシートの搬送装置を提供する。
【解決手段】第1供給ベルト18及び第2供給ベルト26の少なくとも一方は、上側ブランクシート12a、12b及び下側ブランクシート10の搬送方向と直交する方向に並列して4つ以上設けられ、該4つ以上設けられた供給ベルト18、26のそれぞれは、搬送されるブランクシート10、12a、12bの形状に応じて予め設定された情報に基づいて、駆動のタイミングが制御される。
(もっと読む)
変形箱の製造方法及び変形箱
【課題】ボール紙製で、周囲が直線或は凹曲線となっている天板紙(ソコ板紙)とその周囲に側面胴板紙を接着し組み合わせる変形箱の製造において、成形用木型を必要としないようにして、投資額を少なくするとともに作業スペースも少なくし、多数ロット、少ロットの製造・注文に関係なく一定価格のコストで変形箱を提供できるようにしようとするもの。
【解決手段】ボール紙1製で、周囲が直線或は凹曲線となっている天板2紙(ソコ板紙)とその周囲に側面胴板3紙を組み合わせてなる変形箱において、天板紙(ソコ板紙)とこの天板紙に対応する側面胴板紙を予め切断しておき、側面胴板紙の下辺内側に極細幅の両面接着テープ4の片面を接着して接着面5を形成し、この接着面を天板紙(ソコ板紙)周囲に仮接着して変形箱本体を形成し、この仮接着部分に更に接着剤6を塗布して天板紙(ソコ板紙)と側面胴板紙を本接着するようにした変形箱の製造方法。
(もっと読む)
収納容器
【課題】複数の小分け収納部分を備え、簡単な工程で容易に組み立てることができる新規な収納容器を提供する。加熱による強度の低下などを防止することができる紙製の収納容器を提供する。
【解決手段】各小分け容器体a1、a2は一枚の板紙の折り曲げと貼り付けにより組み立てられる。外装体bは四角形の底壁部11と、相対向する一対の側壁部13を備え、底壁部11上に各小分け容器体a1、a2が直線状に連なるよう配置し、膨出状の側面板3a、3aを側壁部13、13に貼り付ける。
(もっと読む)
貼箱の製造方法
【課題】曲線と頂点の組み合わせからなる様々な形の紙箱を提供する。
【解決手段】外型と内型のクリアランスが箱の側面として使用する紙の厚みと同等もしくはやや広めで側面の帯の巾よりも狭い成形型を作る。次に外型と内型の隙間に側面用の帯をはめ込む。そして内型の上にメンコを載せる。メンコを入れると内型5は下に抜ける。下に抜けた内型を取り出し、成形型の中に入っているメンコの上に置く。内型6を下まで押し込み、帯7とメンコ9の位置を決める。定位置に置かれたメンコと帯の凹部分と角及び外への力がかかる部分を瞬間接着剤等の速乾性の糊で留める。その上からエマルジョン等の糊で本止めすることにより、生産性を上げると共に強度を確保する。
(もっと読む)
ブランクのセットから箱を作るための方法及び装置
2つのブランク(2、3)から包装箱を作るための方法及び装置であり、ブランクは、2つの隣接するスタック(25、26)から同時に取り出されて、2つの平行なトラック(29、30)上に配置され、ブランクは、組み立て位置に突き当たるまで長手方向にフラットに移送され、第1のブランクは、長手方向の当接位置までの途中で接着剤が塗布され、第1及び第2のブランクは、各自の位置で横向きに突き当たって、正確な横方向の基準位置が与えられ、把持されて横方向に移送され、第2のブランクは、第1のブランク上に配置されてインデックスされ、第2のブランクが第1のブランクに対向して配置されるが、垂直圧によってクランプされているときに、第1のトラック(29)の駆動部(61)を退避させる。そして、第2のブランクを第1のブランクに適用して、それらを長手方向の所定位置にて互いに接着する。結果として得られたブランクのセットは、その後組み立て位置に移送されて、ここで箱は、芯を中心としてブランクを巻き付けることによって組み立てられる。  (もっと読む)
(もっと読む)
注出可能な食品パッケージの各々に一つずつ適用される開封部材を分離するための分離装置
列(7)の形態で供給され且つ注出可能な食品の各々の密封されたパッケージ(3)に一つずつ適用される開封部材(2)を分離するためのユニット(1)であり、当該ユニットは、経路(P)に沿って移動可能であり且つ経路(P)に沿った第一のステーション(I)において開封部材(2)を列(7)から受け取る開放形態と、列(7)の残りの部分から開封部材(2)を分離するために開封部材(2)を経路(P)に沿って一つずつ移動させる閉塞形態との間を可動である受け台(42)を規定している第一及び第二の顎状掴み部材(40,41)を順に備えている分離アセンブリ(10)を備えており、当該ユニット(1)はまた、少なくとも第一の顎状掴み部材(40)を第二の顎状掴み部材(41)に向けて付勢するための弾性手段(43)、分離アセンブリ(10)から分離された開封部材(2)を搬送するためのコンベア(13)、コンベア(13)によって作動せしめられ且つ前記第一の顎状掴み部材(40)と一体化されているカムフォロアー(38)と周期的に協働して第一の顎状掴み部材(40)を弾性手段(43)に抗して第二の顎状掴み部材(41)から離れる方向に移動させて受け台(42)を前記開放形態へと移動させる少なくとも1つのカム(61)をも備えている。  (もっと読む)
(もっと読む)
紙製液体容器の天板構造及びその製造方法
【課題】本発明は、果汁飲料、コーヒー、液体スープなどの内容物を収納した紙製液体容器の天板に形成された飲み口部である開口部を覆うタブ材を剥がす際、指掛かりが容易に得られる紙製液体容器の天板構造及びその製造方法を提供することを目的とする。
【解決手段】紙を主体とした積層材料(A)からなる底板(6)、側壁(5)及び飲み口部(3)を有する天板(2)を備えた容器本体と、前記飲み口部(3)を覆って接着し、密封する柔軟性を有するタブ材(7)とを具備し、内容物(9)を充填密封してなる紙製液体容器の天板構造において、前記容器(1)の飲み口部(3)を覆って、該容器(1)を密封する前記タブ材(7)が接着する前記天板(2)の接着部の一部分に隆起部分(4a)を備えていることを特徴とする紙製液体容器の天板構造である。
(もっと読む)
ウェブ状材料の帯片を巻き取ることによってチューブを製造する装置
チューブ製造装置は、チューブ(T)を形成するために帯片が周囲に巻かれる巻取スピンドル(4)と、巻取スピンドルの周りに帯片を供給して巻くための装置と、形成されたチューブを幾つかの長さに切断するための少なくとも一つの刃(51)とを備え、前記チューブが、スピンドルに沿って前進するようにされている。刃は、前記スピンドルに平行に往復運動するようにされる。カウンター刃が形成されるチューブの範囲内に設けられ、カウンター刃は、刃の平行移動の動きに同期して平行移動するようにされている。カウンター刃は、可動部材(67,71)に磁気的に拘束され、前記可動部材は、カウンター刃を平行移動させる。 (もっと読む)
製品を包装する方法およびシステム
カートンに熱収縮パッチを貼付して前記カートンの形状を形成する方法。前記カートンは、最上部パネルと、底部パネルと、前記最上部パネルおよび前記底部パネルの間に延びる少なくとも一つの側面パネルと、第1の位置および第2の位置の間を移動可能になっている可動部分とを備えている。前記方法は、収縮前の形態の熱収縮パッチを準備する工程を備えている。前記熱収縮パッチは、前記可動部分の少なくとも一部を含む、シート材料からなるブランクの内面の少なくとも一部に対して、前記収縮前の形態で結合される。前記カートンは、前記シート材料からなるブランクから形成される。前記熱収縮パッチを加熱して前記熱収縮パッチを収縮形態まで収縮させることにより、前記可動部分を前記第1の位置から前記第2の位置へ移動させて、前記カートンの形状を形成する。 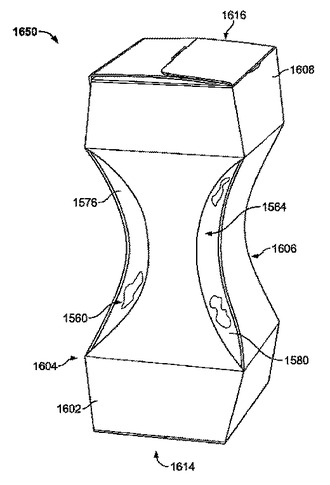 (もっと読む)
(もっと読む)
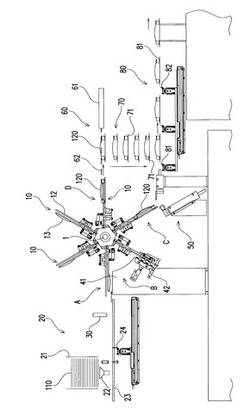
角筒状曲面カートンの製造方法および製造装置
【課題】
製造能力の向上と高速化に伴う製造コストが嵩まず、かつ製品の仕上がりに優れる角筒状曲面カートンの製造方法及び製造装置の提供にある。
【解決手段】ブランク3を二つのブランクマガジン10から取り出す給紙部40と、接着剤を塗布する接着剤塗布部41と、ブランクを間欠回転運動するターレット式巻付け装置20の2個の柱状マンドレル21にセットする搬送・セット部42と、以下1/4づつ回転してブランクの巻付け圧着部43と、筒状仮容器形成部44と、この筒状仮容器2を、間欠回転運動を行うターレット式成形装置31の2個のアーム31に受渡す筒状仮容器抜取り・受渡し部45と、さらに1/4づつ回転して、筒状仮容器の押込み成形部と、角筒状曲面カートン成形部と、角筒状曲面カートン排出部とでなる製造装置である。
(もっと読む)
ラミネート材料から作られる容器、ブランク及び方法
ラミネート材料から成る容器であり、前記ラミネート材料は両側の、下向きに延びている第1及び第2の縁(12及び14)を有する。前記容器は、下記の特徴のひとつ又はそれ以上を有する。すなわち、第1の特徴は、前記ラミネート材料が繊維状のセルロース層(11)を包含し、この層(11)の大部分の繊維(13)の方向が前記第1の縁(12)に対して実質的に平行であること。第2の特徴は、前記容器がラミネート材料により作られて容器の本体を形成する片を包含し、前記容器がまた底部閉鎖挿入体を包含し、この挿入体の下に前記片の底部ストリップが折り曲げられて密封され、前記挿入体が前記片により取り囲まれている、実質的に環状のフランジを包含し、このフランジを取り囲む前記ラミネート材料の部分が、前記フランジを包み込んでいる上方区域と、前記フランジを包み込んでいなくて前記上方区域の高さの少なくとも5分の1の高さである下方区域とから成る。第3の特徴は、前記容器が、平らな頂部を有し、かつこの平らな頂部のコーナ部をおおっている補強材を包含する。  (もっと読む)
(もっと読む)
1 - 13 / 13
[ Back to top ]