
Fターム[3J046CA02]の内容
圧力容器、圧力容器の蓋 (2,430) | 容器、蓋の材料 (315) | 金属 (96) | 鉄、鋼合金 (26)
Fターム[3J046CA02]に分類される特許
1 - 20 / 26
成形用オートクレーブ

【課題】 圧力容器の小型化が図れるとともに、簡単な作業で、かつ固定部材を用いることなく断熱層を形成できる成形用オートクレーブを提供すること。
【解決手段】 圧力容器10と、圧力容器10内を加熱する加熱装置20と、圧力容器10内を加圧する加圧装置30とを備えた成形用オートクレーブAにおける、圧力容器10の内面に内面断熱塗装層16を形成し、圧力容器10の外面に外面断熱塗装層17を形成した。そして、内面断熱塗装層16を、それぞれ厚みが0.25mm以上の下塗層16aと上塗層16bとで構成し、外面断熱塗装層17を、それぞれ厚みが0.2mm以上の下塗層17aと、中塗層17bと、上塗層17cとで構成した。また、下塗層16aと上塗層16bとの塗装の方向が略直交するようにし、下塗層17aと、中塗層17bと、上塗層17cとの塗装の方向が、互いに隣接する二つの層で略直交するようにした。
(もっと読む)
油圧機器用埋め栓

【課題】 油圧機器の油通路に形成された雌ねじ部に対して高締付けトルクで締め付けて、内部が高圧の透孔を高性能で密封することができ、しかも、頭部の高さを低く抑えて、油圧機器の油通路に形成される漏斗状の傾斜内周面の深さを浅くして油圧機器の小型化及び低廉化を図ること。
【解決手段】 雄ねじ部15の上端部に頭部16が形成され、雄ねじ部15を油圧機器12の油通路13に形成された雌ねじ部14に締め付けて、頭部16に形成されたシール部18を雌ねじ部14の一端側に形成された漏斗状の傾斜内周面19に圧接させることができ、シール部18の上側周面部がテーパ部22として形成され、シール部18と雄ねじ部15の上端部との間に環状のくびれ部21が形成され、頭部16の上端面からシール部18までの頭部高さH1を、雄ねじ部15の呼びの値で除算して得られる頭部高さH1の無次元化値が0.4〜0.7である構成。
(もっと読む)
非鉄金属構造物加工孔の栓封止構造及び栓封止方法、非鉄金属構造物加工孔の栓封止方法における工程管理装置
【課題】非鉄金属構造物の加工孔をプラグ栓で封止する際、非鉄金属構造物に熱などによる変形が生じた場合でもプラグ栓の全周で気密性又は液密性を維持する。
【解決手段】加工孔11の開口部11aには加工孔11より大径で、加工孔11と同心のプラグ栓圧入孔12が設けられ、プラグ栓圧入孔12の内面12aと加工孔11の内面11aとの間に段差面13を有し、プラグ栓20は、プラグ栓圧入孔12の内面12aに締め嵌めされる側面20aと側面20aに連続した頂部20bを形成する湾曲面20cを有し、内面12aと段差面13との角部14全周と、プラグ栓20の湾曲面20cとの間に、接着剤30を封入する接着剤溜まり31が形成され、接着剤溜まり31は、側面20aを内面12aに締め嵌めすることで形成した第1の圧接部32と湾曲面20cを段差面13に圧接することで段差面13を塑性変形させて形成した第2の圧接部33との間で密封されている。
(もっと読む)
III族窒化物結晶を成長させるための高圧ベッセル、ならびに高圧ベッセルおよびIII族窒化物結晶を用いてIII族窒化物結晶を成長させる方法
【課題】III族窒化物結晶性インゴットのアンモノサーマル成長のための反応器を提供する。
【解決手段】III族窒化物結晶性インゴットのアンモノサーマル成長のための反応器1であって、(a)チャンバーを画定する本体と、(b)該反応器の端部を密封する第一のクランプ4であって、該第一のクランプ4は、該クランプ4の半径方向のグレインフローを有する金属または合金から形成される、第一のクランプ4とを備える、反応器1。この反応器の第二の端部を密封する第二のクランプをさらに備え得る。
(もっと読む)
車両搭載用高圧タンクの製造方法
【課題】繊維強化プラスチック材料の硬化完了までの時間を短縮可能な車両搭載用高圧タンクの製造方法を提供すること。
【解決手段】この製造方法は、抵抗発熱体が設けられたライナを準備する工程(ステップS01〜S04)と、ライナの周囲に繊維強化プラスチック材料を巻きつける工程(ステップS05)と、繊維強化プラスチック材料を硬化させて繊維強化プラスチック層と成す工程(ステップS06〜S10)と、を含み、繊維強化プラスチック材料を硬化させる過程において、抵抗発熱体を発熱させるものである。
(もっと読む)
高圧プレス用の圧力容器
本発明は、第1のサブシリンダ(4)、第2のサブシリンダ(6)、プレストレス手段(8)及び取着部材(16)を具備する、高圧プレス用の圧力容器に関する。第1及び第2のサブシリンダは、高圧媒体を収容するシリンダ本体(2)を形成するように軸方向で接続され、第1及び第2のサブシリンダの外壁には、それぞれ、取着部材の第1の部分(24)を受ける第1のシート(22)及び取着部材の第2の部分(28)を受ける第2のシート(26)が設けられている。取着部材は、第1及び第2のシートに係合され、取着部材と第1及び第2のシートとは、第1及び第2のサブシリンダの間の軸方向に分離する動きを防ぐために協働するように配置されている。プレストレス手段は、シリンダ本体が径方向にプレストレスを与えられ、かつ、取着部材が第1及び第2のシートにロックされるように、シリンダ本体内のエンベロープ面の周りに設けられている。  (もっと読む)
(もっと読む)
高圧ガス容器弁
【課題】カジリ現象によるネジ部の損傷を抑制した高圧ガス容器弁10を提供すること。
【解決手段】高圧ガス容器弁10の容器弁本体11の上部側にシリンダ部12を形成し、このシリンダ部12にプラグ13を螺合して設ける。そして、容器弁本体11の下部側に例えば塩化水素等の通流するガス流路19を形成し、このガス流路19は前記プラグ13を回動することによって開閉される。以上のように構成された高圧ガス容器弁10において、高圧ガス容器20と螺合して接触する雄ネジ部30をプラズマ窒化処理して、窒素の拡散層をその表面に形成する。
(もっと読む)
実用車用の圧縮空気タンクおよび製造方法
【課題】費用対効果が高くかつ簡単な方法で製造可能な、実用車用の圧縮空気タンクを提供する。
【解決手段】
本発明は、溶接されるアウターベースによって両端を封止される管状又は円筒状の筐体を具備する、実用車用の圧縮空気タンクに関する。少なくとも1つのアウターベースおよび/または筐体には孔が設けられる。スリーブが孔に対して溶接される。圧縮空気タンクの少なくとも内側には、内側コーティングが施される。筐体とアウターベースとの接触面は、互いに当接し、レーザ溶接を介して溶接材料を一切用いずに互いに溶接されることができるようになっている。スリーブは、レーザ溶接またはCD溶接によって孔に対して溶接される。タンクの内側コーティングは、粉体コーティングによって施される。
(もっと読む)
ボンベの製造方法およびボンベ
【課題】材料に比較的強固で軽量なステンレス鋼材を用いることによって、軽量で耐圧性を高めたボンベの製造方法を提供する。
【解決手段】成形体形成工程の深絞り加工(b−2)の後に鋭敏化熱処理工程(c)を施すことにより、深絞り加工により形成されたボンベ本体に生じる残留応力を緩和してボンベ本体の応力割れを抑制することができる。製造されたボンベ本体11に固溶化熱処理工程(g)を施してマルテンサイト相をオーステナイト相に逆変態させることにより、当該ボンベ本体11の磁性除去・腐食性抑制・残留応力除去を図る。
(もっと読む)
圧力容器の製造方法、製造装置及び圧力容器
【課題】 圧力容器内の圧力及び圧力容器の振動などによっても接合部が損傷し難い信頼性の高い、また寿命の長い圧力容器を製造すること。
【解決手段】 銅製のパイプの一端側を外方向に所定の傾斜で拡げてテーパー部Tを形成する工程と、前記パイプを容器本体部品の貫通穴に挿し込み、前記テーパー部Tのテーパー面を圧力容器の内側面となる面に当接させる工程と、前記パイプと前記容器本体部品との間に加圧力をかけた状態で通電して、前記パイプのテーパー部Tを前記容器本体部品の前記貫通孔を囲む角部に接合する工程と、前記パイプが前記圧力容器内に位置するように、前記パイプが接合された前記容器本体部品と他の前記容器本体部品とを組み合わせて結合する工程とを備えていることを特徴とする圧力容器の製造方法。
(もっと読む)
線巻式圧力容器
【課題】熱間等方圧加圧装置の耐圧部を構成する線巻式圧力容器において、従来の鍛造鋼の製造限界を取り払い、大型化を図り得る線巻式圧力容器を提供する。
【解決手段】円筒状内筒2と、この円筒状内筒2の外周面に張力を付与して高耐力線材を巻き付けてなる高耐力線材巻層3と、前記円筒状内筒2の過熱防止用の冷却水通路5とが備えられ、被処理物を高温高圧処理するための線巻式圧力容器において、前記円筒状内筒2が軸方向に複数に分割された分割内筒部材2aから構成されると共に、これら分割内筒部材2aを軸方向に締め付け自在な締付部材9が備えられてなる。
(もっと読む)
高圧水素ガス用圧力容器およびパイプ
【課題】耐水素脆化性および耐応力腐食割れ性に優れ、大幅な厚肉化に頼ることなく例えば70MPa以上といった高圧水素ガスに適用可能な圧力容器および配管用パイプを提供する。
【解決手段】質量%で、C:0.08%以下、Si:1.3〜3.5%、Mn:3.5%以下、P:0.05%以下、S:0.03%以下、Ni:8〜17%、Cr:15〜20%、N:0.2%以下、必要に応じてさらに、Mo:3%以下、Cu:3.5%以下の1種以上、V、Wの1種以上:合計4%以下、Nb、Ti、Alの1種以上:合計0.4%以下、B:0.01%以下を含有する鋼組成を有し、少なくとも水素ガスに曝される側の表面に、金属元素中に占めるSi量が1.0質量%以上の不動態皮膜を有するステンレス鋼製の高圧水素ガス貯留用圧力容器、および高圧水素ガス輸送用パイプ。
(もっと読む)
深海探査用ビークルの耐圧容器
【課題】本発明は、高耐座屈性と高比強度とを有する外圧用の耐圧容器とその製造方法を提供するものである。
【解決手段】両端の開口部を鏡板により閉止した円筒形状の金属製コア材の外周面に繊維強化樹脂層を一体的に形成し、更に前記コア材の外周面に、コア材の軸方向に所定間隔で複数の円環状の突条体を一体的に形成し、前記繊維強化樹脂層は、長繊維が一方向に揃えられ、かつ熱硬化樹脂含浸させ、半硬化状態のプリプレグシートを使用し、前記プリプレグシートを前記コア材の円筒状外周面を一周分覆う長さに切断してプリプレグシート片を形成し、前記プリプレグシート片は、繊維の長さ方向に対して傾斜しあるいは直交して切断されており、前記コア材の外周面に前記シート片を巻回して積層する際に、下層のシート片と上層のシート片の繊維方向は、互いに交差して積層されている。
(もっと読む)
ばね鋼製再閉パネルを備える高超過圧ベント構造
超過圧状態を解放するベント孔を有する閉じ込められた空間を保護し、装置は、通常は、ベント孔を閉止している圧力逃がし部を有するベントユニットを備え、ベントユニットの圧力逃がし部を開口する場合に、一般的に、ベント孔を閉止する再閉構造を備える。再閉構造は、通常は、ベント孔を塞がず曲げられた状態で保持される弾性力のある可撓性のばね鋼製再閉パネルを含む。再閉可能な機構は、再閉パネルを、通常、開いた位置に保持するために再閉パネルと係合する。作動装置は解放可能な機構に接続され、ベントユニットの逃がし部が開放した後、再閉パネルが固有の弾性力により移動し、ベント孔を実質的に閉止するように、解放可能な機構を動作させ、再閉パネルを解放する。ばね鋼製再閉パネルを有するベント装置は、長方形状でも円形状でも良い。 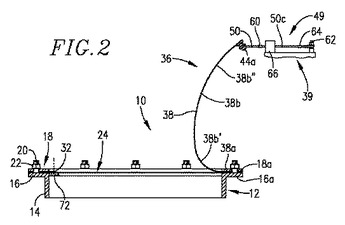 (もっと読む)
(もっと読む)
圧力容器の製造方法
【課題】水素吸蔵合金容器などとして用いられる小型、薄肉の圧力容器の耐圧強度を高める。
【解決手段】筒形状の圧力容器(容器本体1)内にリブ板2を配置し、該リブ板2を圧力容器壁の外部からの溶接により、該圧力容器の壁内面に立設した状態で接合する。前記溶接法としては熱影響の小さい抵抗溶接またはレーザ溶接が望ましい。小型、薄肉の圧力容器においてもリブ板を内部に配置固定して圧力容器の耐圧強度を向上でき、水素吸蔵合金容器として使用する場合にも合金膨張に対し、優れた強度を示す。容器製造が簡単となるため量産化が可能となる。容器板厚の薄肉化およびリブ形状の最適化により内容積を大きくでき、水素貯蔵容器としての体積効率を向上できる。
(もっと読む)
危険物質を運搬し貯蔵するためのコンテナ及びそのコンテナを製造するための方法
塩素などの危険物を運搬し、貯蔵するためのコンテナは、エンド・キャップをもつ円筒形の本体を含む。エンド・キャップは、圧力容器を形成するために、本体に溶接される。エンド・キャップは、衝突による損傷から溶接を保護するために、本体の端部に対して窪んだ周辺エッジをもつ。並置した構成要素の構造は、隅肉溶接で共に取り付けることができる重ね接合を形成する。 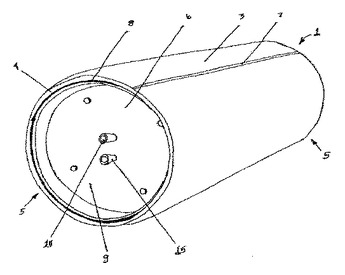 (もっと読む)
(もっと読む)
真空チャンバ
【課題】真空チャンバにおいて、高い密閉性及び高真空性を維持しつつ軽量化を図る。
【解決手段】壁部材13等で構成され、開口13aを有するチャンバ本体10と、前記開口13aを閉塞可能な蓋部材20と、を備えている。壁部材13等及び蓋部材20のうち少なくとも一方は、前記チャンバ本体10の内外方向に延設された壁30b及びこの壁30bによって仕切られた空洞部30aを有するハニカム構造材30を備えている。ハニカム構造材30の表面のうち、チャンバ本体10の内面及び外面を覆う板部材31、32を備えている。
(もっと読む)
鋼製圧力容器を形成するための方法および装置、このような鋼製圧力容器、ならびにそのためのプリフォーム
この発明は、カーリングされた開放端を有する鋼製容器(1)を形成するための方法に関し、上記方法は、i)鋼製カップ(11)を提供するステップと、ii)鋼製カップ(11)を深絞りして、絞り加工された容器プリフォーム(12)にするステップと、iii)絞り加工された容器プリフォームの本体を細絞りするステップと、iv)プリカール部(16)を形成することによって、およびプリカール部(16)をカーリングして伸長したカール部(19)にすることによって、絞り加工された容器プリフォームの開放端をカーリングするステップとを備える。この発明は、鋼製容器(1)を形成するための装置に関し、このような鋼製容器(1)およびそのプリフォームに関する。  (もっと読む)
(もっと読む)
圧力容器を被覆する方法及び装置
【課題】 カバーを圧力容器に固着するボルトの応力を低減する圧力容器カバーを提供する。
【解決手段】 本圧力容器カバー(54)は、カバー(54)の周囲部分(74)と、カバー(54)の第1の側を密封するための周囲部分(74)の第1の面(86)と、 第1の側とは反対側のカバー(54)の第2の側にある第2の面(94)と、カバー(54)の第1の側にあり、周囲部分(74)から半径方向内側に配置され、第1の面(86)から第2の面(94)の方向に軸方向に位置がずれている第3の面(70)と、カバー(54)の第2の側にあり、周囲部分(74)から半径方向内側に配置された第4の面(62)と、カバー(54)を貫通し、第3の面(70)及び第4の面(62)と流体連通する孔(50)とを具備する。
(もっと読む)
小型圧力容器および加圧式消火器
【課題】 小型圧力容器を、(1)加圧式消火器内に内蔵された状態で長期間に亘って封板の腐食を生じない小型圧力容器を提供すること、(2)それにより長期間保管しても、小型圧力容器からのガス漏れやそれに起因する消火能力不足や消火液の漏出による居室等の汚染を生ずることのない消火器を提供すること、さらに、(3)かかる小型圧力容器を環境汚染の問題を生ずることなく製造することを可能にする。
【解決手段】 容器本体と口部からなり、該口部の開口部が封板により封止され液体押出し用ガスが充填されてなる小型圧力容器において、前記容器本体および口部を亜鉛−ニッケル合金めっき鋼板から一体に成形したものとする。
(もっと読む)
1 - 20 / 26
[ Back to top ]