
Fターム[3F105AA04]の内容
ウェブの巻戻、送給、巻取、異常等の制御 (5,794) | 被搬送物 (986) | プラスチック(例;フィルム) (261)
Fターム[3F105AA04]の下位に属するFターム
写真フィルム、映写フィルム (16)
磁気テープ (10)
Fターム[3F105AA04]に分類される特許
221 - 235 / 235
フィルムの切片を載置して切断するためにカバーフィルムを送る送りリールを交換する装置および関連の方法
フィルム(11)を送るための送りリール(15)を交換し、 乾燥した ― フィルム(11)の切片を載置して切断するための装置および方法 である。この装置は、作業面(12)、独自の握持手段(22)を有する載置手段(13)、独自の握持手段(26)を有する切断手段(14)、および送りリール(15)と関連している巻き戻し組立体(18)を備えている。巻き戻し組立体(18)は、載置手段(13)と切断手段(14)の握持手段(22、26)にフィルムを挿入する間フィルム(11)の端を導かれたままにすることができる案内手段(31、32、33; 34、35、36)、リール交換ステップの間選択的に作動できる握持手段(29)、およびフィルム(11)の切片を 送りリール(15)と握持手段(22、26)の間で緊張状態に保つことおよびリール交換ステップの間送りリール(15)を巻き戻す必要なしにフィルム(11)の回収を可能にすることができる張力調整手段(30)を備えている。 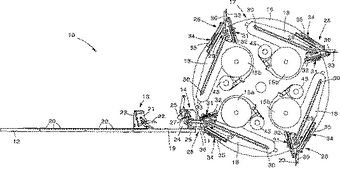 (もっと読む)
(もっと読む)
原材シートの加工装置

【課題】 原材シートに部分的な伸びや縮みが発生しても、原材シートの本来加工すべき部位に正確に加工を施すことが可能となる原材シートの加工装置を提供することである。
【解決手段】 搬送される原材シートSの幅方向と平行となる軸21に装着された回転加工体31によって原材シートSに対して所定間隔毎に所定の加工を施す原材シートSの加工装置であって、原材シートS上に所定間隔にて形成された識別部を検出する識別部検出手段51と、前記識別部が検出されたタイミングに基づいて前記回転加工体31の回転位相速度を制御する回転制御手段50、52とを有する構成となる。
(もっと読む)
包装装置における包装材供給装置

【課題】 連続送りされる包装材を間欠送りで送り出す貯留部に貯留可能とするとともに、高速包装をさせた場合でも包装材の張力を一定にし、包装を正確に行うことを含めて調整可能な包装装置における包装材供給装置を提供する。
【解決手段】 包装材供給装置1は、ウェブ状包装材料Fwで製品Aを包装する包装装置に適用される。ウェブ状包装材は、連続送り手段40によって連続的に送られる。一方、包装装置30に配設されている間欠送り手段36は、ウェブ状包装材Fwを包装装置30の包装動作に合わせて間欠的に走行させる。連続送り手段40の下流側で且つ包装装置30に至る途中に配置されている貯留手段2は、両送り手段36,40による送り量の差を吸収可能である。貯留手段2の出口側に配設されている吸引手段7は、ウェブ状包装材Fwに吸い込み面10を当て、ウェブ状包装材Fwに走行抵抗を与えて張力を付与する。
(もっと読む)
透明層製造方法
【課題】 ポリカーボネイトベースを用いてもシワにならないテンション制御機構によって透明ハードコート層を形成する製造方法を提供する。
【解決手段】ポリカーボネイトベースを搬送して巻き取るまでの途中に、テンションローラ付きテンション調節機構を備え、該テンションローラに前記ポリカーボネイトベースをラップさせて成る光情報記録媒体用透明層製造装置を用いて、前記ベースの上に透明ハードコート層を形成する製造方法において、該テンションローラに前記ポリカーボネイトベースを接触させる範囲を前記テンションローラの中心角で120度以下とした。
(もっと読む)
スリットロール製造方法およびスリットロール外径測定装置
【課題】 ロスなく、高収率でスリットロールを採取可能にするスリットロールの製造方法、および短時間、低コストで、スリットロールの外径を測定可能にするスリットロール外径測定装置の提供。
【解決手段】 フィルム捲回物の幅方向の膜厚み情報と、フィルム捲回物をスリットして得られる複数のスリットロールの総外径情報とを比較した情報をもとに、フィルム捲回物の最適スリット条件を決定し、それに基づいてスリットすることを特徴とするスリットロールの製造方法。
(もっと読む)
手持ち型装置の2つのリール間においてトルクを制限された捩れ力を伝達するための摩擦クラッチ
本発明は、一方のリール7が他方のリール6の円形リング表面15で区画されたフリースペース14を有して互いに同軸に回転可能に装着された供給リール6及び巻き取りリール7と、前記円形リング表面15を弾性的に押圧する、前記フリースペース14内に配設されたばね要素8とを備える、接着性、皮膜性または着色した材料などからなるフィルムをバッキング・テープ4から基体5上へ転写するための手持ち型装置2用摩擦クラッチ1に関する。摩擦クラッチ1を簡素化する目的で、前記フリースペース14が凸状円形リング表面15の半径方向外側に配置されると共に、前記ばね要素8が前記円形リング表面15に接して半径方向内側に付勢される。  (もっと読む)
(もっと読む)
薄帯状部材用搬送装置を備えた薄帯状部材処理装置及びフィルムキャリアテープ用搬送装置を備えたスクリーン印刷機
【課題】基本的に可撓性はあるが剛性のない長尺薄帯状部材の安定した間欠搬送装置を備えたスクリーン印刷機等に適用可能な処理装置を提供すること。
【解決手段】 送りローラと第1テンションローラとの間、並びに、第2テンションローラと送りローラとの間に、長尺薄帯状部材の下面を支えて長尺薄帯状部材を直線状に支持(維持)する支持ローラを少なくとも1本以上設ける。特に、この長尺薄帯状部材は、基本的に可撓性はあるが剛性がない部材を対象として用いることが可能である
(もっと読む)
プラスチックフィルムのテンション制御装置
【課題】プラスチックフィルム1のテンション制御装置を根本的に改良し、倍速製袋機のように、ダンサローラ2が急激に移動するものであっても、テンションを一定に保つことができるようにする。
【解決手段】プラスチックフィルム1の送り経路において、支持機構5にダンサローラ2が支持され、ダンサローラ2がプラスチックフィルム1に係合し、テンション付与サーボモータ3が支持機構4に連結され、支持機構4にトルクが伝達され、ダンサローラ2に加圧力が与えられ、プラスチックフィルム1にテンションが与えられる。さらに、コンピュータ8がテンション付与サーボモータ3に接続され、テンション付与サーボモータ3がプラスチックフィルム1の送りパターンに従ってフィードフォワード制御され、テンションが一定に保たれる。
(もっと読む)
包材繰出し制御装置
【課題】 1サイクルの包材繰出し時間を一定にして、包材繰出し制御の容易化を図る。
【解決手段】 補正量演算手段24が、包材に付された基準マークを基準マーク検出センサー22が検出してから所定のタイミングまでの間に繰り出すべき包材の繰出し量理論値(La)と、所定の演算タイミングで測長器22により測長された繰出し量実測値(Lb)と、に基づき繰出し補正量(D1)を演算するとともに、当該繰出し補正量(D1)をあらかじめ設定してある演算タイミング回数分割して単位繰出し補正量(d1)を演算する。そして、繰出し量演算26が、手段繰出し量理論値(La)と単位繰出し補正量(d1)とに基づき、各演算タイミング毎に包材繰出し量の適正値(L)を演算し、当該適正値(L)をもって繰出し手段の繰出し制御を実行する。
(もっと読む)
ロール状シートの梱包紙自動開梱機
【課題】ロール状シートの梱包紙の開封に際し、開封に適した部分と切断部材の位置との位置決めを素早く正確に行い、迅速かつ高精度で梱包紙を切り開いて剥離することができるとともに装置全体の省エネルギー化・長寿命化を実現することができるロール状シートの梱包紙自動開梱機を提供することである。
【解決手段】ロール状シートRに密着外装された梱包紙を切り開く切断部材を有する梱包紙自動開梱機100において、前記ロール状シートを支持すると共に軸中心に回転させる2本のローラ122,124を有し、前記ロール状シートの最も外側に巻かれている梱包紙に貼付されているバーコードBCを読み取るためのバーコードリーダ130を有し、前記バーコードの情報に基づき、前記2本のローラを回転させて、開封に適した部位を前記切断部材の位置に持っていくように制御することにより、上記の課題を解決する。
(もっと読む)
多列粕巻き上げ装置
【課題】 1本の巻き上げ紙管にて複数のテープ状の抜き粕をそれぞれ列状に巻き上げを
行ったとき、安定に巻き難い問題がありこれを解決しようとするものである。
【解決手段】巻き取りリール支持金具に、ストッパーカラー、フェルト、ガイドリール、
粕巻取り紙管、ガイドリール、フェルト、巻きテンション調整カラーを順に設け、フェル
ト、ガイドリール、粕巻取り紙管を巻き取りリール支持金具に固定されたストッパーカラ
ーと巻きテンション調整カラーとの間に巻き取りリール支持金具に支承し、テンション調
整カラーを巻き取りリール支持金具と螺子により螺合し、テンション調整カラーを廻し、
フェルトを介した摩擦力により粕巻取り紙管による巻き取りテンションを調整可能に構成
した巻き取り装置を1列または複数列巻取り軸上に配したテープ状粕巻き取り装置として
構成し各列を単独に所定テンションで巻き取ることを可能とする。
(もっと読む)
ロール制御装置
【課題】搬送するシート材の張力変動を抑制できるロール制御装置を提供する。
【解決手段】搬送ロール8は、送り出しロール2に巻かれているシート材1を次工程に搬送する。搬送ロール8には電動機20が連結され、速度制御部26は、ライン速度指令値V* を入力として、慣性加速分トルク補償、負荷フィードフォワード補償を行い、角速度検出値ω1 を速度帰還信号とし、角速度協調指令値ωm1* から角速度検出値ω1 を減算し、速度偏差値s1がゼロとなるように電動機20を速度制御する。送り出しロール2には電動機21が連結され、速度/張力制御部27−1は、ライン速度指令値V* と張力指令値T* を入力として、慣性加速分トルク補償、メカロストルク補償、粘性トルク補償を行って、角速度検出値ω2 を速度帰還信号とし、角速度協調指令値ωm2* から角速度検出値ω2 を減算し、速度偏差値s8がゼロとなるように電動機21を速度制御する。
(もっと読む)
ウェブの切断および/または二次加工段への送りを行うための方法および装置
ウェブ(02)の切断および/または送りを行うための方法において、ウェブ(02)は二次加工段(01)に進入する前に切断装置(08)を通過し、二次加工段(01)に配された横裁ち装置(03)で正規の製品片(04)に分断される。ところで、切断装置(08)による見当に応じた切断は、該切断装置(08)が横裁ち装置(03)の位相位置を表す信号(I)によりこの横裁ち装置(03)の位相位置と整相して作動させられることによって実施される。 (もっと読む)
移動ウェブ材料の張力を制御する方法
移動ウェブ材料の張力を動的に制御する方法。ウェブ材料は、装置によって運搬される。ウェブ材料について、弾性係数アナログ値が決定される。その弾性係数アナログ値を使用して、ウェブ制御システムの瞬時ゲインが調節される。瞬時ゲインは、制御システム(500、800、900)の制御計算で使用される。制御計算を使用して、ウェブ取扱駆動部(910、105、205、405、710)のスピードが制御される。少なくとも1つの適切なウェブ取扱駆動部のスピードを制御すると、ウェブの張力が制御される。
 (もっと読む)
(もっと読む)
ウェブ張力のリアルタイム測定および位置センサを用いた制御
ウェブ搬送システムを通過するウェブ材料のウェブ張力を、張力ゾーンの始点と終点を画定する駆動ローラに連結された位置センサを用いてリアルタイムで測定する。ローラの位置センサは、張力ゾーンに存在するウェブ材料に付加され、差し引かれたウェブ材料ひずみ量に関する情報を提供する。組み合わされて、張力ゾーンに存在するウェブ材料の現在の非緊張量の見積もりを提供する、サンプル期間に張力ゾーンに付加され、差し引かれ、存在するウェブ材料の量がウェブ材料の非緊張量へ変換される。張力ゾーンの長さは固定されていて、しかも分かっているため、ウェブ材料の張力は、張力ゾーンのウェブ材料の現在の非緊張量から測定される。  (もっと読む)
(もっと読む)
221 - 235 / 235
[ Back to top ]