
Fターム[3G024HA07]の内容
内燃機関のシリンダブロック、ケーシング (17,598) | 材質 (1,032) | 金属材料 (524) | 軽金属 (256) | アルミ合金 (233)
Fターム[3G024HA07]に分類される特許
141 - 160 / 233
シリンダブロック構造、又はシリンダブロック

【課題】複雑な形状のジャーナル給油路を備える安価なシリンダブロック構造及びエンジンを提供する。
【解決手段】クランクシャフト26が備えるクランクジャーナル26aを、メタル65を介して受けるジャーナル面23と、ジャーナル面23にオイルを供給するジャーナル給油路31と、を備えるシリンダブロック10を、金型を用いてダイカスト成形するシリンダブロック構造において、メインオイル流路となるメイン中空パイプ20と、メイン中空パイプ20から分岐されてジャーナル給油路31となる複数本のサブ中空パイプ21を接合して、中空パイプ製オイル通路18を形成し、中空パイプ製オイル通路18の開口部に固定金型50に形成される突起52を差し込み、またスライド突起55を差し込んで中空パイプ製オイル通路18を保持し、金型に保持された中空パイプ製オイル通路18を鋳包んでダイカスト成形する。
(もっと読む)
シリンダブロック、及びシリンダブロック構造

【課題】より軽量で剛性の高いシリンダブロック、及びシリンダブロック構造の提供。
【解決手段】母材より剛性の高いインサート部材35を鋳包んで、金型60を用いて鋳造されるシリンダブロック構造において、インサート部材35が、ヘッドボルト穴15と、キャップボルト穴17とが端部に形成されたボルト穴用パイプ材21と、シリンダヘッド52側からオイルパン54側にオイルを落とす通路となるオイル通路用パイプ材22と、シリンダボア11の配列方向と平行に配置される連結パイプ材20と、からなり、ボルト穴用パイプ材21とオイル通路用パイプ材22と連結パイプ材20とが接合され、ボルト穴用パイプ材21、オイル通路用パイプ材22、及び連結パイプ材20の端部に設けられた開口部に、金型60に設けられた挿入突起61を差し込むことで保持し、インサート部材35を鋳包んで形成する。
(もっと読む)
シリンダブロックおよびその製造方法
【課題】鉄系多孔質焼結体をAl合金中に鋳込んだシリンダライナのホーニング方法を提供する。
【解決手段】本発明に関するホーニング方法は、鉄系多孔質焼結体の外周側から含浸させたAl合金とにより形成されたシリンダライナのホーニング方法であって、第1粗さのダイヤモンド砥粒を固化させた第1砥石を回転させつつシリンダライナの軸方向へ上下動させる第1研削工程と、この第1粗さよりも細かい立方晶窒化ホウ素(CBN)砥粒を固化させた第2砥石を回転させつつシリンダライナの軸方向へ上下動させる第2研削工程とからなることを特徴とする。これにより、鉄系多孔質焼結体がAl合金中に鋳込まれてなるシリンダの場合でも、面性状の良好なクロスハッチ条痕を有するシリンダライナが得られる。
(もっと読む)
エンジン用シリンダヘッドの表面処理方法
【課題】高耐熱疲労強度、処理経路Rの短縮、および処理経路Rの端末処理に関する要請を同時に充足し、高品質のシリンダヘッド1を高い生産性で製造すること。
【解決手段】摩擦攪拌処理の処理経路Rは、所定のポート開口部11a〜11b間のバルブブリッジ11c〜11fに設定された往路と、往路と平行に延びて一部が幅方向において重複する復路と、往路と復路のうち、回転工具2が最後に往復する経路が、高い耐熱疲労強度が要求される高疲労強度要求部になるように気筒11内のエリアに設定される処理始点Sおよび処理終点Eとを有している。摩擦攪拌処理は、当該回転工具2が往路から復路に移行する過程で、シリンダヘッド1への回転工具2の押し込み量を増加しながら処理始点Sから往路および復路を経て処理終点Eに回転工具2を駆動する。仕上げ加工で処理終点Eの工具痕を除去する。
(もっと読む)
シリンダライナおよびその製造方法,シリンダブロックおよびその製造方法
【課題】シリンダライナとシリンダブロック本体との密着力を高める。
【解決手段】シリンダブロック本体に鋳込まれる鋳鉄製のシリンダライナ1は、外周面に凹凸部35を備えている。凹凸部35は、シリンダブロック本体の鋳造時でのシリンダライナ1の軸方向に沿った溶湯の凝固の進行度合いに従って、シリンダライナ1の軸方向に沿って形状が異なる。この際、凹凸部35は、シリンダライナ1の軸方向中央を境にして両側が互いに非対称な形状であり、溶湯の凝固が遅い溶湯注入側である下部側(クランクケース側)の凹凸部35の形状を細かくしたり、溝深さを深くするなどして、シリンダライナ1とシリンダブロック本体との結合強度を高くする。
(もっと読む)
鋳造用アルミニウム合金及び内燃機関用シリンダーヘッド
【課題】高サイクル疲労強度及び熱疲労強度の代替特性である伸びに優れ、これら性能が共に要求される鋳造品、例えば内燃機関用シリンダーヘッドに好適に用いることができる鋳造用アルミニウム合金と、当該アルミニウム合金から成る鋳物、その製造方法、さらには当該アルミニウム合金鋳物から成り、上記製造方法により製造された内燃機関用シリンダーヘッドを提供する。
【解決手段】鋳造用アルミニウム合金に、質量比で、4.0〜6.0%のSiと、0.5〜2.0%のCuと、0.25〜0.5%のMgと、0.5%以下のFeと、0.5%以下のMnと、それぞれ0.002〜0.02%のNa、Ca及びSrから成る群から選ばれた少なくとも1種の成分を含有させる。
(もっと読む)
2サイクルエンジンのシリンダとその製造方法
【課題】加工しやすく、ピストンの抵抗を増大させにくく、かつ掃気時の吹き抜けが少ない掃気口を有する空気掃気型の2サイクルエンジンおよびその製造方法を提供する。
【解決手段】シリンダ1の内面にシリンダ軸心Cに対して斜め上方へ向かって開口して燃焼室1aに連通する掃気口13a,14aを備え、掃気口13a,14aを、上面の外周部に径方向外方へ向かって下方に傾斜する傾斜面62bを有する回転切削工具62を軸心Kまわりに回転させて、シリンダ1の内面側から切削して形成する。
(もっと読む)
2サイクルエンジンのシリンダとその製造方法
【課題】作業性および生産性に優れ、かつ低コストで製造できる2サイクルエンジンのシリンダを提供する。
【解決手段】燃焼室1aとクランク室2aを連通する掃気通路13,14を有し、この掃気通路13,14の掃気口13a,14aがシリンダ1の内面に開口している。吸気通路18または排気通路12と、掃気口13a,14aを含む掃気通路上部13e,14eと、その間に設けた貫通孔40とを、吸気通路18または排気通路12の方向に移動する成形型ピースP3により型成形し、貫通孔40を蓋体50により閉塞する。
(もっと読む)
クランク軸と少なくとも一つのシリンダヘッドを有する内燃機関、並びにそのような内燃機関を搭載した自動車
クランク軸、並びに少なくともほぼクランク軸の軸線方向に沿った、吸気ダクトから排気ダクトに向かう貫流を内部に生じることができる、前記ダクト(302)を開閉するための弁(304,305,314,315)を有する少なくとも一つのシリンダヘッド(300)を有しており、前記弁(304,305,314,315)を作動させるために二本のカム軸(326,327)が備えられ、前記カム軸(326,327)がいずれも、吸気弁(304,305)および排気弁(314,315)を付設するとともに、前記クランク軸に対して少なくともほぼ平行に配置される内燃機関、並びにそのような内燃機関を搭載した自動車。  (もっと読む)
(もっと読む)
V型OHVエンジン
【課題】 重量の軽減や形状/寸法精度の向上等を実現したV型OHVエンジンを提供する。
【解決手段】 シリンダブロック1にホルダプレート25が締結された状態では、Vバンク9と前部壁21と後部壁22とホルダプレート25とによってブリーザ室26が画成される。シリンダブロック1にはVバンク9の下端部に連通孔27が穿設されており、連通孔27を介してブリーザ室26とクランクケース2の内部空間2aとが連通されている。ホルダプレート25は、プレート本体31と左右各6つの筒状ホルダ部32とからなっている。筒状ホルダ部32は円形断面のホルダ孔32aを有しており、このホルダ孔32aに円筒状の油圧タペット33が摺動自在に保持されている。ホルダプレート25の下面には、プレート本体31と各筒状ホルダ部32との境界部に、ブリーザ室26とホルダ孔32aとを連通させるブリーザ通路41が形成されている。
(もっと読む)
鋳物用アルミニウム合金、アルミニウム合金鋳物およびその製造方法
【課題】強度、疲労特性等に優れたアルミニウム合金鋳物を提供する。
【解決手段】本発明のアルミニウム合金鋳物は、全体を100質量%としたときに、Si:4〜12%、Cu:1.0〜3.0%、Mg:0.2〜0.6%、Ni:0.2〜3%、Fe:0.1〜0.7%、Ti:0.1〜0.3%、Zr:0.03〜0.5%を含み残部がAlと不可避不純物とからなり、α−Alを主とする基地相とこの基地相をネットワーク状に囲繞すべく晶出した骨格相と、基地相中に析出した粒径の異なる第1析出相および第2析出相からなる金属組織を有する。このアルミニウム合金鋳物は、母材としての高強度、高疲労強度をも備えると共に耐熱疲労強度にも優れる。
(もっと読む)
エンジンのバランサ装置
【課題】この発明は、むやみな増肉によってハウジングの剛性を向上させなくても、エンジン本体の上下振動を効果的に打ち消すことができるエンジンのバランサ装置を提供することを目的とする。
【解決手段】複数の気筒1aを列状に配置したエンジン本体1の下部に、クランクシャフト14と平行に一対のバランサシャフト21L、21Rを回転自在に軸支したハウジング22をボルト24、25で締結したエンジンのバランサ装置2であって、ハウジング22が、ボルト24、24により両バランサシャフト21L、21Rの幅方向の外側で下面部10bに締結され、併せてボルト25により両バランサシャフト21L、21Rの間でも下面部10bに締結される。ここで、ハウジング22は、ボルト25により、軸受部13(半円弧状部10a)の位置に対応する下面部10bに締結される。
(もっと読む)
シリンダヘッドの冷却構造
【課題】シリンダヘッドの高出力化に対応して高熱応力を回避すべく、燃焼面や弁ガイド部等のシリンダヘッド内部の各部の冷却効果を向上させる。
【解決手段】内燃機関のシリンダヘッドCH内にて、排気弁ガイド孔10部または排気弁ガイド孔10部の周囲に、排気ポート側ジャケット13に連接しかつ排気合流ポート11を包む形状の排気弁間ジャケット7を形成すると共に、該シリンダヘッドCHの底面のシリンダブロックへの取付面に、排気ポート冷却用流路15を開口し、該排気ポート冷却用流路15より、該シリンダブロックからの流体冷媒を、直接的に前記排気弁間ジャケット7に導くべく、該排気ポート冷却用流路15より前記排気弁間ジャケット7へ連通する筒状のデフレクタ35を内設配管し、該デフレクタ35は、排気合流ポート11や排気分岐ポート11aと干渉しないように迂回させた。
(もっと読む)
多重ピースからなる薄肉の金属粉末シリンダライナー
金属粉末シリンダライナーは、端と端をつなげて配された2以上のシリンダライナーピースを含み、かつ、その肉厚に対する長さの比率が12より大きい。ここで、前記ピースにおける肉厚に対する長さの比率は、20未満である。前記粉末金属組成物は、海綿鉄粉末約85%〜99%と、黒鉛約0.1%〜2.0%と、エチレンビス−ステアラミドワックス約0.1%〜2.0%と、を含む。シリンダライナーピースは、従来の金属粉末圧縮焼結法によって製造され得る。 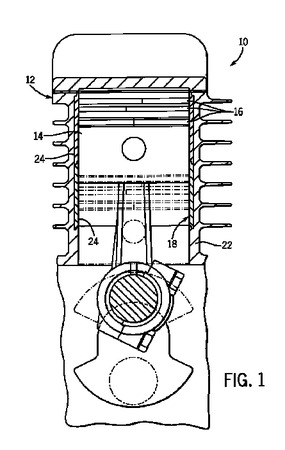 (もっと読む)
(もっと読む)
シリンダスリーブ及びその製造方法
【課題】シリンダブロックとの間の接合強度が確保され、且つ内周壁の耐摩耗性が良好なシリンダスリーブを設ける。
【解決手段】先ず、遠心鋳造装置20によって、シリンダブロックとの線膨張係数との差が比較的小さいAl−Si系合金、例えば、ADC12からなる外側円筒形状体14を設ける。次に、所定時間が経過して好ましくは外側円筒形状体14の温度が状態図の液相−固相線以下となった後、円筒状金型22の回転を続行させながら外側円筒形状体14の内周壁側に溶湯L2を導入して内側円筒形状体12を形成する。外側円筒形状体14は、溶湯L2が冷却固化する際に冷やし金(チラー)として機能する。なお、溶湯L2としては、外側円筒形状体14をなすAl−Si系合金に比して耐摩耗性に優れるもの、例えば、Al−17〜23%Si系合金が選定される。
(もっと読む)
シリンダブロック
【課題】シリンダボアの配列方向に沿ったシリンダボア壁にのみウォータジャケットが形成されたシリンダブロックにおいて、配列方向の両端部に位置するシリンダボア壁が高温となるのを抑制しつつ温度を安定化させ、又、騒音を低減できるシリンダブロックを提供する。
【解決手段】シリンダボア20の配列方向に沿ったシリンダボア壁11にのみウォータジャケットが形成されたシリンダブロック10であって、シリンダボア20の配列方向の両端に位置するシリンダボア壁12の一部が多孔質材50で形成されている構成とした。
(もっと読む)
エンジン
【課題】安価にシリンダヘッドの山形変形を抑えて、シリンダブロックに形成される動的なシリンダボアの真円度を確保可能なエンジンの提供。
【解決手段】燃焼室21が形成されるシリンダヘッド20と、直列に気筒が形成されるシリンダブロック30と、シリンダヘッド20をシリンダブロック30に固定するヘッドボルト28を備えるエンジン10において、ヘッドボルト28のうち、シリンダブロック30の両端部に締められる第1ヘッドボルト28a及び第5ヘッドボルト28eが、他の位置に締められる第2ヘッドボルト28b、第3ヘッドボルト28c及び第4ヘッドボルト28dと比べ、線膨張率の大きい材質よりなる。
(もっと読む)
内燃機関用部品およびその製造方法
【課題】潤滑油の保持能力に優れた摺動面を有する内燃機関用部品およびその製造方法を提供する。
【解決手段】本発明による内燃機関用部品は、シリコンを含むアルミニウム合金から形成され、摺動面101に複数のシリコン結晶粒1、2を有する。摺動面101の十点平均粗さRzJISは0.54μm以上であり、摺動面101の切断レベル30%における負荷長さ率Rmr(30)は20%以上である。
(もっと読む)
一体構造シリンダ−クランクケース
【課題】従来技術の問題点を解決する。
【解決手段】スパークプラグを受容するためのシリンダヘッドを有するシリンダブロックを含むシリンダ−クランクケースが開示されている。シリンダ−クランクケースは、クランクケース、及び、クランクシャフトを支持するためのクランクアームも含む。シリンダブロック、シリンダヘッド、及び、クランクアームは、単一の一体形の部品である。
(もっと読む)
鞍乗型車両
【課題】燃焼室内に燃料を直接噴射する筒内噴射インジェクタを備えた鞍乗型車両において、車両の小型化と燃料噴射の性能向上との両立を図る。
【解決手段】自動二輪車は、燃料タンク内の燃料を搬送する低圧ポンプと、低圧ポンプからの燃料を加圧する高圧ポンプ123とを備えている。高圧ポンプ123は、デリバリパイプを介して各筒内噴射インジェクタと接続されている。低圧ポンプは、デリバリパイプ118を介して各管内噴射インジェクタと接続されている。高圧ポンプ123は、シリンダヘッドカバー50に固定されている。高圧ポンプ123の少なくとも一部は、左右の両メインフレーム13の間に配置されている。高圧燃料配管127は、高圧ポンプ123からシリンダヘッドカバー50の右端部の上方を通って上記デリバリパイプに接続されている。
(もっと読む)
141 - 160 / 233
[ Back to top ]