
Fターム[3J056FA03]の内容
機械的に作動されるクラッチ (12,772) | 製造方法 (310) | 加工手段 (254) | 鍛造、プレス加工(塑性変形加工) (90)
Fターム[3J056FA03]に分類される特許
1 - 20 / 90
ドッグクラッチ歯近傍にストッパ機能を有する凸部を設けた変速機用歯車
【課題】ドッグクラッチ歯の歯底面から僅かに突出した凸部を設けることによって、シフト操作時に相手側のスリーブ歯をこの凸部に当接させるようにしたマニュアルトランスミッションの変速機用歯車を提供することを目的とする。
【解決手段】内側から外周側へコーン、フランジ、ドッグクラッチ歯列、これらの歯元面及びヘリカル歯列が、熱間鍛造及び冷間鍛造によって同心円状に一体成形され、前記ドッグクラッチ歯列の歯底面における前記フランジ寄りに、前記歯底面から突出して凸部を設けることを特徴とする変速機用歯車である。
(もっと読む)
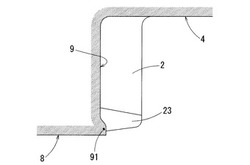
内周凹凸部を有するカップ状部品及びその製造方法及び製造装置

【課題】必要な強度を確保すると共に安価な内周凹凸部を有するカップ状部品を提供すること。
【解決手段】内周凹凸部210を有するカップ状部品1は、底部11と、底部11の外周から立設した円筒部2と、内周凹凸部210とを有している。内周凹凸部210は、円筒部2の内周面21において円筒部2の軸線方向に沿うと共に円筒部2の径方向内側に向かって突出して形成された複数の内周凸部211と隣り合う内周凸部211の間に形成された内周凹部212とを有している。円筒部2の外周面22における底部11が配された基端部231側には、内周凸部211と対応する位置において外周面22を円筒部2の径方向内側に向かって窪ませた外周凹部221が設けられている。円筒部2の外周面22における底部11が配された側と反対の開口端部232側には外周凹部221を形成していない平滑外周部224が形成されている。
(もっと読む)
ダブルコーンシンクロ用の同期クラッチ歯車
【課題】ドッグクラッチ歯の歯形状或いは歯形精度を向上させたダブルコーンシンクロ用の同期クラッチ歯車を提供する。
【解決手段】鍛造成形の後に浸炭熱処理を施した外歯ブロック体W01に、同様に鍛造成形の後に浸炭熱処理を施した内歯ブロック体W02を合体したダブルコーンシンクロ用の同期クラッチ歯車Wにおいて、前記外歯ブロック体W01は、内側から外周側へ軸孔3、コーン5、フランジ8及び外歯1が夫々同軸上に構成され、一方、前記内歯ブロック体W02は、内側から外周側へ単体孔、フランジ及びドッグクラッチ歯が夫々同軸上に構成されるとともに、前記単体孔の内周面に沿ってクローズドポケット型の窓溝63を複数箇所備え、次に、前記窓溝63を経て前記内周面にオープンポケット型の欠け溝を複数箇所形成し、前記外歯ブロック体W01の前記コーン5の外周面に、前記内歯ブロック体W02の前記内周面を固着したことを特徴とする。
(もっと読む)
セパレータプレート及びコアプレートの製造方法並びにセパレータプレート及びコアプレートを用いた湿式多板クラッチ
【課題】 反りを軽減したセパレータプレート及びコアプレートの製造方法を提供する。
【解決手段】 内周に軸方向に貫通した貫通孔を備え、外周に複数のスプラインが設けられた環状のセパレータプレートを製造する方法であって、板材を打ち抜き、スプラインの形状に相補的な形状を有する複数の孔を環状に形成すること、板材を打ち抜き、環状の複数の孔の内側に前記貫通孔を形成すること、環状の孔の径方向の外縁と内縁との間において、環状に板材を打ち抜き、セパレータプレートを取り出す。
(もっと読む)
車両用自動変速機のクラッチドラム
【課題】スナップリングの抜けを抑制しつつ軽量化を実現する車両用自動変速機のクラッチドラムを提供する。
【解決手段】クラッチドラム24における、スナップリング36が嵌合される溝部40の外周側に、クラッチドラム24の径方向の広がりを抑制するバンド部材38が取り付けられたものであることから、クラッチドラム24を肉薄に構成した場合や切欠を形成した場合においても十分な剛性を保証することができ、スナップリング36の抜けを好適に抑制することができる。
(もっと読む)
摩擦部材の製造方法
【課題】寸法安定性を確保しつつ、摩擦面の摩擦係数の低下を抑えることができる摩擦部材の製造方法を提供する。
【解決手段】繊維を含有した熱可塑性樹脂からなる摩擦面を含む摩擦部材の製造方法であって、前記繊維と前記熱可塑性樹脂とから成形体を成形する成形工程S12と、該成形体を摩擦部材の形状に削り込む削り込み工程S13と、該削り込んだ摩擦部材の摩擦面を、前記熱可塑性樹脂の軟化点以上に加熱した押圧部材で押圧することにより、前記摩擦面を含む前記摩擦部材の表層の熱可塑性樹脂を軟化させて、前記摩擦面を平滑にする平滑化工程S14と、を含む。
(もっと読む)
クラッチプレート及びその製造方法
【課題】回転力を伝達又は遮断するクラッチ装置におけるクラッチプレートにおいて、帯状板部材からクラッチプレートを打ち抜き加工により製造する場合に、未使用のロス部分の発生を一層抑制できるクラッチプレートを提供する。
【解決手段】複数の略弧状の弧状分割体101が環状に配設されて環状に構成されるクラッチプレート100において、弧状分割体101は、その内周端101b側の曲率r1とその外周端101c側の曲率r2とを同一に構成すると共に、クラッチプレート100とクラッチ本体との係合に用いられる係合部104を、弧状分割体101の内周端101b側の領域101a又は外周端側の領域に備える。
(もっと読む)
円板部材の製造方法およびサイジング金型
【課題】加熱処理によって円板部材の真円度が低下した場合であっても、サイジング金型を用いて円板部材を真円に是正することができ、円板部材の真円度を向上させることができる円板部材の製造方法およびサイジング金型を提供すること。
【解決手段】クラッチハブを製造するに際し、外周部に複数のキー溝が形成されたクラッチハブを焼結した後、サイジング工程において、円状の内周部42を有する嵌合穴43および内周部42から放射方向内方に向かって突出する複数の突部45を含み、内周部42の内径が突部45に向かうに従って大きくなるように内周部42の曲面が形成されるサイジング金型41を用い、クラッチハブの焼結体のキー溝を突部45に位置合わせしてクラッチハブを嵌合穴43に圧入して寸法矯正するようにした。
(もっと読む)
多板クラッチおよびクラッチハブの製造方法
【課題】スプライン歯の歯面の乱れやコストアップ、クラッチハブの大型化を抑制しつつクラッチ板を良好に潤滑・冷却することができる多板クラッチの提供。
【解決手段】多板クラッチを構成するクラッチハブ3は、外周に複数のスプライン歯33が形成されると共に各スプライン歯33の内側に凹部34が形成された筒状部32を有し、各凹部34の一端には、クラッチハブ3の半製品の筒状部320の開放端でスプライン歯33の一部を内側に窪ませて窪み部350を形成すると共に窪み部350の一部を残して筒状部320の当該窪み部350の一部よりも開放端の部分を除去することにより堰部35が形成される。
(もっと読む)
クラッチレリーズ軸受装置
【課題】外輪の外輪鍔部と、内輪の内輪鍔部との間の隙間をシールするシール部材を容易に製造することができると共に、内輪の一端部外周面に対しシール部材を安定よく取り付けてシール性を良好に確保することができるクラッチレリーズ軸受装置を提供する。
【解決手段】シール部材60は、薄板鋼板のプレス加工品によって形成されると共に、内輪40の一端部外周面に圧入される取付筒部61と、この取付筒部61の一端部から内輪鍔部42の外側面に沿って径方向内方へ曲げられた環状部62と、この環状部62の内径端から外輪鍔部35の内径端面に沿って微小な隙間をもって突出されかつ外輪鍔部35の内径端面と協働してラビリンスを構成する筒状シール部63とを一体に備える。外輪鍔部35の内径端面には、ラビリンスを構成する部分から外側へ向けてしだいに拡径された傾斜面38又は湾曲面が形成されている。
(もっと読む)
マルチコーンシンクロの同期用クラッチ歯車
【課題】ドッグクラッチ歯周列の内側に凸状の突起を形成することによって、鍛造肉流の隘路を形成することなく、歯形を形成するためのバックアップ力を強化してドッグクラッチ歯の歯形状及び歯形精度を確保したクラッチ歯車を提供することを目的としている。
【解決手段】内側から外周側へ軸孔、コーン、フランジ、ドッグクラッチ歯及び外歯が、夫々同軸上に構成され、前記フランジの面上に複数個の突起を設けることを特徴とするクラッチ歯車である。
(もっと読む)
湿式摩擦材及びその製造方法
【課題】湿式摩擦材及びその製造方法において、摩擦面に充填材を多く分布させることによって確実に正勾配性のμ−V特性を得ることができ、ジャダー現象を低減できること。
【解決手段】桝状の容器10の底部に網11を張ったものを平板12で塞いで、この容器に大きさ5μm〜20μmの気泡3を含有させた水2を満たす。次に、気泡3を含有させた水2に繊維材料4及び充填材5を添加して、攪拌する。そして、所定時間静置することによって、繊維材料4は上方へ移動し、充填材5は下方へ移動して偏在した状態となる。そこで、平板12を外して底部から脱水することによって、底部の網11の面に充填材5が偏在し、その上に繊維材料4が堆積した基材前駆体6が得られる。この基材前駆体に熱硬化性樹脂を含浸して加熱硬化させることによって、充填材4が脱落することも目詰まりを起こすこともなく、湿式摩擦材用の摩擦材基材を製造することができる。
(もっと読む)
スタンプ部材の製造方法及び製造装置
【課題】波状形状を有するスタンプ部材の経済的な製造を可能にするような、スタンプ部材の製造方法を提供する。
【解決手段】本発明は、第1工程において、ワーク(1)がスタンプ加工ないし微細切削加工され、第1工程と第2工程との間に、前記ワークが搬送され、前記ワーク(1’)は、第2工程において、波状形状が付与されると同時に、「ばり」の除去もなされることを特徴とする、二つの製造工程を備えたスタンプ部材の製造方法である。
(もっと読む)
スプライン成形装置及び成形方法
【課題】スプライン歯の成形を円滑に行って、成形ダイスの耐久性を向上させることができ、少ない加工油で繰り返しスプライン歯を有する円筒部品の成形を行うことができるスプライン成形装置及び成形方法を提供すること。
【解決手段】リフタ4は、スプライン成形穴21に挿入される挿入部41に対する下方位置において、外周側に突出する鍔部42を形成してなる。鍔部42の外周には、保持穴51の内周との間の隙間を塞ぐ封止部材422が設けてある。スプライン成形装置1は、スプライン成形穴21内に挿入部41が配置されたリフタ4の原位置401において、スプライン成形穴21と挿入部41及び鍔部42とによって囲まれた貯留間隙61内に加工油Mを充填し、成形パンチ3と共にリフタ4が下降する際に、加工油Mを保持穴51と挿入部41及び鍔部42とによって囲まれて形成される流下間隙内に流下させるよう構成されている。
(もっと読む)
マルチクラッチ装置、構成部材、構成群、及び組付けのための方法
本発明は、駆動ユニットの駆動軸に結合されており、駆動ユニットの駆動軸と共に回転しないクラッチケース内に収容されており、夫々入力側及び出力側のディスクキャリアと、軸線方向に交互に配置されたディスクとを有する2つの多板クラッチを備え、操作装置を備える、駆動ユニットと、後続に配置されている変速機とを備えたパワートレインのためのマルチクラッチ装置に関する。さらに、本発明は、クラッチのための構成部材、クラッチの2つの構成群及び2つの構成群を組み付けるための方法に関する。入力側のディスクキャリアは、結合プレートを介して駆動軸に支持されており、遠心振り子が、入力側のディスクキャリアに結合されている。  (もっと読む)
(もっと読む)
焼結された連結環
本発明は、連結歯(2)の環(1)を持つ焼結された連結環であって、連結歯(2)が楔状端面(3)から始まる引込んだ側面(4)と、楔状端面(3)とは反対の側にあって歯先(6)から半径方向に突出するストッパ(5)とを持っているものに関する。
有利な構造条件を与えるため、ストッパ(5)が歯先(6)より大きい密度を持っていることが提案される。
(もっと読む)
同期リング組立品および同期リングの摩擦ライニングを形成するための方法
同期リング組立品(1)は、少なくとも2つの同期リング(2、3、4)を含む。少なくとも2つの同期リングの各々は、互いに対して動作するように接続されて摩擦対を形成することができる摩擦表面(7、8;15、16)を有する。2つの同期リングのうちの少なくとも一方は鋼鉄材料から、他方は真鍮材料から製造されている。真鍮材料の同期リングは、より硬い粒子Pがより軟らかい結晶基材に組み込まれた構造を有する。他方の摩擦表面に対して相補的な鋼鉄材料の同期リング(3)の摩擦対の摩擦表面(8、15)は、内部に充填剤粒子が組み込まれた有機結合剤からなる摩擦ライニング(13、14)により形成され、充填剤粒子は結合剤より硬い。互いに同心円状に配置されている2つの摩擦ライニング(13、14)を有する同期リング(3)の摩擦ライニングを形成するための方法は、射出成形可能かつ/または移送成形可能なプラスチック化合物が利用されており、この化合物を、被覆すべきリング部分(9)の一方の側からプラスチック射出成形または移送成形法により付与し、鋳造側から摩擦表面(13、14)を形成するために設けられたリング部分表面上へとリング部分(9)の開口(11、12)を通じて摩擦ライニング化合物を誘導するという点で定義される。  (もっと読む)
(もっと読む)
2つのシンクロナイザリングを備えたアセンブリユニット
本発明は、トランスミッションのシンクロナイザ装置におけるアセンブリユニットに関し、このアセンブリユニットは、相互に結合されている第1および第2のシンクロナイザリング(30)を備えている。本発明は、両方のシンクロナイザリングが嵌合結合(40,42)によって互いに結合されていることを特徴とする。  (もっと読む)
(もっと読む)
クラッチフェーシング
【課題】温度変化に影響を受けずに、平面度の変化を抑制すると共に充分なバースト強度を確保することができるクラッチフェーシングを提供する。
【解決手段】半径方向に沿って延在したスリット14を有する繊維を含んだクラッチフェーシング1であって、スリット14は、クラッチフェーシング1の厚さ方向に貫通しており、スリット14には、クラッチフェーシング1の周方向に前記繊維を含む橋絡部15が形成さている。
(もっと読む)
乾式摩擦材
【課題】乾式摩擦材において、摩擦面に、成形時にガラス繊維の露出率を大きくすることなく、外周及び内周には達しない凹部を設けることによって、表面研摩によるガラス繊維の露出率を低減させて、金属製の摩擦相手材との間の錆付きを確実に防止できること。
【解決手段】複数の凹部2,2A,2Bは表面研摩されておらず、ガラス繊維の露出率が極めて小さいのに対して、それ以外の乾式摩擦材1の表面は表面研摩されているため、ガラス繊維の露出率が大きい。乾式摩擦材1においては、凹部2,2A,2Bの占める面積の合計が、摩擦面1aの総面積の40%となるようにしているため、ガラス繊維の露出率は14%となり、凹部2,2A,2Bを設けない従来の乾式摩擦材(ガラス繊維の露出率:35%)と比較して、ガラス繊維の露出率が約60%低減されている。
(もっと読む)
1 - 20 / 90
[ Back to top ]