
Fターム[3F064BB05]の内容
ウェブロールの交換 (2,790) | 新、旧ウェブの接続 (649) | 接続手段による仕分け (247) | 接着テープを使用 (118)
Fターム[3F064BB05]の下位に属するFターム
接着テープ供給機構を持つもの (24)
端部同士を突き合わせて接続 (25)
Fターム[3F064BB05]に分類される特許
1 - 20 / 69
ウエブ継ぎ合わせ用接合テープ、継ぎ合わせ用治具およびウエブの継ぎ合わせ方法
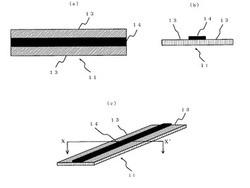
【課題】プロテクトフィルムが貼合された光学フィルムを継ぎ合わせても、光学フィルムから容易にプロテクトフィルムを剥がすことができ、しかも、厚いプロテクトフィルムを貼合した光学フィルムでも継ぎ合わせ部の厚さが厚くならないウエブ継ぎ合わせ用接合テープ、方法および継ぎ合わせ用治具を提供する。
【解決手段】旧ウエブの後端部が貼合される粘着部13、非粘着部14、新ウエブの先端部が貼合される粘着部13を有するウエブ継ぎ合わせ用接合テープ11、底板にヒンジで接合された側板を有し該底板の内面が粘着性を有する継ぎ合わせ用治具および前記ウエブ継ぎ合わせ用接合テープ11を用いたウエブの継ぎ合わせ方法。
(もっと読む)
分割可能な接着テープ、その用途及びそれを製造する道具

【課題】貼り付けた後に接着テープの平面内で長手方向に対して実質的に横方向に向いている力を良好に伝達するが、接着テープの厚み方向への力に対しては、全く反対に、できるだけ低いレベルの力において機能不全が起こるように最適化された、長手方向に伸びた接着テープを提供する。
【解決手段】左境辺縁部(l)及び右境辺縁部(r)を有し、これら両方の辺縁部(l,r)の少なくとも一つが直線でない分割可能な接着テープに関する。直線でない辺縁部(l)は、それの最も先端の突き出た場所(v)で丸められている。
(もっと読む)
テープ貼付装置
【課題】 本発明は、粉末スープ、乾燥食品、ふりかけ、お菓子、およびお茶漬けなどの粉粒状や刻み状の具材を詰めた小袋を複数連ねた帯状体同士を粘着テープで周回状に貼って接続するテープ貼付装置を提供することを目的とする。
【解決手段】 テープ引出機構、テープ吸着機構、テープカット機構、第1のテープ折り曲げ機構、第2のテープ折り曲げ機構を備え、小袋2を複数連ねて一定幅を有して先行する帯状体3と、後続の帯状体4とを連続的に繋いで進行方向へ送るために繋ぎ目を粘着テープ5で被うように貼着するテープ貼付装置であって、第1の有無検出器が帯状体3の後端を検出した位置に停止させ、第2の有無検出器が帯状体4の先端を検出した位置に停止させ、その後、先行する帯状体を後退させ、後続の帯状体を前進させてテープ貼付位置で停止させ後端面3baと先端面4aaとを当接させる。
(もっと読む)
薬剤包装装置
【課題】簡易な構成で両シートを容易に接続可能とした薬剤包装装置を提供する。
【解決手段】薬剤充填部側に残るシートの端部を仮固定する第1部分AR1と、新規のシートの端部を仮固定する第2部分AR2とを備える作業プレート151を設け、第1部分AR1と第2部分AR2とに仮固定された各包装紙の端部を接続可能とした。
(もっと読む)
巻取紙自動仕立用接続テープ及び巻取紙の紙継ぎ方法
【課題】 自動仕立装置による巻取紙の紙継ぎを行う場合に、テープ基材がミシン目で切断されずに、原紙を破損させてしまうことがあることに鑑みて、先行巻取紙と後続巻取紙とを接続させて、原紙を破損しない接続テープを提供する。
【解決手段】 テープ基材21の表側面に粘着性のある表側粘着層22を設けてその表面を剥離紙23で被覆し、裏側面に粘着性のある裏側粘着層24とタブ25とを設け、タブ25の粘着力または層間剥離強度を裏側粘着層24のそれよりも小さくする。裏側粘着層24を後続巻取紙P2の先端部Poの表面に、タブ25を先端部Poの内側にある後続巻取紙P2の表面に貼付し、前記表側粘着層22を先行巻取紙P1の後端部Piに貼付する。後端部Piに随伴して先端部Poが走行すると、前記タブ25がテープ基材21から離脱して、巻取紙P1、P2が接続される。
(もっと読む)
スプライス装置
【課題】蓄積装置を備えることなく、残少シートの搬送を維持することができると共に、両面接着テープにより新シートと残少シートとの確実な接合力を得ることができるスプライス装置を提供する。
【解決手段】スプライス装置は、残少シートの搬送方向においてカッター51aの下流側に配置され、新シートの先端部と残少シートと挟圧して、新シートの先端部と残少シートの後端部とを両面接着テープ81a,81bにより接合させる一対の挟圧部材61,62を備える。この一対の挟圧部材の一方61が新シートの最先端部を把持した状態で、一対の挟圧部材61,62における新シートおよび残少シートの挟圧部位は、新シートの先端部と残少シートとを挟圧しながら残少シートの搬送に同期して移動する。
(もっと読む)
切断装置
【課題】長尺状のウエブを幅方向に沿ってカッターで切断する場合に、ウエブの破れなどを防止できる切断装置を提供する。
【解決手段】旧巻取りロール208に巻取られているウエブWをカッター218で切断する場合に、ウエブWの張力を切断距離が長くなるほど下げるように制御部が制御する。制御手段は、張力を予め定めた最低張力まで下げる。制御手段は、前記旧巻取りロール208の駆動トルクを下げて前記張力を下げる。前記旧巻取りロール208が回転し、前記ウエブWが走行している。
(もっと読む)
巻取装置
【課題】生産性を極力低下させることなく、電極シートの切断部に対し適切に保護テープを貼付することのできる巻取装置を提供する。
【解決手段】巻取装置では、原反から繰り出され、連続的に搬送される帯状の電極シート6を、巻回機構による巻回に先立ち、巻取られる所定長分の区切り位置X1で一旦切断する。続いて、切断された電極シート6の上流側部分6aと下流側部分6bとを離間させ、両者間に隙間6cを形成する。この状態で、当該隙間6c部分において、上流側部分6aと下流側部分6bとをつなぐように電極シート6の表裏両面からそれぞれ保護テープ100を貼付し、各切断面を両保護テープ100により覆う。その後は、電極シート6が所定長ごと巻回機構により巻取られていき、巻取り後には、その繋ぎ目となる保護テープ100部分を切断する。
(もっと読む)
シート状物接合装置、シート状物接合方法、および電池箔の接合方法
【課題】小型化できるとともに構造を簡素化できるシート状物接合装置を提供する。
【解決手段】互いに反対方向に回動するとともに、搬送される各シート状物40・50を間に挟んだ位置に配置され、各シート状物40・50に当接して、各シート状物40・50を互いに当接させた状態で搬送しながら切断可能な各刃ローラ26・36と、互いに反対方向に回動するとともに、各刃ローラ26・36のシート状物搬送方向下流側で、各シート状物40・50を間に挟んだ位置に配置され、各シート状物40・50に当接して、各シート状物40・50を搬送しながら接合可能な各接着ローラ27・37と、を具備する。
(もっと読む)
包装袋供給装置
【課題】包装袋が連続してつながってロール状に巻かれた状態で供給される包装袋シートを、包装袋毎に切り分けて順次包装機に供給する包装袋供給装置において、ロール切れの際に包装袋の供給を停止することなく包装袋シートの切り替えを自動的に確実に行う。
【解決手段】本実施形態に係る包装袋供給装置1は、第一包装袋シート5を供給する第一包装袋シート供給ライン10と、第二包装袋シート7を供給する第二包装袋シート供給ライン20と、第一包装袋シート5又は第二包装袋シート7とを接合して、連結した包装袋シート9を形成する接合装置30と、この連結した包装袋シート9を搬送する包装袋シート搬送ライン40と、包装袋シート9をカットして一つ一つの包装袋に切り分ける包装袋切り分け部50と、包装袋供給装置1の動作を制御するための制御装置60を有している。
(もっと読む)
スプライス装置
【課題】印刷やコーテイングにおいて、高温乾燥下でも、旧ウエブと新ウエブの継ぎを中断することなく連続運転を行うことが可能で、品質安定および生産性を向上させることができるスプライス装置を提供することにある。
【解決手段】ウエブの連続供給機能を有するスプライス装置において、前記新ウエブの上側から前記新ウエブの始端部と旧ウエブを、前記旧ウエブの上側から前記カッターで切断された旧ウエブの端部と新ウエブを、それぞれ補強テープにより接着させる補強テープ貼り装置を備えたことを特徴とするスプライス装置である。
(もっと読む)
フィルムと薄膜との剥離及び連続薄膜つなぎ装置
【課題】キャリアフィルム上に塗工形成された薄膜をニップさせ、剥離位置をニップ位置で決める事により安定させてジッピング等の剥離不良なく剥離し、薄膜が形成されていない未塗工部を外し、剥離のきっかけ作成を自動化して薄膜単体のウェブを連続的に行え、2つ以上の薄膜の自動繋ぎによる長尺化の可能な薄膜つなぎ装置を提供すること
【解決手段】キャリアフィルム上に塗工形成された薄膜の剥離位置をニップ位置で決め、剥離角度を調整し剥離するシステムと、続く薄膜単体の薄膜の始端の剥離のきっかけ作成と未塗工部を外して連続的に薄膜単体を結合しウェブ化する剥離ロールの吸着システムを具備したことを特徴とするフィルムと薄膜との剥離及び連続薄膜つなぎ装置
(もっと読む)
用紙接続装置及び画像形成装置
【課題】連続紙接続装置のコンパクト化、接続作業効率向上。
【解決手段】用紙位置指示部材10は用紙の搬送経路33に沿う位置と搬送経路から退避した位置とに可動であり、接続作業台2は搬送経路からずれた位置に配置され、用紙位置指示部材は接続テープ120の固定状態を切り替える切り替えレバー9と一体的であり、該切り替えレバーが固定手段8を動作させる状態に変位した場合に、この変位と連動して用紙位置指示部材が搬送経路から退避した位置に移動し、該切り替えレバーが固定手段の動作を停止させる状態に変位した場合に、この変位と連動して用紙位置指示部材が搬送経路に沿う位置に移動することとした。
(もっと読む)
フィルムの搬送装置及び搬送方法
【課題】大気中での接合時のフィルム装填作業の除外化、真空中でのフィルムの自動接続よるフィルム装填作業時の大気開放の除外化を図る。
【解決手段】フィルムロール1,2が配置され、大気開放が可能な真空状態の第1及び第2の室30A,30Bと、第1及び第2の室の間に位置する真空状態の第3の室30Cを備え、第1及び第2の室にフィルム先端把持装置5と押出し機構が設置され、第3の室にフィルム接合装置6が設置され、第1及び第2の室のロール1,2を交換する際、ロールを入れ替える第1及び第2の室の一方のみを大気開放して新たなロールを配置し、新たなロールの接続フィルムの先端を把持装置5に固定してから大気開放した室を真空状態にし、大気開放した室のフィルム搬送口10A,10Bを開け、接続フィルム4aを押出し機構にて第3の室30Cまで押出し、接合装置6で接続フィルム4aの始端部と先行フィルム4の終端部との接合を行う。
(もっと読む)
フィルムの搬送装置及び搬送方法
【課題】大気中における接合時のフィルム装填作業の除外化を図り、生産効率の向上を図る。
【解決手段】フィルムロール1,2が配置され、大気開放することが可能に構成された真空状態の第1及び第2の室30A,30Bと、該第1及び第2の室の間に位置する真空状態の第3の室30Cを備え、前記第1及び第2の室には、接続フィルム始端固定装置5が設置され、前記第3の室には、接続フィルム始端部把持・引出し装置7とフィルム接合装置10が設置されており、前記第1及び第2の室のロール1,2を交換する際、ロールを入れ替える第1及び第2の室の一方のみを大気開放して新たなロールを配置し、新たなロールの接続フィルムの始端を固定装置5に固定してから大気開放した室を真空状態にし、大気開放した室のフィルム搬送口15を開け、始端が固定された接続フィルムを引出し装置7にて第3の室30Cまで引出し、フィルム接合装置10で接続フィルム4aの始端部と先行フィルム4の終端部との接合を行っている。
(もっと読む)
互いに並行して配置されているラミネート剤ストリップを備えたスプライステープの使用
フライングロール交換用の巻きロールに装着するためのスプライステープの使用であって、(a)スプライステープが、第1担体および第2担体、ならびにそれらの間に配置されていて、それぞれ第1担体を第2担体に結合させている少なくとも2つのラミネート剤ストリップを含み、担体が、ラミネート剤ストリップとは反対側に、第1または第2感圧接着剤層を有し、ラミネート剤ストリップが、それら自体が互いに直接接触せず、それぞれ所定切断点を形成するように並行して配置されており;(b)第1感圧接着剤層の一部は、巻きロールの最上層の終端領域との第1接着面を形成し、第2感圧接着剤層が、ロールの最上層から上から2番目の層への遷移領域で、一部は第1接着面の下に位置している、ロールとの第2接着面を形成するように、スプライステープがロールに接着され、第1接着面が、両方の縦方向エッジの範囲内で、スプライステープの縦方向に延びていて、巻きロールの最上層の終端領域と接着面を形成していない、第1感圧接着剤層の一部が、他方の巻き出されているロールの高速走行ウェブとの接着連結のために露出している使用。
 (もっと読む)
(もっと読む)
多層長尺テープ体が巻かれた新旧ロール材の交換方法
【課題】新旧ロール材に巻かれた多層長尺テープ体を繋ぎ合せて新旧ロール材の交換を行うこと。
【解決手段】搬送中の旧ロール材SOから巻き出された三層長尺テープ体SOT-1、SOT-2、SOT-3を把持し、切断した終端部の搬送方向断面において、各層を順に階段状の段部1u、2u、3uとなるように、かつ新ロール材SNから巻き出された三層長尺テープ体SNT-1、SNT-2、SNT-3の終端部の搬送方向断面において、段部1u、2u、3uに対して略点対称状な階段状の段部1t、2t、3tとなるようにカットする。同種の段部1t、2t、3tと段部1u、2u、3uとを両面テープTを挟みながら重ね合わせ、新旧ロール材SN、SOの各同種層を別個に面接合し、繋ぎ合せることによって、新旧ロール材SN、SOの交換を行う。
(もっと読む)
画像形成システム、制御装置、制御プログラム
【課題】今回の連続する記録媒体にかかわる後処理が終了してから次回の新規の連続する記録媒体にかかわる画像形成が開始されるまでの時間を短縮することのできる画像形成システムを提供する。
【解決手段】画像形成システムは、前処理機と、画像形成装置と、後処理機と、後処理機から出力される今回の後処理を終了した旨を取得したものの次回の後処理の開始のための準備が完了した旨を取得していない場合に、記録媒体の搬送開始の要求を取得する取得手段と、取得手段によって搬送開始の要求が取得されたときは、前処理機および画像形成装置に対し記録媒体の搬送を許可する許可手段と、を備える。
(もっと読む)
シート巻取りにおける不良シートの自動撤去方法
【課題】
プラスチック等のシート巻取りにおいて、シートに不良部分があるとき、該不良シート部分を自動的に撤去し、作業効率よく良品シートのみを巻取る。
【解決手段】
長尺巻ロールのシートSを巻出し、表面加工等を行うに際し、巻ロールの不良部分の前後のシートを前後の吸着盤7,8に吸着止めし、その中間部を切断し、良品側シートを吸着した前部吸着盤8をシートの流れ方向に後退させ、下部の不良シート吸着盤25を上昇させて先に切断された不良シート側の吸着盤7に並べ、その中間部に粘着テープを貼付後、不良シートを不良シート巻取軸20に巻き取る。次に不良部分がなくなると、再びシートを止め、不良部分前後のシートをそれぞれ吸着盤7,25に吸着し、その中間部を切断して不良シートを吸着した吸着盤25を下降させ、先に後退した良品側シートの吸着盤8を前進させて、吸着盤7と並べ、その中間部に粘着テープを貼付、良品巻取軸に良品シートを巻取る。
(もっと読む)
光沢性が低減された光学的に検出可能な接着テープ
【課題】ロールに巻き付けられた平坦ウェブ材料のフライイング・ロール交換用の光学的に検出可能な接着テープを提供すること。
【解決手段】本発明は、少なくとも1つの担体層と、接着剤層を含む、ロールに巻き付けられた平坦ウェブ材料のフライイング・ロール交換用の接着テープであって、担体層の接着剤層の方に向く表面の少なくとも一部が光学的に検出可能であり、または担体層と接着剤層との間に光学的に検出可能な手段が設けられ、かつ接着剤層が、接着剤層を通して光学的検出が達成できるように形成される、接着テープに関する。本発明によれば、この接着テープは、接着剤層の外側の表面のところのその光沢値、すなわちその表面に入射する光束のうちの指向性成分と散乱反射成分との商が、同じ構造であるが調整されていな接着テープと比べて、少なくとも20%減少するように調整されている。
(もっと読む)
1 - 20 / 69
[ Back to top ]