
Fターム[3F080BC07]の内容
物品のコンベア等への供給 (6,969) | 整列 (612) | 物品の重なりを除去するもの (167)
Fターム[3F080BC07]に分類される特許
121 - 140 / 167
分離搬送装置
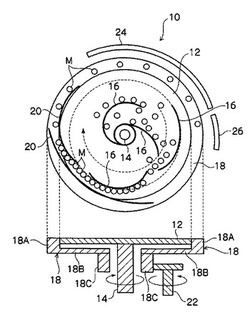
【課題】主に簡易な構成で被搬送物を1個ずつ確実に分離させることができる分離搬送装置を提供する。
【解決手段】第1搬送部12が第1駆動部14により所定の回転速度で中心軸回りに回転されると、第1搬送部12の上面に供給された複数の電子部品Mがその遠心力により径方向外側に向かって移動する。このとき電子部品Mはガイド部16により1列に整列させて第1搬送部12の径方向外側に連続的に誘導される。電子部品Mが第1搬送部12の径方向外側端部に到達すると電子部品Mはガイド部20により第2搬送部18に移載される。第2搬送部18は第1搬送部12の回転速度よりも早い回転速度で第1搬送部12の回転方向と同一方向に第2駆動部22により回転されるため、第2搬送部18の上面には複数の電子部品Mが所定の間隔をあけて移載される。
(もっと読む)
ワークの整列供給装置

【課題】 投入用回転ディスクに投入されたワークを損傷させずに整列用回転ディスクに整列させて高速搬送することを可能にするとともに、梱包ライン等や検査装置に排出するための排出ラインによる搬出の際にもワークを損傷させることなく搬出する。
【解決手段】 投入用回転ディスク2に投入されたワークAに整列用回転ディスク3の凹状の内周面3cが接触しないように配置され、受け渡し用回転ディスク5は、投入用回転ディスク2の凹状の内周面2cと摺接してワークAを引き上げるとともに、整列用回転ディスク3の移送路3aへとワークAを受け渡す。搬出ライン6には、整列用回転ディスク3の移送路3aと面一となる搬送用回転ディスクD1…D6が配されている。
(もっと読む)
板状体の整列装置
【課題】多数の板状体を把持具に効率良く移載することができる板状体の整列装置を提供する。
【解決手段】フェライト板1が収納される多数の凹部17が設けられた板状体収納部11と、前記凹部17と連通可能となるように前記凹部17に対応する位置に貫通孔18が形成されて前記板状体収納部11の上面に摺動自在に載置されたスライド部材12とを備え、前記凹部17の深さHがフェライト板1の厚みTと略同一とされ、かつスライド部材12の厚みT′がフェライト板1の厚みT′以上となるように形成されている。
(もっと読む)
振動式部品供給装置
【課題】非常に微細なチップ電子部品を、気温や湿度等の条件によらず、スムーズに搬送できる振動式部品供給装置を提供する。
【解決手段】0402サイズのチップ電子部品Pを搬送するシュート5の搬送面10aにブラスト加工を施して、その搬送面10aを梨地仕上げとすることにより、部品Pがごく微量の静電気や湿気の影響を受けにくくなり、搬送面10aへ貼り付くことなくスムーズに搬送されるようにした。
(もっと読む)
フィーダ搬送装置
【課題】 単一のトラフで物品を効率良くほぐすことができ、搬送方向を転換する際に物品を詰まらせることなく、物品を安定的に供給することができるフィーダ搬送装置を提供する。
【解決手段】 トラフを振動させることにより物品を搬送するフィーダ搬送装置において、水平で振動方向に応じた方向(X)に物品を搬送する第一搬送部(3)と、第一搬送部(3)とは搬送方向が異なり、かつ、搬送方向(Y)に傾斜する第二搬送部(4)と、段差をもって連結したトラフ(2)を備えたことを特徴とする。
(もっと読む)
棒状をした食品の搬送装置
【課題】 棒状をした食品を同じ向きに揃えて、しかも同一の間隔を空けて搬送することにより、破損を可及的に減少させかつ正確に計数できるようにする。
【解決手段】 棒状の食品1を多数、向きと位置を揃えて収容しているホッパ6と、このホッパから棒状の食品1を掬い上げて所定間隔で別の位置に供給する無端コンベヤ8からなり、ホッパには起振装置7を設けて食品が確実に無端コンベヤに掬われる搬送装置とした。搬送装置は、左右の無端チェン82の間にこれらチェンの連続方向に等間隔に掛け渡されて前後間に棒状の食品1を収容する空間を形成する多数のクロスバー83と、その下面で食品を下から支えるガイドレール84と、を備え、クロスバー83の間隔と径は棒状の食品が前後のクロスバーの間に1本だけ入る寸法としている。
(もっと読む)
食品の整列装置
【課題】食品の底部がガイド溝面に対して面接触できるようにして接触抵抗を大きくし、食品の搬送が円滑に行なわれることができるようにするとともに、姿勢の安定化を図って食品を確実に列化して搬送できるようにする。
【解決手段】細長状で底部が略平面に形成された多数の食品を搬送コンベアで搬送し、食品の搬送過程で食品の縦列化及び横列化を行なうもので、食品が入り込んで支承され搬送コンベアの搬送方向に沿う搬送路を形成するガイド溝16aを搬送コンベアCの搬送方向に直交する方向に複数列設して形成されるとともに振動が付与される振動盤15を設け、この振動盤15のガイド溝16aを横断面V字状に形成した。
(もっと読む)
球状物供給装置
【課題】 球状物を移送する過程で、球状物の損傷を確実に予防できる供給装置を提供する。
【解決手段】 球状物供給装置1は、一端31を下降させた傾斜姿勢をとり複数の球状物2を一列に並べて溝底32に落し込めるV形溝レール3と、V形溝レール3の一端31に設けられ、溝底32に落し込まれた球状物2が1個ずつ通過できる繰出ゲート4を有する規制部材5と、V形溝レール3の両端31,33の間に蓄積された球状物2のうち溝底32から外れて位置する球状物を、V形溝レール3の他端33へ風圧で推し返す付勢手段とを備える。
(もっと読む)
頭付き部品の規定数取り出し装置
【課題】 組み付けに用いるボルトなどの頭付き部品を、工程上で的確に員数管理できる取り出し装置を提供する。
【解決手段】 頭付き部品1を収納する収納部2、収納部から一部の前記頭付き部品を押し上げ部4によって押し上げて限定少数の部品を取り出す部品押し上げ機構4、5と、収納部2から取り出した部品を整列する整列機構7、8、10と、整列した部品を保持する保持機構10と、保持した部品数が所定数のとき、前記取り出しを停止させる取り出し制御部17と、保持した頭付き部品を規定数払い出す払い出し機構20とを備える。少数の頭付き部品を円滑かつ確実に取り出しつつ払い出しに備えることができる。工程内での頭付き部品の管理が容易になり、使用部位組付け忘れを防止できる効果や部品紛失時の工程内異常の把握が容易になる効果がある。
(もっと読む)
条材搬入設備
【課題】長尺の山形鋼等の条材を、ランダムに載せても、後工程に支障なく送れる搬入装置を提供する。
【解決手段】第1コンベヤ4と第2コンベヤ5と移載機3とからなり、第1コンベヤ4は、条材Wを受入れて横送りし、第2コンベヤ5に送り込むコンベヤであり、第2コンベヤ5は、第1コンベヤ4から送り込まれた条材Wを出側まで横送りし、出側で停止させるコンベヤであり、移載機3は、第2コンベヤ5の吊上げ位置にある条材Wを1本づつ吊上げて、次工程用コンベヤに移し替えるものである。第2コンベヤ5から条材Wを移載機3により次工程に載せ替えている間に、第1コンベヤ4は条材Wの受入れに使えるので、第1コンベヤ4はバッファコンベヤとして使える。このため、第1コンベヤ4にはランダムな積込みが可能であり、積込みに要する手間と時間を減少させることができる。
(もっと読む)
ピペットチップ等のパーツ整列供給コンベヤー
【課題】 ピペットチップ等のパーツを効率よく整列供給するベルトコンベヤー。
【解決手段】 ピペットチップ等のパーツをベルトコンベヤーで整列供給する際、ホッパーからベルトコンベヤーの一つの横桟に一方向のパーツのみ渡る横桟を形成し、且つ横桟と横桟のピッチはパーツの最大外径の2倍以内とし、この横桟を数列或いは多列に配列した後、逆方向のパーツ一個が渡る、左右逆にした横桟を数列或いは多列配列し、その配列を繰り返したベルトコンベヤーに出来るだけ少量のパーツが供給される様にホッパー内をセンサーで制御し、その制御を受けて少量づつ供給される補助ホッパーを有するベルトコンベヤー。
(もっと読む)
部品整列供給装置
【課題】絡み合った部品であっても人手で解すことなく所定の向きに整列させつつ供給位置に供給し得る部品整列供給装置を提供する。
【解決手段】収容部21に投入されたばね部材101を整列トラック22上で所定の向きに整列させつつスライドさせて供給位置Bに供給する供給装置2と、両端が閉塞されると共に筒部51に開口部51aが形成されてばね部材101を収納可能に構成された中空筒体41および中空筒体41を回動させることにより中空筒体41内に収納されたばね部材101を少量ずつ開口部51aから排出させて収容部21に投入させる回動部42を有する部品投入装置3とを備えている。
(もっと読む)
小物部品の流出制御装置
【課題】部品に対して十分な制動力を付与することができ、しかも、滑らかな部品の滑動ができる小物部品の流出制御装置を提供する。
【解決手段】小物部品33のガイドシュータ10が、滑り板21と縦壁板10aによって構成され、滑り板21の先端部と磁性材料製の吸引部材30との間に非磁性金属材料製の接続部材40が取り付けられ、接続部材40の幅は小物部品33の大きさに応じて所定の寸法とされ、滑り板21の裏面に補助部材43が溶接され、吸引部材30と補助部材43に電磁石44の鉄心45を密着させ、接続部材40の近傍における吸引部材30の表面31と滑り板21の表面34によって小物部品33の吸引領域48が形成されている。
(もっと読む)
振動式部品供給方法およびその装置
【課題】従来の振動式溶接ナット供給装置は溶接ナットの寸法が変更された場合でも専用の振動ボールしか使用できなかった。
【解決手段】パーツフィーダの振動ボール2の内壁に配置された部品搬送トラック3の上に溶接ナットを乗せて順次整列しながら前記トラックの上昇終端の部品排出口から目的個所に正常姿勢の溶接ナットを選別して送り出す場合に,振動ボール2の部品排出口の近傍に,正常姿勢の溶接ナットのみ通過させるための部品選別ユニット70を振動ボールの遠心方向に振動が伝わるボール壁の円周曲面形状にそって着脱可能に取り付け,これによって寸法変更に伴う溶接ナット選別に部品選別ユニット70のみ交換又は該ユニット部品を調整することで即対応できる。
(もっと読む)
パーツフィーダ
【課題】 密着性を有するパーツであっても、何ら支障なくスムーズに搬送可能なパーツフィーダを提供する。
【解決手段】 パーツが搬送される搬送路12を上面に形成した搬送台2と、該搬送台2を振動可能な状態で支持する支持台3と、搬送台3を搬送方向に沿って振動させる振動機構4とを備え、該振動機構4により搬送台2を振動させ、搬送路12上に載置されたOリングrを振動搬送させるパーツフィーダ1において、搬送路12に複数の突条13を搬送方向へ沿って突設し、該突条13の間には、圧縮空気を上方へ噴出可能な噴出孔18を複数開設した。
(もっと読む)
振動ボウルおよび振動ボウルフィーダ並びに真空蒸着装置
【課題】被搬送物の個数を正確に計数可能な振動ボウル等を提供する。
【解決手段】振動ボウル10は、被搬送物15の集合体を溜めることを可能にした凹部10aと、前記凹部10aの内側において前記被搬送物15を加振することにより前記被搬送物15を搬送可能な搬送路20と、前記搬送路20の終端近傍に存在する前記被搬送物15の搬送方向に対して、前記被搬送物15を略直角方向かつ斜め下方向に沿って前記凹部10aの外側に排出させて構成されるステップ部と、を備える。
(もっと読む)
ねじの自動整列供給方法および装置
【課題】簡単な構成で低コストなねじの自動整列供給方法および装置を提供する。
【解決手段】 多数のねじSWをねじホッパ16に貯留し、このねじホッパ内で回動する回転すくい盤18により所要数のねじを間欠的にすくい上げ、この回転すくい盤によりすくい上げられたねじを、前記回転すくい盤に隣接して設けたシュート20上に搬入すると共に、前記シュートのねじ搬入側端部20bにおいて整列ガイド部材23によりねじのねじ頭部が前記シュートの案内溝22へそれぞれ懸吊保持されるように整列させて導入し、ねじ取り出し側端部20aまで順次移送するように設定すると共に、前記シュート20上に搬入されたねじのねじ頭部を前記案内溝へそれぞれ懸吊保持されるように整列させて導入するに際し、前記シュート上の案内溝に不整列ないし余剰に搬入されたねじSWaを、回転ブラシ44作用により連続的に除去して、ねじホッパ16内に回収するように構成する。
(もっと読む)
ワークの整列供給装置
【課題】ワークの整列・供給を確実にしかも効率的に行なうことができると共に、構造簡素な整列供給装置を提供する。
【解決手段】多数のワークが投入され且つ底部に排出口3が設けられたホッパー5と、該ホッパー5の排出口3から排出されるワークを受け取ることができ、且つ下り勾配の傾斜移送面6を有する第1の移送路7を具える。又、第1の移送路7の下端で落下されたワークを受け取ることができ、且つ該第1の移送路の傾斜移送面6とは逆方向の下り勾配の傾斜移送面10を有する第2の移送路11を具える。傾斜移送面6,10は傾動でき、水平面に対する傾斜角度は10〜60度に設定され、所要の設定角度で固定される。
(もっと読む)
ネジ供給装置
【課題】ネジ供給装置に設けた上記整列手段をネジ類のサイズ等に応じて取り替え可能とし、異なるネジ類を供給する際には整列手段の取替えのみで異なるネジ類のサイズへ素早く対応できるネジ供給装置を提供することである。
【解決手段】ネジ類を収容する収容部と、
この収容部に収容されたネジ類を搬送する搬送手段と、
この搬送手段によって搬送されたネジ類を整列させる整列手段と、
この整列手段の下流側に位置し前記整列されたネジ類を排出させる排出手段と、
前記ガイドレール上に設けられたネジ類の取出部に配置されるビットガイドとを備えたネジ供給装置において、
前記ネジ類を整列させる整列手段を、ネジ類のサイズ等に応じて取り替え可能としてなることを特徴とするネジ供給装置。
(もっと読む)
プロジェクションナット用パーツフィーダおよび分離方法
【課題】 防錆油で粘着しているプロジェクションナットを分離させて、異常な向きのナットをパーツフィーダから送出することのないパーツフィーダを提供する。
【解決手段】 横側面5が平面とされているプロジェクションナット1を送出の対象とするものであって、ほぼ円形のボウル9の外壁板11に沿って円弧状の部品搬送路12が設けられ、この部品搬送路12に搬送方向下流側の部品搬送路12が低くなる状態の段部16が形成されている。これにより、段部16からナット1が突き出ると、その自重で粘着部15に剥離方向の力が作用して、両ナット1は分離して独立した状態になる。よって、異常な向きのナットがパーツフィーダ8から送出されない。
(もっと読む)
121 - 140 / 167
[ Back to top ]