
Fターム[3E075DC33]の内容
紙容器等紙製品の製造 (16,236) | 製造工程(成形) (830) | 折り曲げ (714) | 折り曲げ形態 (367) | 吸引又は把持手段による折り曲げ (15)
Fターム[3E075DC33]に分類される特許
1 - 15 / 15
製函装置
【課題】 装置全体をコンパクトにすることができる製函装置を提供する
【解決手段】 矩形状の型枠15と、その型枠の先端から突出可能で前後進移動する吸着パッド16とを備えたハンド部1と、4つ当該ハンド部を3次元空間で移動可能な第1ロボット11と、ブランクカートン1の底部を押し込むことでその底部に隣接する4つの側壁を起立させるための雌型45とを備える。型枠を構成する2組のガイド板は、各組で少なくとも一方が相手に対して接近離反移動してガイド板間の幅寸法が変更可能とし、その幅寸法が狭い状態では雌型に対する雄型として機能し、幅寸法が広い状態ではブランクカートンの蓋閉め工程での雌型として機能するようにした。
(もっと読む)
インモールドラベル成形用ラベル切断装置及びラベル切断方法

【課題】下型及びパンチによりラベルシートから所望形状のラベルに型抜き形成する上らいの装置及び方法に比べ、ラベルシートに対して非接触でラベルを切断することができ、切断抵抗によりラベルが伸びたり、変形したりするのを防止し、長期わたって安定的に所望形状のラベルに切断形成する。ラベルシートに対してレーザ光による非接触でラベルを切断することができ、切断時におけるラベルの位置ずれを低減して金型内へのラベル装着を高い精度で行う。ラベルシートからラベルを切断する際に、反射レーザ光によるラベル外縁の溶融を防止したり、レーザ光の熱で炭化されたシート成分がラベルに付着して品質を低下させたりするのを防止する。
【解決手段】ラベルシート5の移送方向上手側に配置され、ラベルシート5に対して移送方向及び移送直交方向へ移動するレーザ光出力手段9から出力されるレーザ光をラベル地5aの外形に沿って照射してラベルを溶融切断する。
(もっと読む)
インモールドラベル成形用ラベル切断装置におけるラベルシート移送装置及びラベルシート移送方法
【課題】ラベルが打ち抜かれた部分と打ち抜かれていない部分とで引張り強度や伸び量が大きく異なる場合であっても、皺の発生を防止しながらラベルシートを確実に直線状態で移送して次に切断されるラベル個所をラベル切断位置へ高い位置精度で確実に供給する。
【解決手段】左右移動部材を作動して移送直交方向の外側へ移動した支持部材を内側へ移動してラベルシートの移送直交方向の両端部に位置させた後、上下移動部材を作動して把持部材を上方へ移動してラベルシートの移送直交方向両端部を挟持させる。次に移動部材を作動して可動体を移送方向下手に向かって移動してラベルシートの次のラベル個所を切断位置へ移送して供給する。
(もっと読む)
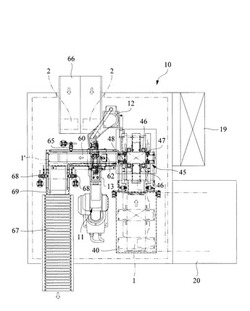
ヒンジ式蓋付きパッケージとヒンジ式蓋付きパッケージを製造する包装方法および包装機
【課題】安価且つ実現が容易なヒンジ式蓋付きパッケージと、ヒンジ式蓋付きパッケージを製造する包装方法および包装機を提供する。
【解決手段】パッケージ1を製造する包装方法および包装機46であって、方法は、パッケージ1の内容物3を、第1包装コンベヤ60の第1ポケット62内に供給するステップと、パッケージ1の内容物3を、第1転送ステーション67において、第1包装コンベヤ60の第1ポケット62から、第2包装コンベヤ69の第2ポケット68に転送するステップと、第1ブランク33を、第1供給装置71により第2ポケット68に供給するステップと、第1ブランク33を、第2ポケット68において、パッケージ1の内容物の周りで折り畳んで蓋10付き容器2を形成するステップを備える。
(もっと読む)
ダンボール箱組立装置
【課題】本発明の目的は、リサイクルのダンボール箱であっても、簡易な構成で、かつ低コストでダンボール箱を組み立てることができるダンボール箱組立装置を提供することである。
【解決手段】第2回動機構720によりフラップ板部材401,〜,404が略直立姿勢から略水平姿勢に回動されることにより、ダンボール箱900の各片を押し倒し、第1回動機構710によりフラップ板部材401,〜,404が卍折りの各蓋の間から引き抜かれる。さらに、制御部701は、角度検出センサ721からの信号に応じてフラップ板部材401,402,403,404が所定角度回転しない、すなわち、フラップ板部材401,402,403,404がダンボール箱900に引っかかっている場合には、再度、第1回動機構710を矢印R3の方向に駆動させた後、矢印−R3の方向に駆動させる。
(もっと読む)
カートン形成装置及びカートン形成方法
【課題】カートンの形成にマンドレルを使用するもので、それほど高さを必要としないカートン形成装置を提供する。
【解決手段】カートン形成装置は、ブランクシート受入ステーションで、ブランクシート2の第2パネル12を吸着してバケットの底に着座させ、バケットの側壁により第1パネル11と第3パネル13を第2パネル12の両側に立ち上がらせた状態にする。ブランクシート2の第4パネル14は、フラップ糊付けステーションに移動する過程で固定ガイドに当たり、第2パネルと平行になるように折り曲げられる。フラップ糊付けステーションにはフラップ糊付け用マンドレル45とフラップ糊付け装置が配置され、胴部糊付けステーションには胴部糊付け用マンドレル71と胴部糊付け装置が配置されている。
(もっと読む)
紙製容器の製造装置、製造方法及び紙製容器
【課題】
本発明は、円錐台形状の紙製容器の成形に際して、キレイな歪みのない形状の紙製容器を製造でき、更に紙製容器自体の製造を低廉にかつ短時間に大量成形できると共に更にこの製造機器自体をコンパクトにできる紙製容器の製造装置及び方法の提供を課題とする。
【解決手段】
係る課題は、有底円錐台形状の成形芯金に成形用紙を巻き込んで有底円錐台形状の押え金によって巻き込み状態を維持し、成形芯金と押え金とが接して回転すると共に該回転に伴って成形芯金に成形用紙を巻き込みつつ成形芯金の大径部分と小径部分において巻き込む成形用紙の不要部分を切断具で切断して円錐台形状の紙製容器を成形して紙製容器を形作る紙製容器の製造装置によって解決できる。
(もっと読む)
ワンタッチカートン起函装置
【課題】 カギ型ロック構造のワンタッチカートンであっても確実に起函できる起函装置の提供。
【解決手段】
折りたたまれたワンタッチカートン1の一方の表面側の第1の側面5を起函用バキュームパット20cを吸着したまま引出し、第2の側面6を起函用固定ガイド15の曲面上に沿わせてカートン底面を四角形状(方形状)にした後、第2の側面の底部及び上部に対して底部起函用ガイド40b及び上部起函用ガイド50bにより確実に押し込むことによりカギ型ロック構造のワンタッチカートン1のロックを確実に行なうことを特徴とする。
(もっと読む)
シュリンクラベルの製袋方法
【課題】本発明は、フィルムを筒状に貼り合わせるためにエージングの必要のないレーザー溶接技術を適用するに際して、レーザー光線を当てながらその照射箇所におけるフィルムの接合部をしっかりと接し合わせながらシュリンクフィルムを製袋しうる方法を提供する。
【解決手段】本発明に係るシュリンクラベルの製袋方法は、シュリンクフィルム1の厚さとほぼ同じ高さの段差3を有する柱状部材2に、シュリンクフィルムを、その一辺5aが段差に引っ掛かった状態で巻きつけ、段差の低面6側に配置されたシュリンクフィルムの一辺側の表面に、段差の高面7側に配置された他辺側5bの裏面を接面させるフィルム巻きつけ工程と、合わせ目8の領域9にレーザー光線10を照射し、合わせ目の方向18に沿って走査して合わせ目にて熱融着させることによってシュリンクラベルに製袋する熱融着工程と、を有する。
(もっと読む)
コーナー補強型トレーの製函方法および製函装置
【課題】ブランクシートからコーナー補強型トレーを製函するに当たり、製函精度を低下させることなく、製函スピードを向上させると共に、製函機を極力コンパクトにする。
【解決手段】シートマガジン101から供給されるブランクa’一枚ずつ保持する待機ステーション103を設置し、その下方に、ブランク四隅の各フラップの折り曲げを行う折込ステーション104を配置し、折込ステーション104の側方に、ブランクa”の四周パネルを立ち上げてトレーを成型する四周パネル立上ステーション105を配置する。折込ステーション104で折曲加工がされている間に、次のブランクa’が待機ステーション103にて待機し、折込ステーション104で折曲加工が終了したブランクa”が四周パネル立上ステーション105に移動した直後に、待機ステーション103にある次のブランクa’を折込ステーション104に移動させる。
(もっと読む)
紙製容器の製造法
【課題】本発明は紙製容器の底板を収容部内にアーチ状又は球状に膨入する湾曲形態を適切に形成できる紙製容器の製造法を提供する。
【解決手段】底板6と底板6から起立する四側板にて上方へ開口せる収容部を形成し、底板6が該収容部内にアーチ状又は球状に膨入した湾曲板から成る紙製容器1A(1B)の製造法において、上記四側板の内面を規制する四側面を有する型12A(12B)を用い、上記紙製容器1A(1B)の展開ブランク板1A′(1B′)の四側板を上記型12A(12B)の四側面に押し付けるように下方へ折り曲げて上記起立状態を形成すると共に、上記型12A(12B)に組み込んだ吸盤32で上記底板6を下方へ吸引することにより収容部内へアーチ状又は球状に膨入する湾曲状態に撓曲する紙製容器の製造法。
(もっと読む)
角底袋の製袋機
【課題】シワが発生しない薄い用紙用製袋機の提供。
【解決手段】二つ折りに折り畳んで貼り合わせ、かつその両側部にM字状に内側へ折り込んだマチ部を設けてなる紙筒を供給する紙筒供給装置と、紙筒の搬送方向一端部に角底形成用の折筋を付ける折筋付け装置と、紙筒が回転する底折りドラムに沿って移動する間に、上記折筋に沿って紙筒の一端を紙筒の表裏方向に開く第1の底開き装置と、上下方向に開かれた部分を上記折筋に沿って表側と裏側のフラップ状に押し開く第2の底開き装置と、フラップ状に開かれた各フラップをプレスして平面状にするプレス装置と、開かれたフラップの所定の部分に糊を塗布する糊付け装置と、表側と裏側の各フラップの先端側のフラップ片を折り立てる折立て装置と、両フラップ片を内側へ折り込み重ねる折込み装置とを含む角底袋の製袋機。
(もっと読む)
開箱装置
【課題】開口用吸引具14における箱材Aの胴部長手側に沿った吸引領域の寸法を短い状態にしても、開口させることができる箱材Aの胴部Bの長手側の寸法を従来に比べて長くできるようにする。
【解決手段】偏平に折り畳まれて起立した状態で積み込んだ複数枚の箱材Aを押し出すホッパー装置2と、開口用吸引具14が進退自在に設けられ、ホッパー装置2に積み込まれた最前列の箱材Aの胴部Bの手前一方側Baを開口用吸引具14で吸引しつつ手前へ引き出して箱材Aを開口する引出し装置13を備えた開箱装置であり、揺動自在な折曲用吸引具22が進退自在に設けられ、最前列の箱材Aの胴部Bの手前一方側Baに接続するフラップDaを吸引しつつ手前へ揺動する折曲用吸引具22でフラップを折り曲げ、この折り曲げ状態のまま折曲用吸引具22を開口用吸引具14と共に手前へ移動する折曲げ装置15を備えたこと。
(もっと読む)
ブランクシートの供給装置
【課題】シートマガジンから取出したブランクシートをコンベヤに連続的に受渡して、高速処理を可能とする。
【解決手段】シートマガジン12のブランクシート11を、シート移送手段23の吸着ヘッド22で吸着保持して取出す。シート移送手段23での移送中にブランクシート11を折曲げ部材25に当接して、その前方折曲げ部11bを折曲げる。前方折曲げ部11bが折曲げられたL字状のブランクシート11を、搬送コンベヤ14の第1吸着コンベヤ42に受渡す。第1吸着コンベヤ42で吸着搬送される途上のブランクシート11の前方折曲げ部11bを、移送コンベヤ15の先行する支持部材53,54に当接支持させる。そして、移送コンベヤ15の後続の支持部材54,53で後方折曲げ部11cを折曲げて、上方に開口するコ字状としたブランクシート11を、前後から支持部材53,54で保持して搬送する。
(もっと読む)
ブランクシートの折曲げ搬送装置
【課題】シートマガジンから取出されて折曲げられた状態となったブランクシートを安定して搬送する。
【解決手段】シートマガジン12からブランクシート11を吸着して取出して下方に移送するシート移送手段19を備える。シートマガジン12の下方に、シート移送手段19から受渡されたブランクシート11の底壁部を吸着保持して搬送する搬送コンベヤ20が配設される。搬送コンベヤ20で保持されるブランクシート11の底壁部に対して、シート搬送方向前側に位置して搬送コンベヤ20から立上がっている前方折曲げ部11bを、搬送方向前側から支持する折曲げ部材21を備える。搬送コンベヤ20がブランクシート11を保持して搬送するのに伴い、前方折曲げ部11bに対する折曲げ部材21の支持位置を下流側に変化させて、底壁部に対して前方折曲げ部11bを所定の角度とする。
(もっと読む)
1 - 15 / 15
[ Back to top ]