
Fターム[3E078BC01]の内容
紙の機械的加工;段ボール製造機 (1,242) | 最終成形物の用途 (147) | 包装材 (72)
Fターム[3E078BC01]の下位に属するFターム
緩衝材 (16)
Fターム[3E078BC01]に分類される特許
1 - 20 / 56
段ボールの製造方法及び装置
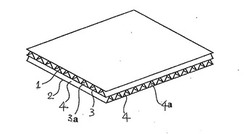
【課題】段ボールを構成するライナーシートと中芯(コルゲートシート)とにより形成されるストライプ状の筒状中空部の筒長さ方向を直交させることにより強度を向上させるとともに、複数枚の片面段ボール又は両面段ボールを重ね合わせて筒状中空部の筒長さ方向を直交させて段ボールの強度を向上させた従来の段ボールの問題点を解消する。
【解決手段】最外面を構成する平板状の表面ライナーシート1と裏面ライナーシート2と該表裏面ライナーシート1、2の間に挟持された中芯を構成する波進行方向が互いに直交する2枚の波板状のコルゲートシート3、4とが積層されている。あるいは前記2枚の波板状のコルゲートシート3、4の間にライナーシート5が積層されている。
(もっと読む)
ロケーター貼り止め装置

【課題】段ボール紙、板紙等のシートを打ち抜く抜型に、折目形成用補助材をセッティングするに際し、そのセッティングが正確に行われるように該折目形成用補助材に予めロケーターを貼り止めするためのロケーター貼り止め装置を提供する。
【解決手段】上面中央にロケーター7を配設した状態にて折目形成用補助材6を一定速度で水平に搬送するコンベアベルト50と、一対の粘着テープ21a,21bがその粘着面を下にして引き出されるテープ保持部17と、下面に粘着テープと略同幅の一対の案内溝27a,27bが隣り合わせに形成されたガイド部材24と、弾性パッド37a,37bにより粘着テープを軽く押圧する軽押圧ローラ30と、粘着テープを圧下し該粘着テープを折目形成用補助材に貼着する重押圧ローラ60と、外周面に一対の喰込用フランジ86a,86bが形成された喰込ローラ85を具備してなる。
(もっと読む)
平坦材料用のエンボス加工装置
【課題】二次元的に広がる材料を処理するために使用されるエンボス加工装置のエンボス加工ロールを、交換可能に構成する交換ユニットを提供する。
【解決手段】交換ユニットは、例えば終端位置決め面8,9を備えた円筒2として構成できる。エンボス加工装置14のスタンド13は対応する受け座11,12を有し、これらの受け座は高精度でそれぞれの交換ユニット2を受け入れる。交換ユニット2に受け入れられるエンボス加工ロール1,4は、挿入されたならばその作動位置に位置され、固定部材の位置決め面8,9が関係する受け座11,12によって受け止められ、さらなる調整を遂行する必要はない。特にこのようなエンボス加工装置14の被駆動エンボス加工ロール1は実質的に少ない作業で交換でき、このことは保守作業および接続工程の再構成を迅速に遂行できるようにする。
(もっと読む)
包装フィルム用折り線形成装置
【課題】 フィルムの材質・腰の強弱に関係なく所望位置に折り線をしっかりと形成すること
【解決手段】 帯状フィルム21を挟んで対向配置される第5,第6折り線形成ローラ81,82を備える。第6折り線形成ローラの円周方向の周面には、径方向外側に突出する第6突条82aを設けるとともに、その第6突条の軸方向両側に第6凹溝82bを形成する。第5折り線形成ローラの円周方向の周面には、第6突条に対向する部位に第5凹溝81bを設けるとともに、第6凹溝に対向する部位に第5突条81aを設ける。第6突条と第5凹溝で帯状フィルムを挟み込むことでその帯状フィルムに山折り線21kを形成するとともに、第5突条と第6凹溝で帯状フィルムを挟み込むことでその折り線に沿って谷折り線21jを形成する。
(もっと読む)
包装材の製造方法
【課題】汎用の自動包装機を用いて、包装後のガス殺菌の可能な包装を行うことができる包装方法に用いる長尺の包装材の製造方法を提供する。
【解決手段】本発明の包装材の製造方法は、菌を通さないガス透過性の帯状材1と、包装材Wの全巾に等しい巾を有する熱溶着の可能な合成樹脂フィルム2を連続して供給し、帯状材1の上に合成樹脂フィルム2を双方の中心線同士が一致するように重ねて、帯状材1の両側縁との重なり部分を残して合成樹脂フィルム2を中心線の両側で切断し、帯状材1の両側縁と合成樹脂フィルム2の重なり部分を熱溶着して一体化してから、合成樹脂フィルム2の切断された中央部分を除去することで容易に包装材Wを作製できるものである。この製造方法によって作製された包装材Wは、汎用の自動包装機を用いて効率良く被包物3を包装することができ、包装後、帯状体1を通して殺菌ガスを包装内部に供給して殺菌することができる。
(もっと読む)
点字打刻装置
【課題】シート材に明瞭な点字を形成することができ、点字打刻用の凹型及び凸型の製作も容易な点字打刻装置を提供する。
【解決手段】紙などのシート材16に点字を打刻する凸型24と凹型28を有する。凸型24は、金属板であり所定の点字を形成する複数の凸部24aを備える。凹型28は、点字の凸形状に各々対応した複数の透孔28aが形成され、厚みが凸型24の凸部24aの高さよりも薄い金属板から成る。凹型28の裏面28cに、ポリウレタンゴム等の弾性体板30が敷設されている。点字を打刻する際に、凸型24と凹型28との間にシート材16を配置し、凸型24の凸部24aによりシート材16を凹型28側に押圧すると、シート材16が凸部24aに押されて凹型28の透孔28a内に突出し、弾性体板30表面にシート材16が接して食い込むことにより、凸部24aによる点字が形成される。
(もっと読む)
ダブルフェーサ、及びその糊付方法及び糊付装置
【課題】片面段ボールシートへの糊液塗布量を広範囲で変更可能とし、糊液塗布量の調整を容易にする。
【解決手段】糊付けロール14の上方にスイングロール36を設け、スイングロール36を矢印方向に移動可能したので、糊付けロール14と押えロール20のニップ部Nにおける片面段ボールシートkの糊付けロール14への同時接触段山数を調整でき、片面段ボールシートkの段頂部mに塗付される糊液量を最適化できる。また押えロール20を糊付けロール14に対して水平方向に配置したので、押えロール20の自重による撓みの影響を回避でき、幅方向の均一塗布を可能にする。またニップ部Nの出口側で片面段ボールシートkを押えロール20に巻回することで、糊液のスプラッシュsを糊液槽12に回収でき、かつ糊付けロール表面に対する片面段ボールシートkの離れ位置dを安定化できる。
(もっと読む)
波形発熱体製造方法、波形発熱体。
【課題】
自立形状固定波形包材を少なくとも一部に使用した波形発熱体製造方法、波形発熱体を提供する。
【解決手段】
少なくとも一つの方向に対して、正常質領域と異質領域を交互に繰り返し、スプリングバックによる元の状態への完全復帰を防止した、波形を形成する起点を有する自立形状固定波形包材と発熱組成物成形体製造装置を使用し、少なくとも自立形状固定波形包材を基材又は被覆材に使用するように選択し、波形発熱体を製造する波形発熱体製造方法、波形発熱体である。
(もっと読む)
シート成形加工装置の受盤
【課題】シート成形加工装置のカウンタプレートの上面に取付けられる罫線型材等の受け部材の位置ズレや剥離による脱落を防止することである。
【解決手段】シート成形加工型14の下方に配置されたカウンタプレート16の上面に、シート成形加工型14に設けられた罫押し部材18とで段ボールシートSに罫線を形成する罫線型材21を設ける。その罫線型材21をカウンタプレート16の上面に形成された嵌合凹部25に嵌合し、カウンタプレート16に固着して取付けの安定化を図る。
(もっと読む)
改良された接着剤組成物
本発明は、接着剤組成物の総重量に基づいて接着剤成分7〜30重量%を含有し、接着剤成分が少なくとも一つのポリビニルアルコールおよび/または少なくとも一つのデキストリンおよび/または少なくとも一つの澱粉を含有し、さらにカルボマーおよび要すればホウ素化合物を含む水性接着剤組成物であって、該接着剤組成物がpH13以下を有しかつ、澱粉とホウ素化合物が接着剤組成物に存在するときには組成物中の全ての澱粉の91.0%以上が冷水不溶形態であることを特徴とする接着剤組成物を提供する。本発明はまた、上記接着剤組成物に基づく固体状乾燥プレミックス、その製造方法、または接着剤組成物の製造方法、およびこれらを用いて基材との接着結合を形成した物品を提供する。 (もっと読む)
段ボール生産装置
【課題】塗布ロール上の液状物質の量を調整可能な作動位置から、調整不可能な不作動位置へ主調整アセンブリを移動させて所望の主調整具を選択する際にも、段ボール生産装置の運転を継続し、塗布ロール上の液状物質の量を連続的に且つ大幅な変動なしに調整する。
【解決手段】糊が、糊トレー353から塗布ロール355に供給され、ライダーロール55により搬送される片面段ボール27の段頂部に塗布ロールから付与される。主調整アセンブリ357は、塗布ロール上の糊の量を調整する所望の主調整具を複数の主調整具363A、363Bから選択し、その所望の主調整具が塗布ロールに対して接触する作動位置と、離間する不作動位置との間で移動する。補助調整アセンブリ359の補助調整具359は、塗布ロール上の糊の量を調整する。所望の主調整具を選択する際に、主調整アセンブリが不作動位置に位置している間、補助調整具が塗布ロール上の糊の量を調整する。
(もっと読む)
水密プラスチック段ボール箱及びその製法
【課題】 水密性、気密性、保温性、強度、清浄化容易性及びリサイクル容易性を改善したプラスチック段ボール箱及びその製作方法を提供する。
【解決手段】
本発明のプラスチック段ボール箱は、以下のことを特徴とする。
(1)熱可塑性及び熱融合性を有するプラスチックより成る段ボールシートを素材に用いる。
(2)プラスチック段ボール箱の面と面の境界における段ボールシートの曲折部及び/又は接合部において、隣接する両面のそれぞれの端部に素材の熱可塑性を利用してライナーが斜面を覆った傾斜面を設ける。
(3)その両斜面上のライナー表面を加熱手段により融解し、熱融合性を利用して両斜面同士を融着することにより、曲折部及び/又は接合部に隙間のないプラスチック段ボール箱を形成する。
(もっと読む)
罫線形成用溝部材
【課題】罫線形成用溝部材の改良により、段ボール等のシート材を所定の位置で正確に折り曲げられる罫線を入れる。
【解決手段】押罫部材23に対向して凹溝2を形成し、押罫部材23との接近に伴い、押罫部材23に押圧された段ボール51を凹溝2で受けて、段ボール51に罫線52を入れる罫線形成用溝部材において、前記凹溝2の少なくとも一方の側面を、底部から開口部へかけて外側へ傾斜した傾斜側面2aとする。段ボール51を押罫部材23で凹溝2に押し込む際、段ボール51が凹溝2の傾斜側面2aに沿って滑りながら凹溝2の底部に押し込まれるので、段ボール51の割れを生じることなく、深く鮮明に罫線52を入れることができ、段目53の影響を受けることなく、段ボール51を折り曲げることができる。
(もっと読む)
罫線形成具
【課題】面板の改良により、段ボール等のシート材を所定の位置で正確に折り曲げられる罫線を入れる。
【解決手段】接近離反する溝部材としての面板1と押罫部材23とから成り、面板1に凹溝2を設け、押罫部材23で凹溝2に段ボール51を押し込んで、段ボール51に罫線52を入れる罫線形成具において、前記凹溝2に押罫部材23の先端部へ向けて突条3を形成し、押罫部材23の先端部に、突条3に対向する逃溝23aを設け、面板1と押罫部材23による段ボール51の挟み込みに伴い、罫線52が段ボール51の少なくとも一面で複数の平行な溝状部52aをなすW字状の断面形状となるようにする。罫線52が長さ方向に方向性を保持しつつ、幅広くなるので、段目53の影響を受けることなく、段ボール51を折り曲げることができる。
(もっと読む)
エンボス加工用面版及び刻印形成方法
【課題】エンボス加工に際し、自由な図柄の刻印を鮮明に簡単な作業で形成でき、シートの破れや強度低下も防止できるようにする。
【解決手段】抜型Dに対向させてダイカッタ等の加工機に取り付けられ、抜型Dとの接近に伴い、抜型Dの切刃11及び押罫部材12を受け止めて、シートSに打抜及び罫入れ加工を施すと共に、抜型Dの押版13を受け止めて、シートSにエンボス加工による刻印2を形成する面版Cにおいて、抜型Dの切刃11及び押罫部材12を受け止める上受面mより窪んだ凹部15を、押版13の凸部14に対応して設け、押版13の凸部14でシートSを凹部15に押し込んで、シートSの表面nから浮き上がった刻印2を形成する。面版Cの凹部15により、シートSの表面nから大きな高さをもって浮き上がらせた鮮明な刻印2を形成でき、シートSの破れや強度の低下を防止できる。
(もっと読む)
罫線形成用溝部材
【課題】罫線形成用溝部材の改良により、段ボールを所定の位置で正確に折り曲げられる罫線を入れる。
【解決手段】押罫部材23に対向して凹溝2を形成し、押罫部材23との接近に伴い、押罫部材23に押圧された段ボール51を凹溝2で受けて、段ボール51に罫線を入れる罫線形成用溝部材において、前記凹溝2内の一部に、凹溝2の開口側の上部1aから下方へ低くなる段差を設けて、上部1aと凹溝2の底部2aの中間の高さに段差面を有する中押部3を形成し、この中押部3は、凹溝2の長さ方向に繰り返して一方の側面側から他方の側面側へ延びるものとし、凹溝2内の中押部3を除く部分を凹部2bとする。中芯の波状成形段が折り曲げを誘導するように押し潰されるので、段ボール51の段目53の影響を受けることなく、段ボール51を所定の位置で正確に折り曲げることができる。
(もっと読む)
罫線形成用溝部材
【課題】罫線形成用溝部材の改良により、段ボールを所定の位置で正確に折り曲げられる罫線を入れる。
【解決手段】押罫部材23に対向して凹溝2を形成し、押罫部材23との接近に伴い、押罫部材23に押圧された段ボール51を凹溝2で受けて、段ボール51に罫線を入れる罫線形成用溝部材において、前記凹溝2の両側面に、凹部3と凸部4とを長さ方向に繰り返して形成し、凹溝2の幅は、いずれの部分においても押罫部材23の幅より大きく設定する。罫線として、段ボール51の一面に押罫部材23による溝状部が、他面に凹部3及び凸部4による凹入部及び凸出部がそれぞれ形成され、凹入部及び凸出部が溝状部へ向けて折り曲げを誘導するので、段ボール51の段目53の影響を受けることなく、段ボール51を罫線に沿って所定の位置で正確に折り曲げることができる。
(もっと読む)
コルゲータの紙端位置調整方法及び装置
【課題】コルゲータのウェブ材の紙端位置と糊線位置を検知して、これら3計測点のずれ量調整を低コストで精度良く行なうことを可能にする。
【解決手段】シングルフェーサにおいて、中芯i及びライナlの紙端位置E1及びE2と糊ダム40,42により形成される糊線位置E3とのずれ量調整を行なう際に、上段ロール12に巻回された中芯iと、糊付けロール34に配置された糊ダム40,42と、中芯iとの接着部より上流側の裏ライナl1とが一望可能な位置に配置された撮像装置60a、60bにより、中芯i及び裏ライナl1の紙端位置E1及びE2と糊線位置E3とを同一画像内に撮像し、濃淡処理等の画像処理により、該3計測点E1〜E3を検出し、これらの検出値に基づいて3計測点E1〜E3のずれ量調整を低コストで精度良く自動化できるようにした。
(もっと読む)
段ボールシート加熱方法及び装置
【課題】段ボールシート製造工程で、生澱粉液の補助的加熱を蒸気を用いずに行ない、生澱粉液をゲル化温度に精度良く制御でき、かつ水滴を生じない加熱手段を実現する。
【解決手段】片面段ボールシートK1、K2及び表ライナL3を予熱ロール12a〜cで予熱した後糊付装置16で中芯N1、N2の段頂部に生澱粉液gを塗布する。その後湿り空気吹出部41a、41bから生澱粉液gのゲル化温度付近の露点温度をもつ湿り空気を中芯段頂部に吹き付け、生澱粉液gをゲル化させる。次に片面段ボールシートK1、K2及び表ライナL3をダブルフェーサ90に導入して熱盤96とベルトコンベア94とで加熱加圧し、接合し乾燥して複両面段ボールシートDを製造する。生澱粉液gを前記湿り空気で予熱するので、生澱粉液gを精度良くゲル化温度に加熱でき、過加熱を防止でき、かつ結露を防止できる。
(もっと読む)
包装材を製造する機械において扁平な基材を駆動する装置
本発明は、包装材製造機械に設けられていて、扁平な基材を長手方向に駆動する装置(11)であって、基材は、少なくとも1つの改変を受けた表面を有し、この装置は、基材を長手方向に駆動する手段(9)と、基材を駆動手段(9)に当接させる手段とを有し、当接手段は、駆動手段(9)の方へ差し向けられた少なくとも1つの当接ゾーン(23)を有する形式の機械に関する。基材を駆動手段(9)と当接手段との間に挿入してこれらの間で駆動させることができる。当接ゾーン(23)は、駆動手段(9)と当接手段との間での改変部の損傷を阻止するよう改変部の位置及び横方向寸法に基づいて選択された位置(Y)及び横方向寸法(D)を有する。  (もっと読む)
(もっと読む)
1 - 20 / 56
[ Back to top ]