
Fターム[3J033BB02]の内容
軸・クランク・連接棒及び関連の軸受 (5,640) | ジャーナル部 (155) | 表面処理されたもの (34)
Fターム[3J033BB02]に分類される特許
1 - 20 / 34
クランクシャフト及びその評価方法
【課題】切削加工により仕上げられたスラスト軸受面を評価する方法を見出し、かかるスラスト軸受面を有するクランクシャフトを実用化する。
【解決手段】クランクシャフト1のスラスト軸受面Tを、プラトー率Rδcに基づいて評価する。具体的には、スラスト軸受面Tのプラトー率Rδc(切断レベル:10〜80%)が0.6μm以下であれば良品と判別し、0.6μmを超えていれば不良品と判別する。
(もっと読む)
クランクシャフト及びその表面改質方法

【課題】黒鉛鋳鉄製のクランクジャーナル部を支持する滑り軸受の摩耗を抑制する。
【解決手段】クランクシャフトは、自動停止及び自動始動が行なわれる内燃機関の出力軸として用いられるものであり、クランクジャーナル部31において滑り軸受により回転可能に支持される。クランクシャフトでは、少なくともクランクジャーナル部31が黒鉛鋳鉄により形成されている。クランクジャーナル部31は表層部35に改質層41を有する(図3(B))。この改質層41は、研磨及びラップ処理の施されたクランクジャーナル部31の表層部35(図3(A))に対し、1μm〜100μmの粒径を有する硬質粒子からなるショットを、100m/s〜300m/sの流速で衝突させてなるショットピーニング処理を行なうことにより形成されるものである。
(もっと読む)
クランクシャフト支持構造及びクランクシャフト
【課題】騒音やフレーキングを抑制しつつ耐久性に優れ、クランクシャフトを円滑に回転可能に支持することが可能なクランクシャフト支持構造及びクランクシャフトを提供する。
【解決手段】軸方向に間隔をあけて複数のジャーナル部及び複数のクランクピン部が設けられたクランクシャフトを、前記ジャーナル部に設けられた軸受によってクランクケースのハウジング内で回転可能に支持すると共に、前記クランクピン部に設けられた軸受によってコンロッドを回転可能に連結するクランクシャフト支持構造であって、前記軸受の少なくとも一方が転がり軸受であり、前記ジャーナル部又はクランクピン部にはクランクシャフト母材上にセラミック層が形成され、セラミック層の表面を転がり軸受の転動体が直接転動する。
(もっと読む)
クランクシャフトの製造方法
【課題】クランクシャフトの複数の偏心部に熱処理を施し耐摩耗性を向上させた場合、フロント軸に対するリア軸の振れのないクランクシャフトの製造方法を提供する。
【解決手段】第1、第2偏心部に高周波の焼き入れ処理を施す(工程S11)。そして、フロント軸を研磨加工してから(工程S12)、第1偏心部を研磨加工し(工程S13)、続いて、第2偏心部を研磨加工し(工程S14)、最後に、リア軸を研磨加工する(工程S15)。
(もっと読む)
動力伝達軸の製造方法および車両用操舵装置
【課題】摺動部分に樹脂被膜を設けた動力伝達軸の製造時に、樹脂の表面をより滑らかにする。
【解決手段】外スプライン37が設けられた内軸35と、内スプライン38が内周に設けられた筒状の外軸36と、外スプライン37に設けられた樹脂被膜139と、を含む中間軸5の製造方法において、加熱なじみ工程(図4(h))では、内軸製造用中間体147の中心軸線と、外軸製造用中間体46の中心軸線とを一致させつつ、各製造用中間体46,147を調芯可能に保持する。この状態で、各製造用中間体46,147を軸方向X1に相対摺動する。これにより、樹脂被膜139の表面を均す。加熱なじみ工程では、各製造用中間体46,147の間にグリース48を介在させている。
(もっと読む)
自動車部品並びにその製造方法及び製造装置
【課題】 部品の焼戻しおよび塗装剤の焼付けにおける処理時間の短縮化およびコスト低減を図る。
【解決手段】 高周波焼入れ後に外表面に塗装剤が塗布された金属製の外側継手部材10を移送する搬送路20と、その搬送路20の部品移送方向に沿って配設され、外側継手部材10の焼戻しと塗装剤焼付けとを同時に行う高周波誘導コイル21,22とで構成されている。
(もっと読む)
エンジンの回転部の密封装置
【課題】密封性能が高く、円筒形スリーブの製作が容易で、円筒形スリーブの固定作業が簡単になる、エンジンの回転部の密封装置を提供する。
【解決手段】エンジンの回転部1に円筒形スリーブ2を嵌め、円筒形スリーブ2の外周面に、エンジンに固定したオイルシール3を接当させたエンジンの回転部の密封装置において、円筒形スリーブ2として円筒形鋼材を用い、円筒形鋼材の外周面に表面硬化処理層を形成し、エンジンの回転部1への円筒形スリーブ2の固定が、室温での圧入による締まり嵌めを行なうエンジンの回転部の密封装置とする。
(もっと読む)
皮膜を有さないクラッシュリリーフを備えた軸受
内燃機関におけるクランクシャフトの製造方法及びクランクシャフト
【課題】変形が少なく、焼入れ時間が短く、コストを安くできる内燃機関におけるクランクシャフトの製造方法及びクランクシャフトを提供する。
【解決手段】ジャーナル部2とクランクピン3とが、バランスウェイト5を有するクランクアーム4を介して交互に接続されるクランクシャフト1の製造方法において、ジャーナル部2の周面20及びクランクピン3の周面30に高周波焼入れを施すと共に、ジャーナル部2の周面20のクランクアーム4との境界点に形成されるR部分6及びクランクピン3の周面30のクランクアーム4との境界点に形成されるR部分7のそれぞれにレーザー焼入れを施す。
(もっと読む)
スプライン伸縮軸、スプライン伸縮軸を備えた車両用操舵装置、およびスプライン伸縮軸の製造方法
【課題】寸法精度の高い任意の形状の潤滑剤保持溝が形成されたスプライン伸縮軸、当該スプライン伸縮軸を備えた車両用操舵装置、および当該スプライン伸縮軸の製造方法を提供すること。
【解決手段】スプライン伸縮軸としての中間軸5は、軸方向X1に移動可能に嵌合された内軸35および筒状の外軸36と、内軸35の外周に設けられた外スプライン38と、外軸36の内周に設けられた内スプライン39と、外スプライン38に設けられた樹脂被膜40と、レーザを用いて樹脂被膜40に形成され、軸方向X1とは交差する方向D1に延びる潤滑剤保持溝41とを備えている。
(もっと読む)
プロペラシャフト
【課題】スティックスリップの発生を低減するために施される表面処理のコストを低減し得るようにしたプロペラシャフトを提供する。
【解決手段】プロペラシャフトは、一端にヨークを有する第1シャフト10と、第1シャフト10の他端にスライド可能に連結された第2シャフト20と、第1シャフト10と第2シャフト20との連結部分に配置され、第1シャフト10に対する第2シャフト20のスライド性を向上させるための表面処理が施された表面処理部材30と、を備える。表面処理部材30は、第1シャフト10および第2シャフト20とは別体の基材に表面処理が施されたものからなるとともに、表面処理が施された後に、第1シャフト10と第2シャフト20との連結部分に配置されている。
(もっと読む)
クランクシャフトの製造方法及びクランクシャフト
【課題】高強度鋼材を用いながら、加工精度を向上させた高強度クランクシャフトの製造方法を提供する。また、高強度鋼材を用いながら、鍛造荷重を低減することにより生産コストの増加を抑えた高強度クランクシャフトを提供する。
【解決手段】少なくともMo及びVを含み、Mo+V≧0.2wt%以上を含有する高強度鋼材を用いた高強度クランクシャフトの製造方法において、高強度鋼材を鍛造する鍛造工程と、鍛造工程の後、高強度鋼材を加工し、第1の温度においてN2ガスまたは大気中で高強度鋼材の加工歪を開放する歪開放処理工程と、歪開放処理工程後、第2の温度においてNH3ガス中で窒化処理を行い炭窒化物を析出させる窒化処理工程とを行う。
(もっと読む)
軸部材のすべり支持構造
【課題】荷重集中部位が存する場合であっても、該部位において十分な油膜圧力を発生させて摩擦損失を低減することができる軸部材のすべり支持構造を提供する。
【解決手段】相対的に回転可能な軸部材A及び支持部材Bの摺動面間に潤滑油Cが供給される軸部材Aのすべり支持構造において、軸部材Aと支持部材Bとの荷重集中部位(EからF)に対応する摺動面部位を挟む潤滑油の流れ方向の上流側(DからE)及び下流側(FからG)の摺動面領域に、他よりも撥油性の高い領域が設けられている。
(もっと読む)
内燃機関のクランク軸を支承する軸受装置
【課題】すべり軸受の内周面を形成する樹脂製摺動層に対する異物の影響を低減化した、内燃機関のクランク軸を支承する軸受装置を提供する。
【解決手段】内部給油路を有するクランク軸のジャーナル部およびクランクピン部が、それぞれ一対の半円筒形状軸受を組み合わせた円筒形状体であるすべり軸受で支承される、ジャーナル部用すべり軸受およびクランクピン部用すべり軸受のうち、少なくとも一方のすべり軸受における少なくとも一方の半円筒形状軸受が、その内周面に樹脂製摺動層を有し、かつ、ジャーナル部用すべり軸受を構成する一対の半円筒形状軸受のうち、少なくとも一方の半円筒形状軸受30Aの内周面に円周方向に延在する油溝36が形成され、油溝36は半円筒形状軸受30Aの円周方向長さの中央部を含み、その溝底面が、平坦部なしに連続的に起伏する複数の山36Aと複数の谷36Bから成る凹凸面になされている。
(もっと読む)
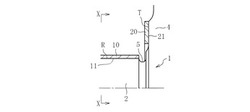
軸及びニードル軸受を備えた軸受装置
本発明は、軸受ジャーナル(2,3)を備えた軸(1)と、ケージ(16)及びケージ(16)内に収容されているニードルローラ(11)を備えた、軸受ジャーナル(2,3)に配置されているニードル軸受(9)とを有し、軸受ジャーナル(2,3)にニードルローラ(11)のための、硬化され、精密加工されたインナレース(10)が設けられており、軸受ジャーナル(2)は軸線方向肩部(12,13)に隣り合っている軸区分(4,5,6,7)に対して少なくとも周方向で部分的に半径方向に引き込んでいて、軸線方向肩部(12,13)が、軸線方向肩部(12,13)の間に嵌め込まれているケージ(16)の軸線方向端面(14,15)に対する接触面として働く軸受装置を提案する。本発明において、インナレース(10)の両側に夫々延在している、軸線方向肩部(12,13)の全周面領域に亘って、軸線方向肩部(12,13)の互いの軸線方向間隔(D)が、軸線方向肩部(12,13)の間に存在するインナレース(10)の幅(B1)よりも明らかに大きく寸法設定されたアンダカット(17,18)が設けられている。 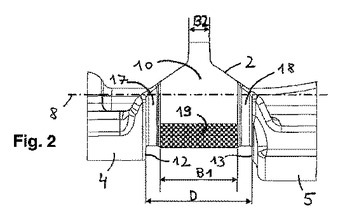 (もっと読む)
(もっと読む)
水中軸と軸受け
【課題】 水処理施設等の様々な機器に用いられる水封をしていない水中軸受けは、縣濁している粒子の影響で急速に摩耗が進み、機器の他の部分が健在でも比較的頻繁に交換の必要があるという問題点があった。これは、水中軸と軸受けの摺動部に水中の濁質粒子が浸入し、粒子が研磨材となって働くので摩耗の進行が早いためである。
【解決手段】 水中軸の摺動部をHRC50以上の硬さを有し、かつ粒子径30〜200μmの粒子をエア圧力0.3〜0.5MPaで速度200m/秒程度の高速で吹き付ける方法により加工することにより、表面に微小な略断面弧状の無数の凹凸部形成が形成される。この水中軸と軸受けとを組み合わせることで、凹凸の凸部先端が軸受けと接しているので、軸受け端部から周囲の水が内部に入り込む時全体にスクリーン状となり、水は内部に浸入するが縣濁している粒子の浸入は防ぐ。このことで、縣濁粒子による軸受けと軸の摩耗を防ぐことができる。
(もっと読む)
高周波焼入れ用鋼および静捩り破壊強度および捩り疲労強度に優れた高周波焼入れ部品
【課題】静捩り破壊強度と捩り疲労強度が要求されるシャフト類に使用される鋼材と、その鋼材を用いて製造された部品を提供する。
【解決手段】特定量のC、Si、Mn、P、S、Cr、Mo、B、Ti、Nを含有し、必要に応じてV,Nbの一種または二種を添加し、特定成分で構成されるパラメータ式を満足し、残部Feおよび不可避的不純物からなる成分組成と、初析フェライト体積率が15%未満のパーライト主体のミクロ組織を備える鋼。上記鋼を素材とし、圧延、鍛造若しくは機械加工またはそれらの組み合わせにより軸部を有する部品形状とした後、前記軸部を高周波焼入れ・焼戻しにより有効硬化層深さ/半径の比が0.4〜0.6、焼入れ部の結晶粒度は粒度7.0以上、必要に応じて高周波焼入れ・焼戻しをした後の硬さ分布を特定した部品。
(もっと読む)
微細凹部加工方法及び微細凹部加工装置
【課題】微細凹部加工の加工工具の傾きの補正を自動化し、加工精度をより高めることができると共に、本加工を開始するまでの時間を短縮することができる加工方法及び装置を提供する。
【解決手段】被加工物Wに微細凹部形成用の加工工具11を押付けて同加工工具11の傾きを検出し、その検出結果に基づいて加工工具11の傾きを補正した後、加工工具11の押付けによる微細凹部Hの形成を行う微細凹部加工方法。
(もっと読む)
組立式クランクシャフト及びその製造方法
【課題】エンジン爆発力に対する締結部の強度と剛性を高め、締結部の抜けや締結部での異音発生を防止すること。
【解決手段】組立式クランクシャフト1は複数の分割ピース2A〜2Jを締結部3にて互いに組み付けて一体に組み立てられる。各分割ピース2A〜2Jは、カウンタウェイト部4と、カウンタウェイト部4の一端側から突出した小径軸部5と、他端側から突出した大径軸部6と、大径軸部6の中心に設けられた穴部7と、小径軸部5の根本周囲の溝部8とを含む。締結部3は、隣り合う分割ピース2A〜2Jの一方に設けられた大径軸部6及び穴部7と、他方に設けられた小径軸部5及び溝部8とを含む。穴部7に小径軸部5を圧入し、大径軸部6の先端を溝部8に圧入締結することで、隣り合う分割ピース2A〜2Jが互いに組み付けられ、各分割ピース2A〜2Jの間で小径軸部5を覆った大径軸部6によりジャーナル部11又はピン部10が構成される。
(もっと読む)
スプライン軸、動力伝達シャフトおよび等速自在継手外輪
【課題】プレス加工により成形したスプライン軸の軸方向におけるオーバボール径のばらつきを抑制する。
【解決手段】プレス加工により成形したスプライン軸において、根元部mの全硬化層深さを根元部m以外の部分の全硬化層深さよりも深くする。
(もっと読む)
1 - 20 / 34
[ Back to top ]