
Fターム[3E078AA20]の内容
紙の機械的加工;段ボール製造機 (1,242) | 目的 (187) | その他 (112)
Fターム[3E078AA20]に分類される特許
101 - 112 / 112
エンボス加工装置及び凹凸面を有した印画物の製造方法

【課題】 処理温度や処理圧力を必要以上に高めずに要求された質感の印画物を得ることができるエンボス加工装置及び凹凸面を有した印画物の製造方法を提供する。
【解決手段】 加圧ローラ20と、表面に凹凸が形成されたエンボスローラ21とで印画物100を挟み込んで印画物100に凹凸を付与する。加圧ローラ20は電動機25、ベルト26及びプーリ27により、エンボスローラ21は電動機32及び減速機構33によりそれぞれ回転駆動される。加圧ローラ20とエンボスローラ21とは互いに異なる周速度で回転駆動され、その周速度差が2%以下に設定されている。
(もっと読む)
雌型または雄型を製造するための方法
エンボス型を回転式の押し抜き装置または輪転印刷機に取り付ける際に取り付け時間を大幅に減少させる必要がある。そのためにエンボス型のうち雌型(A2)か雄型(A3)のいずれかが成形材料によって形成され、当該成形材料は対応するはめ合わせ型によってエンボス加工された後に変形されて硬化される。雌型(A2)においては見当調整部があらゆる方向において所定の移動行程の分だけ均一に移動することによって重複部(A5)が作られる。  (もっと読む)
(もっと読む)
ダンボールシート折り曲げ線形成装置

【課題】正確な位置に折り曲げ線を形成することが出来、出来た正確な折り曲げ線によって、ダンボールシートの製品の組立作業が容易となり、組立てられたダンボールシートの製品の商品価値が向上するようなダンボール紙折り曲げ線形成装置の提供。
【解決手段】ダンボールシートを折り曲げるためにダンボールシートに直線状の折り曲げ線を形成するダンボールシート折り曲げ線形成装置において、基板(4)とその基板(4)に固定されて折り曲げ線を形成するための切断歯列(31)と、その切断歯列(31)の少なくとも一側に設けた押し歯(32B)とを備え、その切断歯列(31)は所定の間隔(L2)を設けて配置した複数の切断歯(31a)よりなり、その押し歯(32B)の先端は平面であり、切断歯(31c)の先端よりも基板(4)側に位置していることを特徴としている。
(もっと読む)
エンボス加工アセンブリ及び製造方法
本発明は、外面に形成された三次元パターンを有するエンボス加工スリーブ、拡張可能インサート、並びに前記エンボス加工スリーブ及び前記拡張可能インサートを載置したドラムを備えるエンボス加工アセンブリに向けられている。本発明は、エンボス加工スリーブ又はエンボス加工ドラムの製造方法にも向けられている。更に、本発明は、電気メッキ方法において、ドラム又はスリーブの表面のメッキ材料の厚さを制御する方法に向けられている。 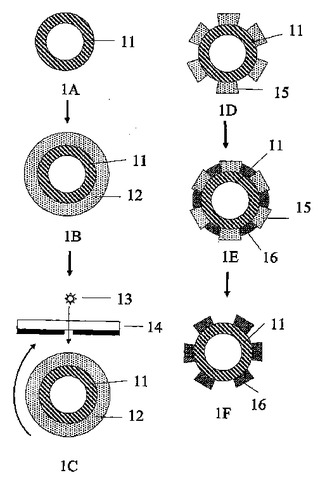 (もっと読む)
(もっと読む)
特に梱包、熱遮蔽、或いは防音などに用いられる波板状部材の自動製造装置
【課題】連続的で産業上効果的な生産をもたらす、波板状部材を自動的に供給可能な自動製造装置を提供する。
【解決手段】縦方向に移動する第1帯(3)に連続的に波形をつける部材(2)と、上記第1帯の動きに合わせて第2帯(30)を供給する供給装置(29)と、上記第1帯(3)と上記第2帯(30)とを不連続な領域で互いに接合する装置(40)とを備えた、特に梱包、熱遮蔽、或いは防音などに用いられる波板状部材の自動製造装置。  (もっと読む)
(もっと読む)
段ボール用シートの蒸気加熱装置
【課題】加熱に消費される熱量が急激に増加しても、加熱不足や加熱ムラが生じない段ボール用シートの蒸気加熱装置を提供することである。
【解決手段】段ボール用シートとしての芯紙1を間接加熱した後の蒸気を中空体の上段ロール9aの内部から強制的に排出する排出経路32bを設け、排出経路32bに開閉弁としての電磁弁35を設けて、芯紙1の送給速度V、幅寸法Wおよび坪量Tの情報に基づいて電磁弁35をコントローラ34で制御することにより、芯紙1の送給速度V、幅寸法Wまたは坪量Tの増大によって、加熱に消費される熱量が急激に増加しても、加熱後に温度が低下した蒸気や、この蒸気が凝縮したドレンを、電磁弁35の制御によって速やかに排出経路32bから強制的に排出し、新たな高温高圧の蒸気を上段ロール9aの内部に速やかに供給して、加熱不足や加熱ムラが生じないようにした。
(もっと読む)
シート材料を曲げる方法及びそのためのシート
材料シート(30)を含む、曲げ線に沿って曲げるために形成された材料シートは、複数の分割スリット(37)と、貫通形成された複数のストラップ・スリット(39)とを含む。分割スリットは所望の曲げ線(35)に実質的に沿って延び、材料シートを第1の平面領域(32)と第2の平面領域(33)とに分割する。ストラップ・スリットは所望の曲げ線と交差し、ストラップ・スリットの隣接する対は、その間に曲げストラップを形成する。曲げストラップは、所望の曲げ線と交差する長手方向ストラップ軸線を有する。材料シートは複合材料で形成することができる。さらに、材料シートを形成し使用するための方法が開示される。  (もっと読む)
(もっと読む)
撥水段ボール及びその製造方法
【課題】
従来の装置では、塗工液の粘度を100mPa・s以上にすると、塗工ロールと塗工ライナーの端部接触部から塗工液の液飛びが発生して周辺を汚染するため、塗工液の粘度を100mPa・s以上にすることができないという問題が有った。
【解決手段】
本発明では、有姿の比重が水に近いプラスチック填料を塗料に配合し、沈殿を生じすることなく、塗工液の粘度を100mPa・s以上にできる。 このことにより、塗工ライナーの滑り角度の低下防止、フレキソ印刷不良の改善、合成樹脂接着剤の接着不良改善の効果がある。
(もっと読む)
半閉型の熱可塑性ハニカム体、その製造工程および製造装置
半閉型の熱可塑性の折り畳まれたハニカム構造が説明される。これは、材料の平面に対して垂直に塑性変形されることにより連続的なウェブ基材から製造され、その際半六角形のセル壁と小さい接続領域が形成される。伝達方向に折り畳むことにより、ハニカム構造を形成するようにセル壁が合わせられる。  (もっと読む)
(もっと読む)
段ボール紙へ貼り付けているテープを切断する方法および装置
【課題】
段ボール紙製造と同時に、段ボール紙に対して、粘着剤を適用した切断や補強用のテープを貼り付けているときに、テープを切断しても、テープの切断端が自由に挙動して不規則な、または異常な粘着をするおそれをなくした、テープの切断装置を提供する。
【解決手段】
繰り出された、粘着剤を片面に塗布したテープ(2)をガイドするガイドロール(3)と、ガイドされてきたテープを走行する段ボール紙(1)の面に対して押圧して粘着させる、直列に設けた少なくとも2個のテープ押圧ロール(4,5)と、これら押圧ロールの中間に位置し、ダンボール紙面に向けて刃を下降および上昇させることが可能なカッター装置からなる。カッター装置は、刃(6)に加えて、刃を下降・上昇させる駆動エアシリンダー(7)および切断前は刃を所定の位置に保持し、切断時に刃に加わる衝撃を緩衝するとともに、切断後に刃を所定の位置に戻すための弾性エアシリンダー(9)とからなる。
(もっと読む)
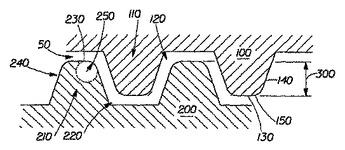
深く嵌め合わされてエンボス加工された紙製品の改良された製造方法
本発明は、深く嵌め合わされてエンボス加工された紙製品の製造装置に関するものであり、装置は、2本のエンボス加工用シリンダー(100、200)を備えて、それぞれのシリンダーが、その表面上に複数の突出部(110、210)を有する。各シリンダー上の突出部は、非ランダムパターンに配置されて、それぞれの前記非ランダムパターンが、相互に調和して配置される。2本のエンボス加工用シリンダーは、それぞれの前記調和して配置された突出部の非ランダムパターンが互いに嵌め合うように、整列して、突出部が約1.016mmより大きい深さに相互に係合するようになっている。突出部のそれぞれは、頂部平面(130、230)と側壁(140、240)を有し、前記頂部平面と前記側壁が突出部角(150、250)にて出合う。本発明の装置のエンボス加工用シリンダーの突出部の突出部角は、約0.076mm〜約1.778mmの範囲の曲率半径を有する。
 (もっと読む)
(もっと読む)
ティッシュペーパーの生産方法及び装置
本発明は、少なくとも一つの形成繊維の上に製紙繊維の水性懸濁液の層を施す工程と、上記層における繊維の重量パーセントが最初の値に上昇するまで上記層の含水量を減らす工程と、一組のエンボス加工用ローラーの間の噛み合いで上記層に湿潤エンボス加工を施す工程と、ティッシュペーパーのウェブを形成するために上記層を乾燥する工程と
を含むティッシュペーパーのウェブの生産方法に係る。(図1) 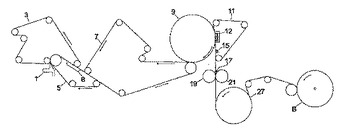 (もっと読む)
(もっと読む)
101 - 112 / 112
[ Back to top ]