
Fターム[3H013BA02]の内容
Fターム[3H013BA02]に分類される特許
1 - 20 / 21
円周溶接工法および円周溶接構造並びに密閉型圧縮機
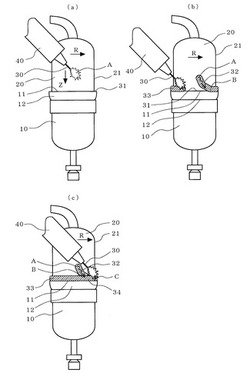
【課題】融合不良部を円周溶接の内部に含まないようにし、疲労寿命の向上を得ることができる円周溶接工法を提供することにある。
【解決手段】第1管体10の端部に第2管体20が挿入され、円周方向に溶接開先に相当する円周方向隅部31が形成された状態において、円周方向隅部31から所定の距離だけ離れた第2管体20の外面21上の位置Aにおいて、溶接を開始し、円周方向Rに向かいながらで徐々に円周方向隅部31に近づく方向に溶接して予熱溶接ビード32を形成する工程と、予熱溶接ビード32が円周方向隅部31に到達した位置Bからは、円周方向Rに向かって溶接して円周溶接ビード33を形成する工程と、円周溶接ビード33が位置Bを通過して位置Cに到達したところで、溶接を終了し、溶接ラップ部34を形成する工程と、を有している。
(もっと読む)
パイプベンダ、ベンディングパイプの製造方法及びパイプ継手

【課題】汎用性のある保持治具を用いて、簡便にパイプの継手部における中心軸を基準とした周方向の精度よい位置決めができるようにする。
【解決手段】パイプ21を固定するパイプチャック部4及びパイプ21をその中心軸を基準に回転する傾転装置6を備えたパイプ送り装置5、パイプ送り装置5をガイドするガイドレール1、パイプ21受ける反力受け型10、曲げ型7及びパイプ21を固定するベンド用クランプ8a備え、ガイドレール1の一端側にあり、パイプ21を曲げ型7で曲げるベンディング装置8、パイプ21をカットするカッタ部12、パイプ21の始端部付近の所定位置に刻印し、カッタ部12でカットする終端部付近に次に加工するパイプ21の始端部の刻印と突き合わせて周方向の位置決めをするための刻印をするレーザマーカー部20、これらの各装置及び各部をシーケンス制御する自動制御装置16を備える。
(もっと読む)
アルミニウム管継手
【課題】量産性に優れ信頼性の高いアルミニウム管継手を提供する。
【解決手段】端部に向かうにしたがって径が拡大するテーパ部4を介して端部に拡径部5が形成された第一のアルミニウム管1と、外径が拡径部5の内径より小さく且つテーパ部4の最小内径より大きい第二のアルミニウム管2とからなり、第二のアルミニウム管2の端部が第一のアルミニウム管1の拡径部5内に挿入された状態で、第二のアルミニウム管2と第一のアルミニウム管1とがアルミろう3でろう付けされ、拡径部5の内周面に、第二のアルミニウム管2の先端位置における拡径部5の断面を見た場合の拡径部5の中心が第二のアルミニウム管2の先端の管の中心と略一致するように、第二のアルミニウム管2の先端の一部と当接して第二のアルミニウム管2の先端がテーパ部4に接触するのを防止する凸部6aを周方向に複数設けている。
(もっと読む)
プラスチックパイプ熱融着機
【課題】1本の主管に多数本の枝管を突設したヘッダーに対し多数の縦管群を直交状態に加熱融着する手段を、各融着部を均斉に融着出来、且つ各作業工程を自動化する。
【解決手段】前側に枝管側固定テーブル1Tを、後側に主管側固定テーブル1T´を、間隔Sを保って設置し、縦管用移動テーブル2を縦管側の固定テーブル1T上に摺動可能に、移動テーブル3を主管側固定テーブル1T´上に摺動可能に配置し、移動テーブル2上には縦管クランプ装置5を、移動テーブル3上には主管クランプ装置6を配置し、間隔Sには、下方から出没するセットプレート装置7と、上方から降下する加熱装置9とを配設し、縦管移動テーブル2と移動テーブル3の前後進退運動により、降下した加熱装置9の両面で縦管8C群とヘッダー枝管8Bの取付孔Hbとを溶融し縦管8Cの端縁cfとヘッダー枝管8Bの取付孔Hbとを押圧融着するプラスチックパイプ熱融着機。
(もっと読む)
溶接用部材及びその製造方法
【課題】鋼管杭に対する挿入性に優れる溶接用部材を提供する。
【解決手段】本溶接用部材1は、上下の鋼管杭2,3を互いに突き合わせて溶接するときに裏当てとして用いられる溶接用部材であって、前記上下の鋼管杭の内周面に外周面が当接される円筒状の本体5を備え、前記本体の軸方向の両端側には、先端側に向かって縮径する絞り部6a,6bが設けられている。
(もっと読む)
継手装置
【課題】溶接された第1の継手部材と、この第1の継手部材を鋳包んだ第2の継手部材との一体性を強固にすることができ、第1の継手部材が変形したり、第2の継手部材から抜けたりすることを防止できる継手装置を提供する。
【解決手段】接続対象物と溶接で接続される溶接性の良好な第1の継手部材2と、第1の継手部材2の一部を露出した状態で鋳包むことにより、第1の継手部材2と一体的に形成されている鋳鉄製の第2の継手部材3とを備えた継手装置1において、第1の継手部材2は、第2の継手部材3内に埋め込まれた端面と、端面の周方向に間隔を存して配置され、端面の外側縁から中央に向けて延び、かつ、端面の周方向に離間した内壁面を有する複数の切欠き部6とを備え、内壁面間の間隔が端面の外側縁に近づくにつれて拡開されている。
(もっと読む)
フォールパイプ(落下管)の管状要素、そのような要素から組み立てられたフォールパイプ、2つのそのような管状要素間の連結およびフォールパイプを組み立てるための方法
本発明は、フォールパイプ船から海底に材料を堆積させる目的のために使用されるフォールパイプの管状要素に関する。フォールパイプ要素は、同様の形態の別の要素に連結するための雄および雌連結部を含む。連結部には、その外側周縁部と内側周縁部のそれぞれに、その間の凹部を空けたままで、周方向に、セグメントに分割される環状フランジが設けられる。連結する目的のため、雄連結部のセグメントが雌連結部の凹部中に配置され、回転によって雌連結部のセグメントの下に摺動される。本発明は、同様に、フォールパイプおよびその組立の方法に関する。フォールパイプは、特に大きい深度に材料を堆積させるのに適している。 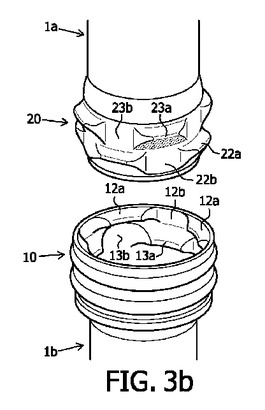 (もっと読む)
(もっと読む)
管体溶接方法、金属製溶接管及び芯金具
【課題】2つの金属製管体の端面を突き合わせて溶接するときに溶接部の内周面側へのバリの発生を抑制する。
【解決手段】マンドル26に芯金具10の第1管体14と第2管体16とを差込む。第1管体14の内周面14Aの内径は、芯金具10のホース接続部12の内径よりも大きく形成されており、マンドル26の軸方向端部をホース接続部12に挿入することで、マンドル26の外周面と第1管体14の内周面14A及び第2管体16の内周面16Aとの間隔を周方向に沿ってほぼ一定となるように位置合わせする。さらに、第1管体14の端面と第2管体16の端面とを突き合わせた状態で第1管体14の端面と第2管体16の端面とを溶接し、溶接後にマンドル26を引き抜く。溶接時に第1管体14の端面と第2管体16の端面の内周面側にマンドル26が挿入されていることにより、溶接部の内周面側へのバリの発生が抑制される。
(もっと読む)
配管接合方法
【課題】配管内において好適に流体が流れるように配管同士を接続することが可能な配管接合方法について提供する。
【解決手段】一方の配管1の端面1aに他方の配管2の端面2aを当接させる配管当接工程と、一対の配管1,2の当接部分の外周に形成された開先5にアーク溶接を行うアーク溶接工程と、を備え、一方の配管1の端面1aの内周側には、配管の軸方向外側に突出した環状の内側環状突出部10が形成され、他方の配管2の端面2aの内周側には、内側環状突出部10の外周側に嵌め合わされると共に軸方向外側に突出した環状の外側環状突出部22が形成されており、配管当接工程において、内側環状突出部10に外側環状突出部22を嵌め合わせたときに、一対の配管1,2は、その内壁面1b,2bが平坦となるように形成されている。
(もっと読む)
ソケット継手
【課題】内部流体の残留による発錆を防止でき、配管同士を安定して強固に連結できるソケット継手を提供する。
【解決手段】2以上の配管2、3を互いに連結させるためにそれぞれの配管2、3の端部を内部に挿入させて保持するための配管挿入部5を有すると共に、これら挿入された配管2、3を互いに連結する流路4を有するソケット継手1において、配管挿入部5に、挿入される配管2、3の端面と突き合わされる突合せ部6を形成すると共に、突合せ部6の外周部に開先部7を形成し、開先部7の径方向外方に溶接用トーチ11を導入するための溶接作業用領域12を形成したものである。
(もっと読む)
電気融着式継手
【課題】 接続管の種類によらず、融着ボイドを低減することができる電気融着式継手を提供する。
【解決手段】 熱可塑性樹脂からなり、内径側に軸方向の中央部から両端面に向かって電熱線3a、3bが埋設された小径段部22a、22bを有する継手本体2と、小径段部22a、22bに嵌装された拘束リング5a、5bとを有する。継手本体2に、両端部に軸方向の移動を規制する突出部222a、222bを設けることができる。拘束リング5a、5bは、継手本体2と同一又は同等の線膨張係数を有する熱可塑性樹脂で形成されていることが好ましい。
(もっと読む)
継目無ベンド管及び継目無ベンド管と継目無直管の溶接継手並びにこれらの製造方法
【課題】継目無ベンド管の肉厚を必要以上に厚くすることがなく、また、継目無ベンド管製造後にその管端部を内削することなく、ラインパイプ用直管と同じ管端内径を有する継目無ベンド管及び継目無ベンド管と継目無直管の溶接継手を提供する。
【解決手段】ベンド部とその両端の直管部からなる継目無ベンド管であって、両管端部の内径がベンド部の内径よりも大きいことを特徴とする継目無ベンド管。管端部の内径は、冷間拡管加工により拡径することができる。冷間拡管加工の前に冷間縮径加工してもよい。また、この継目無ベンド管の管端部の内径と同一の内径を有する継目無直管を溶接によって接合することによって溶接継手を得ることができる。
(もっと読む)
内側に耐食性被覆材を有するパイプラインの敷設方法
敷設船から海底へパイプラインを敷設する方法であって、当該パイプラインは、耐食性の低い外側の配管材料に金属接触して密嵌された内側の耐食性金属被覆材を有する。当該方法は、以下の点において特徴付けられる。
a)パイプラインの一部分は、配管敷設ドラムに巻き取られる。このとき、当該部分の内部の加圧流体を用いて、当該部分内を5〜25バールの超過圧力に保つ。
b)既に配管敷設ドラムに巻き取られた上記一部分に、パイプラインの他の部分を連結させる。このとき、パイプラインは、機械的に動くことなく静止している。なぜならば、これらの部分が機械的に動かなければ、超過圧力を解放してもよいからである。
c)これら部分内に5〜25バールの超過圧力がかけられる。上記他の部分が配管敷設ドラムに巻き取られる。
d)所定のパイプライン長さが得られるまで、ステップb)およびステップc)を繰り返して、複数の部分を一体に連結させ、一または複数の配管敷設ドラムに巻き取る。
e)従来の方法を用いて、パイプラインが敷設船から海底へ敷設される。このとき、パイプラインが海底に適切に設置されるまで、加圧流体を用いたパイプライン内部の5〜25バールの超過圧力は維持される。
(もっと読む)
接合構造、検査装置、検査方法
【課題】ろう付け状態を非破壊検査で容易に検査することのできる接合構造、検査装置及びその検査方法を提供する。
【解決手段】ろう材51が第1の管35と第2の管39とを接合するに十分な量だけ流し込まれた状態で、溶融状態のろう材51が流入して充填状態とされる第1の管35の外周面46と間隙45との間を連通させる検査用孔49を接合部33に設けた。
(もっと読む)
筒製品
【課題】 短時間で接合することが可能で、かつ、良好な外観を有する円筒製品を提供する。
【解決手段】 第1筒12は、側面12aの少なくとも一部に円曲面領域を有し、その第1筒の円曲面領域に第2筒14の端面が抵抗溶接によって固定されている筒製品と、第2筒の端面が先細形状のリング状先端を有し、その先細形状のリング状先端が第1筒の側面の円曲面領域にリング状に抵抗溶接によって固定される筒製品の製造方法。
(もっと読む)
配管継手構造
【課題】 バックシールなしで溶接することができ、かつ配管の内表面側に酸化スケールが発生することのない配管継手構造を提供する。
【解決手段】 突合せ溶接により接続される配管継手構造であって、第一の管材12の端部14に、内側嵌合部14aが周方向にわたって形成されているとともに、内側嵌合部14aの半径方向外側に、第一の開先14bが周方向にわたって形成されており、第二の管材13の端部15に、内側嵌合部14aの半径方向外側に嵌合される外側嵌合部15aが形成されているとともに、この外側嵌合部15aの端面で、かつ前記第一の開先14bと対向する位置に第二の開先15bが周方向にわたって形成されており、前記内側嵌合部14aの半径方向外側に位置する面の断面視形状および外側嵌合部15aの半径方向内側に位置する面の断面視形状がそれぞれ、周方向全体にわたって曲率が一定とされた真円となるように加工されていることを特徴とする。
(もっと読む)
パイプの継手構造
【課題】 本発明は、四角パイプまたは丸パイプを段差および偏向傾斜なしに突合わせ接続することのできるパイプの継手構造を新規に提供するものである。
【解決手段】 本発明は、向き合わせた四角パイプをつなぎ角パイプを内にして圧嵌突合わせ接続する継手構造において、該つなぎ角パイプの外面に半球体形をした1乃至複数個の突起を設け、該つなぎ角パイプの一半に一方の四角パイプを圧嵌して溶接止めしたから、該つなぎ角パイプの他半に他方の四角パイプを圧嵌して該半球体突起の四角パイプへの圧接にて両四角パイプ間を段差および偏向傾斜なしに突合わせ接続するようにした四角パイプの継手構造にある。
(もっと読む)
パイプ接合方法及び装置
本発明は、中空プロファイルを螺旋状に巻回すことによって製造された熱可塑性パイプを互いに接合するための方法と装置とに関する。本発明による方法は、両パイプの形成端面に適合可能であって加熱手段を備えた溶接型(5)を両パイプ(1)間の隙間に挿入し、両パイプ端部を加熱された溶接型に押し付けてパイプ端部の熱可塑性材料を加熱して接合面上の可塑性材料を可塑化し、溶接型(5)を両パイプ間から除去し、加熱されたパイプ端部同士を互いに対し押し付けて熱可塑性材を溶解させて溶接接合部を形成し、この溶接接合部を冷却させることを特徴とする。本発明による溶接型(5、5’)は、該溶接型が中空プロファイルの径方向側壁(6)に沿って切断されたパイプ端面の形状に適合可能なことを特徴とする。 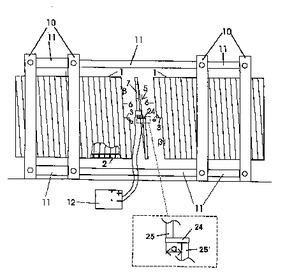 (もっと読む)
(もっと読む)
パイプ接続部
2つのパイプ(1、2)の間の接続部が開示され、そこでは、一方のパイプの最終部分が他方のパイプの最終部分に重なり、あるいは1つのそれぞれの連結要素(3、4)が、パイプ(1、2)の対面する最終部分へと挿入される。パイプ(1、2)を、一体に螺合させることができる。他方のパイプによって覆われるパイプの最終部分、または最終部分(3、4)へと挿入される少なくとも1つの連結要素(3、4)が、パイプの内部に面する端部に、隣接する部分領域よりも剛性が低い領域(18、19)を備えて具現化される。この剛性が低い領域(18、19、30)は、内周に少なくとも1つのくぼみまたは凹所(20、21、21’、31)を備えて具現化され、これにより、たとえ力がパイプ接続部に偏心して作用する場合において、互いに接続されるべきパイプが互いに対してチルチングまたは傾斜した場合でも、パイプを傷つけることがないように保証できる。  (もっと読む)
(もっと読む)
少なくとも1つの部材が溶接困難な材料を含む、またはそのような材料より成る部材の接合方法、継手、チューブ接合部
少なくとも1つが溶接困難な材料を含む、またはそのような材料から作られる、少なくとも2つの、チューブのような部材2、3を、継手1を用いて接合する方法である。部材2、3は、接合する端面6に、より厚い壁部を備える。少なくとも1つの、より厚い端部壁部が、内側ネジ部または外側ネジ部Tを備え、前記ネジ部を備えた端部壁部を継手1の内部および/または上部にネジ込み、前記少なくとも2つの部材を一体に接合する。 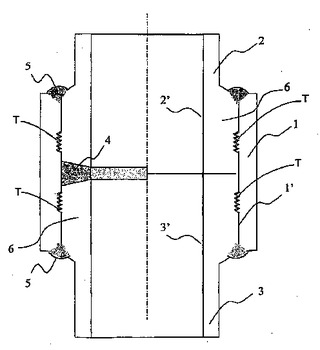 (もっと読む)
(もっと読む)
1 - 20 / 21
[ Back to top ]