
Fターム[3E075DC44]の内容
紙容器等紙製品の製造 (16,236) | 製造工程(成形) (830) | 折り曲げ (714) | 折り曲げ部位 (326) | 胴部 (181)
Fターム[3E075DC44]の下位に属するFターム
Fターム[3E075DC44]に分類される特許
101 - 115 / 115
断熱性発泡紙製容器の製造法
【課題】 外側面に発泡樹脂による断熱層を有する紙製容器において、従来公知の印刷用インキおよび印刷方法を用いて、その容器外側面に印刷を施す場合においても、印刷部分の発泡が妨げられず、均一且つ十分に発泡した発泡樹脂層を有する断熱性発泡紙製容器を提供する。
【解決手段】 原紙の片面に高融点の熱可塑性合成樹脂層を、他方の面には低融点の熱可塑性合成樹脂層を設けた基材紙により、前記低融点の熱可塑性合成樹脂層が外側となるように上下開口の筒状胴部材を成型し、当該胴部材に底部材を一体化して容器本体とし、次いで容器本体外側面に印刷を施した後、当該印刷層を形成するインキが軟化状態の内に加熱し、前記低融点の熱可塑性合成樹脂層を発泡させる。
(もっと読む)
フォルダグルア

【課題】寸法精度の高い段ボール箱を得ることができるようにしたフォルダグルアを提供することである。
【解決手段】段ボールシートを折曲げ部に搬送し、その折曲げ部での搬送中に、縦罫線で区分された両側の第1パネルおよび第4パネルをその内側に設けられた第1縦罫線および第3縦罫線に沿って180°折曲げ、第1パネルと接合代の重なり部を接着して扁平な箱体A1 を形成する。箱体A1 の搬送路に一対の成形ベルト21と、箱体A1 の第1パネルおよび第4パネルに接触する傾斜状の一対の幅寄せベルト22を設け、箱体A1 の幅寸法が適正値より大きい場合、一対の成形ベルト21により箱体A1 の両側部を押圧して適正な幅寸法に修正し、箱体A1 の幅寸法が適正値より小さい場合、一対の幅寄せベルト22で第1パネルおよび第4パネルを外側方に移動させて箱体A1 の幅寸法を適正な幅寸法に修正する。
(もっと読む)
二重壁紙カップ

【課題】紙カップの積み重ね及び積み重ねをはずす特性を有意に改善する。
【解決手段】二重壁の積み重ね可能及び積み重ねをはずすことが可能な紙カップであって、カップ底を持つ内部套管を含み、また外部套管と内部套管の間に隙間を持つ外部套管を含み、また外部套管の下部端に付与されかつ内部套管に配置されたロール加工縁を含み、また同様に積み重ねられる別の紙カップのロール加工縁のための内部套管に形成された停止面を含むものにおいて、停止面(5)が肩として設計され、その肩の下で内部套管(1)の直径が不連続的に減少され、下部ロール加工縁(11)の支持部(13)がカップ底(4)のレベルでまたはカップ底(4)の下で内部套管(1)の外表面(25)に当接されることを特徴とする二重壁紙カップ。
(もっと読む)
線状部材取付け方法
【課題】 袋の立辺に沿って塑性変形可能な線状部材を位置決めし、位置決め状態を保持して接合してゆく作業を迅速且つ効率的に行える線状部材取付け方法を提供する。
【解決手段】 シート材料22を折り返して形成される袋10の一対の正面部14の両側の立辺17に沿って、塑性変形可能な線状部材18を取り付け線状部材取付け方法であって、一対の正面部14を平坦に折り畳んだ状態の袋10に対し、側縁部10aの先端部分を両側から吸着して開かせた状態とし、線状部材18が磁性体を含む材料からなり、線状部材18を内部に保持した筒状部材24を先端開口から挿入して立辺17の内側に配置した後に、線状部材18を筒状部材24から抜き出して、立辺17の外側に設置した磁石25の磁力により立辺17に沿って保持し、立辺17を外側から挟み込んで融着することにより、線状部材18を立辺17の折り返し融着部23に保持した状態で取り付ける。
(もっと読む)
筒状フィルムの製造装置
【課題】 フィルム内面や外面に擦り傷などが発生せず、さらに重ね部に気泡が挟まることを防止できる筒状フィルムの製造装置を提供すること。
【解決手段】 長尺状フィルム11の内面に折り返しローラ14を当てて折り返し幅を規制することで、固定状態の作業プレートの場合のような擦り傷の発生を防止し、この折り返しローラ14の送り方向下流両側にV溝ローラ16を設けて長尺状フィルムの両縁折り返し部を両側からそれぞれ押えるとともに、折り返し幅を維持することで、フィルム表面上で接触する搬送方向と交差するローラを用いる場合のような擦り傷の発生を防止するとともに、高精度に筒状フィルム12を製造する。
さらに、塗布ノズル18の送り方向下流側に隣接してプレ貼り合せローラ19を設けることで、貼り合せ剤の塗布直後に押えて溶剤アタックなどの発生を防止して気泡の介在をなくすとともに、これによる白化も防止するようにする。
(もっと読む)
角底袋成形方法における折り癖付け方法、角底袋成形装置における折り癖付け装置、角底袋及びそれを用いた袋包装体
【課題】角底部の折り癖を含む帯状の領域を熱変成させることにより、形状保持性と陳列したときの自立性に優れた角底袋成形方法における折り癖付け方法、角底袋成形装置における折り癖付け装置、折り癖の付いた角底袋、及びそれを用いた袋包装体を提供する。
【解決手段】袋の角筒胴部と角底部との境となる予定の線状部分に、成形具40,41の折り癖形成刃44と折り癖形成溝45を備えた成形型42,43で折り目の両側で折れ曲がった状態を維持可能な横断方向に延びる折り癖が包装材62に付けられる。その結果、そうした包装材を成形して角底袋又はそれを用いた袋包装体としたときに、角底袋又は袋包装体が角筒胴部と角底部との境界に明確な折り癖を付け且つその両側で折れ曲がった状態を維持する形状保持性と陳列状態での自立性が極めて高いものとなる。
(もっと読む)
包装体の製造装置および包装体の製造方法
【課題】 いわゆる輪転製袋機によって蓋付き包装体の開口縁を非直線状に形成することができ、これにより、手袋を装着しなくても手を傷つけることなく被包装物を収容することが可能な蓋付き包装体を製造する。
【解決手段】 原反2のうち蓋付き包装体3の開口縁8の中央部分に相当する部分をギザギザ状に切断する開口縁切断部9と、開口縁切断部9における原反2の搬送方向の下流側に位置し、原反2を折曲して筒状体14を成形する筒状体成形部15と、筒状体成形部15における搬送方向の下流側に位置し、筒状体14を所定の長さ寸法に切断して生袋22を成形する筒状体切断部21と、筒状体切断部21における搬送方向の下流側に、生袋22における開口縁8の両端部に相当する部分を切断して開口縁8の全体を成形する端部切断部29とを有する。
(もっと読む)
フォルダグルア
【課題】両側のパネルが相対的に傾きがある場合にその傾きを自動的に修正することができるフォルダグルアの提供。
【解決手段】第1縦罫線a1 乃至第4縦罫線a4 によって区分した第1パネル乃至第4パネルおよび第4パネルに連設した接合代を折曲げ部1に搬送し、縦罫線で区分した第1パネルおよび第4パネルをその内側に設けた第1縦罫線および第3縦罫線に沿って180°折曲げ、第1パネルと接合代を接着して扁平な箱体A1 を形成する。箱体A1 の搬送路に押し爪24を爪付き搬送ベルト21と位置決め部材25の矯正ベルト22と位置決め部材25を箱体A1 の前端縁に対向させ、爪付き搬送ベルト21の押し爪24で箱体A1 の後端縁を押圧して位置決め部材25に押し付け、押し爪24とで箱体A1 を前後から挟持して、第1パネルと第4パネルの相対的な傾きを修正する。
(もっと読む)
段ボールシートの折畳み装置
【課題】寸法精度の高い段ボール箱を得ることができるようにした段ボールシートの折畳み装置を提供することである。
【解決手段】第1縦罫線a1 乃至第4縦罫線a4 によって区分された第1パネルP1 乃至第4パネルP4 および第4パネルP4 の側縁に連設された接合代P5 を有し、第1縦罫線a1 および第3縦罫線a3 が2条の平行罫線とされた段ボールシートS1 を折曲げ部30に搬送し、その折曲げ部30での搬送中に、縦罫線で区分された両側の第1パネルP1 および第4パネルP4 をその内側に設けられた第1縦罫線a1 および第3縦罫線a3 の外側罫線l1 に沿って90°折曲げると共に、第1パネルP1 および第4パネルP4 の90°の折曲げ後に平行罫線l1 、l2 間の部分を内側罫線l2 に沿って90°折曲げ、第1パネルP1 と接合代P5 の重なり部を接着して扁平な箱体A1 を形成する。
(もっと読む)
パッケージ及びパッケージ製造方法
本発明は、少なくとも部分的に円筒形の本体部1、テーパ肩部2、底部5、及び開口装置3を備える包装用材料製のパッケージに関する。肩部2の、本体部1の円筒形部分に当接する部分が、包装用材料が複数の重なった折曲げ部6に折り曲げられて、包装用材料の3つの円周上に連続する区画が折り曲げられ、それにより第1区画が外側を形成し、第2区画が第1区画の内側に当接して内側及び後方に折り曲げられ、第3区画がパッケージの内側に面する第2区画の包装用材料の外側に当接して折り曲げられてテーパ形状となっている。本発明は、更に、パッケージを製造する方法に関する。 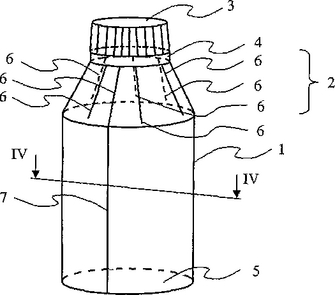 (もっと読む)
(もっと読む)
ブランクシートの折曲げ搬送装置
【課題】シートマガジンから取出されて折曲げられた状態となったブランクシートを安定して搬送する。
【解決手段】シートマガジン12からブランクシート11を吸着して取出して下方に移送するシート移送手段19を備える。シートマガジン12の下方に、シート移送手段19から受渡されたブランクシート11の底壁部を吸着保持して搬送する搬送コンベヤ20が配設される。搬送コンベヤ20で保持されるブランクシート11の底壁部に対して、シート搬送方向前側に位置して搬送コンベヤ20から立上がっている前方折曲げ部11bを、搬送方向前側から支持する折曲げ部材21を備える。搬送コンベヤ20がブランクシート11を保持して搬送するのに伴い、前方折曲げ部11bに対する折曲げ部材21の支持位置を下流側に変化させて、底壁部に対して前方折曲げ部11bを所定の角度とする。
(もっと読む)
ブランクシートの供給装置
【課題】シートマガジンから取出したブランクシートをコンベヤに連続的に受渡して、高速処理を可能とする。
【解決手段】シートマガジン12のブランクシート11を、シート移送手段23の吸着ヘッド22で吸着保持して取出す。シート移送手段23での移送中にブランクシート11を折曲げ部材25に当接して、その前方折曲げ部11bを折曲げる。前方折曲げ部11bが折曲げられたL字状のブランクシート11を、搬送コンベヤ14の第1吸着コンベヤ42に受渡す。第1吸着コンベヤ42で吸着搬送される途上のブランクシート11の前方折曲げ部11bを、移送コンベヤ15の先行する支持部材53,54に当接支持させる。そして、移送コンベヤ15の後続の支持部材54,53で後方折曲げ部11cを折曲げて、上方に開口するコ字状としたブランクシート11を、前後から支持部材53,54で保持して搬送する。
(もっと読む)
再閉鎖可能な袋
袋が、ジッパプロファイル部24、26によって再閉鎖可能である開口を有する。注ぎ口30が、ジッパプロファイル部のフランジから形成され、および、袋の内容物の計量供給に使用するために、その袋の内側から外に折り曲げられる。使用後には、この注ぎ口が折り曲げられて、袋がジッパによって封着させられる。この袋を形成するのに使用可能なジッパも開示され、その1つはスライダジッパである。この袋を作る方法と、この方法を実行するための装置とが、リールツーリール型、プリメイドバッグ型、および、製袋充填型のプロセスにおいて、これらのプロセスと組み合わせた形で開示されている。 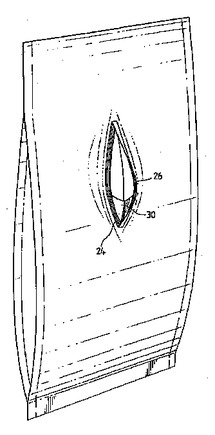 (もっと読む)
(もっと読む)
紙箱製造装置
側壁を破断・変形させずに折曲げ得る紙箱製造装置を提供するものであり、給紙された紙材(M)の底壁(101)をその前部側壁(103)との間の筋付近において押圧固定する押圧面と、底壁と前部側壁の間の筋を通る垂直面に沿って延在する受圧面とを有する固定部材(221,222)を待避位置と押圧位置との間を昇降自在に備え、底壁の幅方向に隔てて配置された一対の紙材固定手段(201,202)と、この紙材固定手段により固定された紙材の前部側壁をこれに隣接する筋とその前部側壁の先端との間において押して直角に折曲げるローラを用いる一対の折曲げ手段(501,502)と、折曲げられた前部側壁を前記固定部材の押圧面に押圧して糊付けされた前部側壁と耳とを圧着する圧着手段(601,602)とを設けた。  (もっと読む)
(もっと読む)
半自動折り箱製造装置
【課題】広いスペースを要することなく、多様な折り箱枠を、均質に製造できる自動化の進んだ折り箱枠製造装置の提供。
【解決手段】折り箱の側面枠を形成する折り枠材6を1枚ずつ正確にコンベアーに押し出す折り枠材供給機構1と、押し出された折り枠材の姿勢を乱さずに搬送し、その一端面に速乾性の糊剤を均一に塗布する折り枠材糊付け・搬送機構2と、糊付けされた折り枠材を折り曲げて、その両端面を挿入し、圧着することにより、折り枠材を正確に接合して折り箱の側面枠を製作する搬送部材に取り付けられている組立て治具3と、組立て治具を作動させる機構と、組立て治具で圧着・接合中の折り箱枠7を排出装置まで搬送する機構22、およびその搬送機構の間に配設された折り箱枠成形機構23からなる成形・搬送機構4と、製作された折り箱枠を組立て治具からシュート25に排出し、一定の向きに揃えて底貼り工程に移動する整列排出機構5とからなる。
(もっと読む)
101 - 115 / 115
[ Back to top ]