
Fターム[3J046AA02]の内容
圧力容器、圧力容器の蓋 (2,430) | 目的 (589) | 機械的強度の向上 (113) | 応力集中緩和 (18)
Fターム[3J046AA02]に分類される特許
1 - 18 / 18
高圧ガスタンク、及び高圧ガスタンクの製造方法
【課題】繊維強化層を構成するフープ層において巻きの乱れが生じておらず、高い耐圧強度を有する高圧ガスタンクを提供する。
【解決手段】この高圧ガスタンク1は、繊維強化層3が、少なくともその一部において、タンクライナ2の中心軸に対し略垂直な面に沿ってカーボン繊維7が巻き付けられてなるフープ層3aを有しており、フープ層3aをタンクライナ2の中心軸に対して垂直な面で見た場合において、その面に現れるカーボン繊維7の断面形状の周方向に沿った長さが、カーボン繊維7の直径の20倍以上である。
(もっと読む)
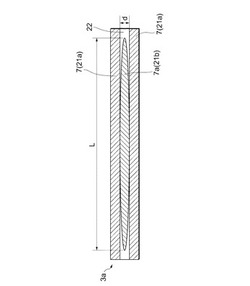
圧力容器及び圧力容器の製造方法

【課題】内殻の樹脂成形時でのヒケ発生による応力集中を抑制する。
【解決手段】圧力容器1は、樹脂成形品からなる内殻3と、内殻3の外周を覆うFRPからなる補強層となる外殻5と、軸方向端部に位置する口金11とを備えている。口金11は、内側口金部品7と外側口金部品9とを有し、内殻3のブロー成形時に、内側口金部品7を一体成形する。内側口金部品7は、小径部7c1と大径部7c2とを備える一方、内殻3は円筒形状の首部3aを備えている。首部3aは小径部7c1の外周部に位置し、首部3aの軸方向端部3a2は、大径部7c2の端面7eに当接している。
(もっと読む)
FRP製クライオスタット
【課題】壁部にフランジ部材と共に金属製継手部材が貫通して取付られ、各種応力による真空リークの発生を防止できるFRP製クライオスタットを提供する。
【解決手段】外表面側からFRP製ディスク形状部材14の側面に設けられた非貫通ねじ孔16に固定ボルト15により、接着剤層17による密封構造を形成して固定されている金属製フランジ部材13と、該ディスク形状部材14の軸中央部のストレート孔21と金属製フランジ部材13の挿入孔とに挿入して該金属製フランジ部材13と密封状態で固着されている金属製継手部材12とからなる一体形状物24が、該ディスク形状部材14の外周側面の雄ねじと、FRP製クライオスタットの容器壁部11の雌ねじ孔とで螺着により固定され、該ディスク形状部材14の該外周側面と容器壁部11の内周面との接合面間に接着剤層19による気密性のある密着構造が形成されていているFRP製クライオスタット。
(もっと読む)
圧力容器
【課題】傾斜ノズルを有する圧力容器について大幅なコストアップを伴うことなく、ピーク応力を低減すること。
【解決手段】本体部5と、本体部5の内側面5aに対して傾斜した傾斜軸J1に沿って本体部5から突出する傾斜ノズル6とを備え、本体部5及び傾斜ノズル6には、傾斜軸J1に沿って本体部5及び傾斜ノズル6を貫通する円形の貫通孔6bが設けられ、本体部5の内側面5aと貫通孔6bを取り囲む面6aとの交差部分には、全周にわたり丸み部が形成され、本体部5の内側面5aを当該内側面5aと直交する方向に見たときに略楕円形に現れる貫通孔6bの内側開口部のうち長軸方向の2箇所に位置する丸み部の長軸半径R1、R2は、短軸方向の2箇所に位置する丸み部の短軸半径R3、R3よりも小さく、かつ、丸み部の半径は、長軸方向に位置する丸み部から短軸方向に位置する丸み部まで連続して増加する。
(もっと読む)
高圧ガスタンク
【課題】高圧ガスタンク両端のドーム部における衝撃緩和とタンク軽量化の両立を図る。
【解決手段】高圧ガスタンク10は、樹脂製ライナー20の外周に、熱硬化性樹脂を含浸した繊維の巻回を経て繊維強化樹脂層30を形成し、タンク両端側には、球面形状のドーム部を覆うドーム部パッド40を備える。このドーム部パッド40は、ドーム部24に加わった衝撃の緩和を図るべく、潤滑層42を境に上下の層が重なった層状構造を備え、潤滑層42を潤滑オイルから形成することで、潤滑層42を境にした上下の各層の界面に沿ったズレを許容する。
(もっと読む)
圧力容器構造
【課題】圧力サイクル耐久性能が向上し、また従来製品と同等の圧力サイクル耐久性能を維持しつつ肉厚を薄肉にすることができる圧力容器構造を提供する。
【解決手段】内部の貯蔵空間に流体が充填されるライナー(11)と、ライナー(11)の周囲に設けられた補強層(12)と、を含む圧力容器構造である。そして補強層(11)は、少なくとも3層以上の複数層(12−1〜12−7)であって外周側の層(12−6,12−7)の引張弾性率が内周側の層(12−1〜12−5)の引張弾性率以下である。
(もっと読む)
高圧ガスタンク
【課題】部材の変形、劣化をより効果的に低減でき得る高圧ガスタンクを提供する。
【解決手段】高圧ガスタンク10は、その内部にガスが貯留される中空形状体であるライナ12と、前記ライナ12の外側面を覆う補強層16と、前記ライナの端部に配置されるとともにバルブアッセンブリ100が装着される口金14と、を有する。口金14は、前記ライナ12の内外を連通する略筒状の筒部30と、当該筒部30の外側面から外側に張り出して前記ライナ12と補強層16との間に位置する鍔部32と、を含む。高圧ガスタンク10は、さらに、前記口金12に連結されるとともに、その一部が前記ライナ12の内側面に接触する応力緩和プレート17も有している。口金14等の突出力が、鍔部32だけでなく、この応力緩和プレート17にも分散されて伝達されることで、応力の集中が緩和され、部材(補強層16など)の変形、劣化をより効果的に防止または低減できる。
(もっと読む)
圧力容器
【課題】 圧力上昇に起因する閉塞部材の接合部への応力集中を回避して耐圧性を向上できる圧力容器の提供。
【解決手段】 有底筒状の本体2と、この本体2の開口端部2aを閉塞する閉塞部材3を備えるアキュムレータ1において、本体2の開口端部2aと閉塞部材3との衝き合わせ部7が一体的に接合された第1接合部8と、本体2の開口端部2aの内側に挿入された閉塞部材3の一部と該本体2の内壁(雌螺子溝2b)とが一体的に接合された第2接合部9を備えることとした。
(もっと読む)
複合圧力容器及び複合圧力容器の製造方法
【課題】
複合圧力容器のプラグ部分の突出量を抑制し、又複合圧力容器をプラグを装着したままで落下させたとしても、プラグ部分から局部的な衝撃力が伝達されない様にし、落下によりライナが損傷することを防止する。
【解決手段】
両端部にボス部4,5が形成された金属製のライナ2と、該ライナの外層に繊維強化プラスチック層3が形成され、一方のボス部5がプラグ8によって封止される複合圧力容器1であって、前記プラグの頭の外径が前記ボス部の外径と同じ又は略同じであり、前記ボス部の周囲に形成される前記繊維強化プラスチック層の厚みが前記プラグの頭の高さと同じ又は前記プラグの頭の高さより所要量高くなっている。
(もっと読む)
圧力容器の製造方法、自動車用アキュムレータの製造方法及び自動車用アキュムレータ
【課題】引張残留応力を低減することが可能な圧力容器の製造方法、自動車用アキュムレータ及びその製造方法を提供する。
【解決手段】有底筒状に形成されるとともに、径方向外側に延びるフランジ45を開口端側に有する形状の外殻部材である鋼管40を形成し、開口端の内壁部に蓋体50の側壁部を嵌合させることで、鋼管40の開口部を閉塞するとともに、フランジ45及び蓋体50の一方を他方に押し付けながら鋼管40と蓋体50との接合部に電流を印加することでこれらを溶接する。この溶接後、フランジ45の先端側を除去し、フランジ45の先端側の引張残留応力を低減させる残留応力低減工程を行う。
(もっと読む)
タンク
【課題】タンク内圧による口金の変形を抑制できるタンクを課題とする。
【解決手段】ライナー(10)とライナー(10)の外周側に位置する補強層(12)とを有するタンク本体(2)と、ライナー(2)と補強層(12)とに挟まれるように配置された鍔部を有する口金(3)と、を備えたタンク(1)において、鍔部(34)と補強層(12)とに挟まれるように緩衝材(90)を設けた。緩衝材(90)は、鍔部(34)の先端部(34a)の位置にのみ設ければよい。鍔部(34)は、ライナー(10)の返し部(11)と補強層(12)とに挟まれるように配置されればよい。
(もっと読む)
ガスカートリッジ
【課題】圧縮ガスG2によるインナーバッグ2の凹み変形が偏らないようにして該インナーバッグ2に作用する応力を分散して、インナーバッグ2における亀裂やピンホールの発生を回避する。
【解決手段】金属製外缶1の内部に液化燃料ガスG1を充填した金属製インナーバッグ2を配置するとともに、外缶1とインナーバッグ2との間の空間に、上記ガスG1の消費に伴って上記インナーバッグ2を押し潰すための圧縮ガスG2を充填したガスカートリッジにおいて、上記インナーバッグには、上記液化燃料ガスG1の消費に伴い上記圧縮ガスG2の押圧力を受けたときに上記インナーバッグに生じる変形を誘導する変形誘導部P1〜P7を一体に形成。
(もっと読む)
ガスカートリッジ
【課題】インナーバッグの凹み変形が偏らないようにしてインナーバッグにおける亀裂やピンホールの発生を効果的に防止する。
【解決手段】金属製外缶1の内部に燃料ガスG1を充填した金属製インナーバッグ2を配置するとともに、上記外缶1とインナーバッグ2との間の空間に、上記燃料ガスG1の消費に伴って上記インナーバッグ2を押し潰すための圧縮ガスG2を充填したガスカートリッジにおいて、上記外缶1の内側の適宜位置に、上記圧縮ガスG2の押圧力を受けたときに上記インナーバッグ2の変形を誘導するための初期変形を生じさせる変形誘導部材P1〜P7を設けた。
(もっと読む)
圧力容器を被覆する方法及び装置
【課題】 カバーを圧力容器に固着するボルトの応力を低減する圧力容器カバーを提供する。
【解決手段】 本圧力容器カバー(54)は、カバー(54)の周囲部分(74)と、カバー(54)の第1の側を密封するための周囲部分(74)の第1の面(86)と、 第1の側とは反対側のカバー(54)の第2の側にある第2の面(94)と、カバー(54)の第1の側にあり、周囲部分(74)から半径方向内側に配置され、第1の面(86)から第2の面(94)の方向に軸方向に位置がずれている第3の面(70)と、カバー(54)の第2の側にあり、周囲部分(74)から半径方向内側に配置された第4の面(62)と、カバー(54)を貫通し、第3の面(70)及び第4の面(62)と流体連通する孔(50)とを具備する。
(もっと読む)
真空容器
【課題】溶接部に応力がかからない真空容器を提供する。
【解決手段】銅材1,2同士が溶接されてなる真空容器7であって、一方の銅材1の端部に外側へ向けてL字状に折り曲げられたつば部3が形成され、このつば部3に他方の銅材2を接面させるとともにつば部3の先端が他方の銅材2に溶接される。
(もっと読む)
圧力容器
【課題】繊維強化プラスチック層の内側に金属製ライナを備えた圧力容器において、当該金属製ライナが座屈することを抑制ないし防止し得る構造を有する圧力容器を提供すること。
【解決手段】繊維強化プラスチック層の内側に金属製ライナを備え、金属製ライナは、シリンダ部と、シリンダ部の肉厚よりも厚い肉厚を有するドーム部と、シリンダ部とドーム部との間に設けた肉厚変化部を有し、シリンダ部と肉厚変化部との境界線が波形状を成している圧力容器。
(もっと読む)
高圧ガス燃料貯蔵容器およびその製造方法
【課題】 ライナの外周面を被覆する補強繊維層の肉厚分布を容器全体で均一化し、容器の耐圧強度を高める。
【解決手段】 円筒状のアルミニウム合金製からなるライナ3の外周面に、帯状の補強繊維束を巻き付けることで補強繊維層5を被覆する。帯状の補強繊維束は、炭素繊維をアルミニウム合金の溶湯中に浸漬させることで、繊維の隙間にライナ3と同材質のアルミニウム合金を含浸させる。その後、含浸させたアルミニウム合金を半硬化状態とした帯状の補強繊維束を、加熱炉中で、フープ巻きおよびヘリカル巻きを行って、ライナ3の外周面を補強繊維層5で被覆する。この際、半硬化状態のアルミニウム合金が加熱されて溶融し同材質のライナ3に溶着する。
(もっと読む)
圧力容器及びその設計方法
【課題】 耐圧性の確保及び設置スペースの有効利用を達成すべくより合理的に構成された圧力容器を得ること。
【解決手段】 その内側に被収容物を収容する管状体10を備え、管状体の横断面外周形状が非円形を呈する圧力容器において、管状体に生じる応力が均等化するように、管状体の壁厚をその部位に応じて異なる厚さに設定した構成の圧力容器、及びその製造方法である。管状体に生じる応力を均等化するにあたり、管状体の横断面形状に対応する所定の壁厚計算区間を設定し、内圧によって壁厚計算区間に生じる外面応力と内面応力を求め、壁厚計算区間における管状体の壁厚は、外面応力と前記内面応力のうちの大きい方の値に対応する厚さとする。また、管状体の横断面外周形状が多角形を呈する圧力容器において、管状体は、多角形の角を形成する2辺の中間部位同士を直結する内部壁12を備えた構成の圧力容器である。
(もっと読む)
1 - 18 / 18
[ Back to top ]