
Fターム[3E075DA05]の内容
紙容器等紙製品の製造 (16,236) | 製造工程(送り) (2,532) | 送り部位 (928) | 搬出部 (226)
Fターム[3E075DA05]に分類される特許
201 - 220 / 226
バッグの製造方法
本発明は、ポリマーフィルム材料および/または金属フィルム材料で作られたバッグ(25、40)の製造方法に関する。バッグ(25、40)は、その下端部が閉じられかつ4つのシーム(27)により連結された4つの外壁(A〜D)が設けられている。本発明の特徴は、バッグの形成に必要な材料(A〜E)は、ロール上に巻回されたフィルムチューブ(25、40)の形態で、底形成装置の巻き出しステーションに供給され、底形成装置は、繰出されるフィルムチューブをフィルムチューブセグメントに分離し、バッグの少なくとも1つの端部をシールすることにある。  (もっと読む)
(もっと読む)
ラベル用テープロール及びテープエンド検出装置

【課題】簡単な工程で安価にテープエンド検知のための末端処理を行うことができるラベル用テープロール及びテープエンド検出装置を提供する。
【解決手段】基材テープ101を、軸線方向がテープ長手方向と略直交するリール部材102aの周りに巻回して構成した第1ロール102において、基材テープ101は、所定の間隔で配置された頭出しマークPMと、基材テープ101の繰り出し方向終端部に設けられたエンドマークEMとを有する。また、エンドマークEBのテープ長手方向寸法xEを、頭出しマークPMのテープ長手方向寸法xよりも大きくする。
(もっと読む)
カス剥離装置

【課題】
ラベル製造装置に用いられるカス剥離装置に関し、カスを剥離する際にカスとともにラベルも剥離してしまう、ラベル上がりを防止するカス剥離装置を提供することを課題とする。
【解決手段】
前記弾性部材34は、ラベル原紙8のラベル基材6に対して垂直方向に押圧しつつ、カス14に対して巻き掛けて折り返すようにして接触しているので、矢印Cの方向にも押圧する力が働く。この弾性部材34は、ラベル基材6やカス14に対して強く接触している部分ほど、その接触部分が大きく収縮変形する。また、逆にこの大きく収縮変形した接触部分ほど、ラベル基材6やカス14に対して反発して押圧する力が働く。つまり、前記弾性部材34は、上述したとおり矢印Cの方向にも押圧する力が働いているので、ラベル基材6およびカス14に対して収縮変形し、カス14が剥離紙2から剥離した瞬間には、矢印Dの部分で反発して押圧する力が働きラベル12のラベル先端部13を押さえ込む。
(もっと読む)
タグラベル作成装置
【課題】検出用マークを用いることなく、信頼性の高いタグテープの位置決め切断を行う。
【解決手段】タグラベル作成装置2は、基材テープ101に略等間隔Pにて複数個配置された無線タグ回路素子Toとの間で無線通信により情報の送受信を行うアンテナ14と、IC回路部151へのアクセス情報を生成し、アンテナ14を介して送信し、IC回路部151へのアクセスを行う信号処理回路22及び高周波回路送信部32と、基材テープ101を繰り出すための圧着ローラ駆動軸12と、上記アクセス結果に基づいて繰り出された印字済タグラベル用テープ110の無線タグ回路素子Toの位置を検出するアンテナ19と、この検出した位置情報に基づく所定の切断線CLにおいてテープを切断可能なカッタ15とを有する。
(もっと読む)
タグラベル作成装置及びタグラベル作成システム
【課題】通信プロトコルが未知の無線タグ回路素子に対し通信を行う場合であっても、確実に通信を行えるようにする。
【解決手段】基材テープ101に配置された無線タグ回路素子Toのアンテナ152との間で無線通信により送受信を行うアンテナ14と、基材テープ101を繰り出すための駆動軸11と、IC回路部151の情報にアクセスするアクセス情報を生成する信号処理回路22と、このアクセス情報をアンテナ14を介して送信し、IC回路部151の情報へのアクセスを行う高周波回路送信部32とを有し、制御回路30は、使用履歴情報に基づき、送信部32による送信に使用するための通信プロトコルを決定する。
(もっと読む)
RFIDラベル検品装置及び検品方法
【課題】 歩留まり率の向上と、製造効率及び作業効率の向上とを図ったRFIDラベル検品装置を提供する。
【解決手段】 RFIDラベル検品装置100−1は、RFIDラベル210内のRFIDタグ204とアンテナ104との通信状態によりRFIDラベル210の良否を判定し、剥離ローラ108を回転させて、不良と判定したRFIDラベル210を台紙202から剥離する。更に、RFIDラベル検品装置100−1は、ローラ114、118a、118b及び巻き取り軸119を回転させて交換用RFIDラベル216を搬送し、台紙202における剥離されたRFIDラベル210が仮着されていた位置に、ローラ120によりその交換用RFIDラベル216を仮着させる。
(もっと読む)
フォルダグルア
【課題】寸法精度の高い段ボール箱を得ることができるようにしたフォルダグルアを提供することである。
【解決手段】段ボールシートを折曲げ部に搬送し、その折曲げ部での搬送中に、縦罫線で区分された両側の第1パネルおよび第4パネルをその内側に設けられた第1縦罫線および第3縦罫線に沿って180°折曲げ、第1パネルと接合代の重なり部を接着して扁平な箱体A1 を形成する。箱体A1 の搬送路に一対の成形ベルト21と、箱体A1 の第1パネルおよび第4パネルに接触する傾斜状の一対の幅寄せベルト22を設け、箱体A1 の幅寸法が適正値より大きい場合、一対の成形ベルト21により箱体A1 の両側部を押圧して適正な幅寸法に修正し、箱体A1 の幅寸法が適正値より小さい場合、一対の幅寄せベルト22で第1パネルおよび第4パネルを外側方に移動させて箱体A1 の幅寸法を適正な幅寸法に修正する。
(もっと読む)
シール貼替装置及びシール貼替方法
【課題】剥離用台紙に対するシールの貼着方向を変更可能にする技術の提供。
【解決手段】第1の剥離用台紙1に貼着されたシール3を第2の剥離用台紙2に貼り替える装置10であって、前記第1の剥離用台紙上に貼着されたシールをシール貼り替え部21に搬送する第1の搬送手段30と、前記第1の剥離用台紙上から剥離されたシールを貼り替えるための第2の剥離用台紙を前記シール貼り替え部に搬送する第2の搬送手段40と、前記貼り替え部21において、前記シールを前記第1の剥離用台紙上から剥ぎ取ると共に、前記剥ぎ取ったシールを保持したまま所定角度回転させて前記第2の剥離用台紙に貼り着けるシール貼替手段20とを具備する。
(もっと読む)
容器底部形成装置
角筒状容器の底部構成端部を所望の最終形状に確実に折畳むことができ、しかも容器の材質等の変化にも対応が容易である構造が簡素化された容器底部形成装置を提供するものである。第2癖折り部材が容器50の底壁パネルを押圧した状態のまま、容器をフォールディングレール36に接触させられるように、第2癖折り部材の押圧プレート48のマンドレル回転方向側を拡大延長して延設して受渡し部49とし、この受渡し部とフォールディングレールとを離間することなく配置する。そして、この第2癖折り部材の受渡し部が、フォールディングレールと連接した状態にあるときに、マンドレルを次ステーションに移動させるようにマンドレルの動作タイミングを変えることによって、角筒状容器の底部がいったん開口されることなく、折畳まれた形状のままボトムブレーカ35からフォールディングレールへ極めてスムーズに移行する。  (もっと読む)
(もっと読む)
タックラベル、タックラベルの製造方法及び製造装置
ラベル用シートの所定間隔ごとに光粘着化性接着剤を部分印刷塗布して、接合シートで空気から密封して紫外線を照射して粘着性を持たせる。光粘着化性接着剤ならば粘着性を有していない状態でならば印刷塗布できるので、シート送り方向/長尺方向に所定間隔ごとに接着部分を一部形成することができる。 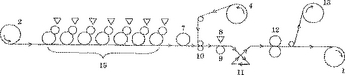 (もっと読む)
(もっと読む)
シートシール装置
【課題】 溶着切断装置を通過した筒状シートが安定した姿勢で正確な軌道上をゆっくり滑り落ち、筒状シートの下端が下方の装置へ確実に到達するシートシール装置の提供。
【解決手段】 長尺の筒状シート4を、溶着切断装置1を通過して吊り下げ、溶着切断装置1により筒状シート4を適宜長さ毎にその幅方向に沿って溶着すると共に、溶着部より僅かに下方において切断して短尺の袋を形成する装置であって、溶着切断装置1の下方において、筒状シート4の通過経路の側方に吸引板2を設置し、吸引板2の通過経路と対向する面13に吸引口及び突起部15を設ける。
(もっと読む)
伸縮性ストリップ付きバッグ及びその製造方法
プラスチックバッグ100は弾力性を有する伸縮性ストリップ120を含む。このストリップは、その縮んだ通常状態で、開口を縮めてバッグを目的物に保持する。ストリップは、バッグの第一及び第二の側縁106、108にわたってバッグの側壁に連続的に取り付けられる第一の領域150と、側壁に取り付けられない第二の領域152、154とを含む。ストリップの取付領域は縮まないが、側壁の一部分を蛇行させる。ストリップの非取付部分は縮んで、側壁を寄せ集める。プラスチックバッグの製造方法は、弾力性のある伸縮性テープを引き伸ばし、この引き伸ばしたテープをプラスチック材料からなるウェブに連続的に取り付けることを含む 。  (もっと読む)
(もっと読む)
線状部材取付け方法
【課題】 袋の立辺に沿って塑性変形可能な線状部材を位置決めし、位置決め状態を保持して接合してゆく作業を迅速且つ効率的に行える線状部材取付け方法を提供する。
【解決手段】 シート材料22を折り返して形成される袋10の一対の正面部14の両側の立辺17に沿って、塑性変形可能な線状部材18を取り付け線状部材取付け方法であって、一対の正面部14を平坦に折り畳んだ状態の袋10に対し、側縁部10aの先端部分を両側から吸着して開かせた状態とし、線状部材18が磁性体を含む材料からなり、線状部材18を内部に保持した筒状部材24を先端開口から挿入して立辺17の内側に配置した後に、線状部材18を筒状部材24から抜き出して、立辺17の外側に設置した磁石25の磁力により立辺17に沿って保持し、立辺17を外側から挟み込んで融着することにより、線状部材18を立辺17の折り返し融着部23に保持した状態で取り付ける。
(もっと読む)
段ボールシートの糊付け方法及びその装置
【課題】 製函ライン上において、段ボールシートの糊代片に数秒間で初期接着が可能な塗布部と強固に完全接着が可能な塗布部とを設けて製函工程の高速化を図る。
【解決手段】 段ボールシートAが製函ライン上における罫線及びスロッタ加工部を通過したのち、糊付け加工部でその糊代片20に糊付けする際に、外周面に幅広い塗布溝2と狭幅の塗布溝3とを周方向に小間隔毎に交互に設けている糊車1により糊代片20上に塗布量の多い太幅の線状糊層4と塗布量の少ない細幅の線状糊層5とを設けて、この細幅の線状糊層5によって段ボールシートが折り畳まれた際の糊代片20と該段ボールシートの他側端部との接合部を数秒間で早期接着させるようにし、しかるのち、太幅の線状糊層4の乾燥、硬化によって完全接着させるようにしている。
(もっと読む)
電子レンジ加熱調理用の軟包装袋の製造方法とその製造方法により作製した電子レンジ加熱調理用の軟包装袋
【課題】フィルムの種類を選ばずに作製可能で、幅方向の寸法安定性の良い、製品にカール発生のない電子レンジ加熱調理用の軟包装袋の製造方法を提供すること。
【解決手段】ロール状の複合フィルム(1)から上下分割工程(A)、折り込み部形成工程(B)、上下フィルム合流・易剥離テープ挿入工程(C)、易剥離テープ接着・異形シール工程(D)、蒸気抜き孔穿孔工程(E)、底部シール形成工程(F)、側部シール形成工程(G)、カッティング工程(H)、前記各工程がこの順序で連続して行われる電子レンジ加熱調理用の軟包装袋の製造方法である。
(もっと読む)
電子レンジ加熱調理用の軟包装袋の製造方法とその製造方法により作製した電子レンジ加熱調理用の軟包装袋
【課題】フィルムの種類を選ばずに作製可能で、幅方向の寸法安定性の良い、製品にカール発生のない電子レンジ加熱調理用の軟包装袋の製造方法を提供すること。
【解決手段】ロール状の複合フィルム(1)から上下分割工程(A)、折り込み部形成工程(B)、上下フィルム合流・易剥離テープ挿入工程(C)、蒸気抜き孔形成工程(D)、易剥離テープ接着・異型シール工程(E)、底部シール形成工程(F)、側部シール形成工程(G)、カッティング工程(H)、前記各工程がこの順序で連続して行われる電子レンジ加熱調理用の軟包装袋の製造方法である。
(もっと読む)
段ボール類又は紙製品類の紙片紙粉除去装置
【課題】本発明は、打抜具を用いることなく、また印刷面を傷付けることなく個々の段ボール類又は紙製品類の大小の打ち抜き部分から紙片、紙粉等を的確に除去できる紙片紙粉除去装置を提供する。
【解決手段】打ち抜き部分のカス102を押圧除去する弾性ロール11A乃至11Cと、カス102を除去する突起付弾性ロール31と、カス102を掻き払う複数段のブラシ付ロール対41と、弾性ロール11A乃至11C、突起付弾性ロール31及びブラシ付ロール対41の間に適宜配置したワーク102に空気圧を付与して紙片、紙粉、塵埃を除去するエアーノズル12A乃至12Dと、弾性ロール11A乃至11C、突起付弾性ロール31、ブラシ付ロール対41、エアーノズル12A乃至12Dの下方に配置され、除去されたカス102、塵埃を収集、集塵する収集・集塵手段50とを有するものである。
(もっと読む)
カートン処理装置
【課題】 印字ヘッドの異物付着による印字不良を防止できるカートン処理装置を提供する。
【解決手段】本発明のカートン処理装置1はカートン2をシートから組み立てて接着剤で接着するカートン組立ユニット3と、カートン2を次工程に搬送する搬送路5と、カートンの表面に印字する印字ユニット7とを備え、カートン組立ユニット3と印字ユニット7との間にはカートン表面に付着した異物を除去するクリーニングユニット9を備えており、クリーニングユニット9は回転ブラシによりカートン表面に接触して異物を除去する。
(もっと読む)
合成樹脂製袋製造装置
【課題】長尺の合成樹脂製フィルム体を送給するとともに、同合成樹脂製フィルム体を熱溶着して合成樹脂製袋を連続成形した溶着フィルム体とし、同溶着フィルム体にテンションを加えることなく各合成樹脂製袋に連続切断可能である合成樹脂製袋の製造装置を提供する。
【解決手段】溶着フィルム体10を合成樹脂製袋Bと残余部分bとに打抜切断する切断部Dと、この切断部Dで切断された合成樹脂製袋Bを搬出する搬出部Eを有し、切断部Dには、溶着フィルム体10を上方から押圧して切断する帯状切断刃23を配設した切断刃保持板を設けるとともに、切断刃保持板には、溶着フィルム体10を合成樹脂製袋Bごとに切離する切離用帯状切断刃と、不切断部を設けた帯状切断刃23とを配設して、切断部Dでは、不切断部を設けた帯状切断刃23により合成樹脂製袋Bと残余部分bとを連結部32で連結させながら溶着フィルム体10に切断線30を形成する。
(もっと読む)
密封体における開閉弁の取り付け構造及び開閉弁付密封体の製造装置
軟質樹脂シート(1a,1b)から構成され空気を内部に充填可能である密封体(1)に取り付ける開閉弁(2)を、密封体(1)を構成する一方のシート(1a)に対しては固定用シール部で接着し、他方のシート(1b)に対しては該固定用シール部で接着しない、密封体における開閉弁の取り付け構造を提供する。これにより、密封体(1)の膨張部(12)に空気を充填した際においても、開閉弁(2)が前記一方のシート(1a)に対して常に密着するため、開閉弁(2)にしわが発生し、そのしわを通って空気が漏れてしまうようなことがない。  (もっと読む)
(もっと読む)
201 - 220 / 226
[ Back to top ]