
Fターム[3J103FA18]の内容
ロール及びその他の回転体 (32,702) | 目的又は効果 (3,291) | 精度向上 (434)
Fターム[3J103FA18]に分類される特許
381 - 400 / 434
非接触式帯電ローラ、該非接触式帯電ローラを備えた帯電装置、及び該帯電装置を備えた画像形成装置
【課題】 非接触式帯電ローラにおいて、軸方向の機械精度を高精度にして帯電ギャップを維持確保することにより、帯電ムラを抑制し、重畳するAC電圧を低電圧で付与することができる非接触式帯電ローラを提供するとともに、該帯電ローラを備えた帯電装置及び画像形成装置を提供する。
【解決手段】 導電性支持体上に、イオン導電性の高分子化合物を含有した熱可塑性樹脂を射出成形により被覆して抵抗調整層とし、当該抵抗調整層の表面に導電性微粒子が分散した熱可塑性樹脂組成物からなる保護層を順次形成した非接触式帯電ローラにおいて、導電性支持体がステンレス鋼SUS440A、SUS440B、SUS440C、及びSUS440Fのいずれかであって、外径がφ10〜12mmであり、当該導電性支持体の外径面が硬化処理され、硬度がHRC54〜63の範囲に形成されている。
(もっと読む)
導電性ゴムローラ

【課題】 導電性芯金の外周上に接着剤層を介してゴム層を有する導電性ゴムローラおいて、例えば高温多湿のような環境下でも接着不良やそれによるゴム層剥離によるローラ形状の変形が発生することなく、画像形成装置に組み付けた際に画像形成性能を低下させない導電性ゴムローラを提供する。
【解決手段】 少なくとも受酸剤を含む接着剤層を芯金と導電性ゴム層の間に設ける。
(もっと読む)
トナー供給ローラの製造方法及びトナー供給ローラ
【課題】 複写機、プリンター、ファクシミリ等の画像形成装置において、ホッパー内に収容されたトナー(現像剤)を、現像ローラ表面上にムラ無く均一に供給するトナー供給ローラ及び該ローラを製造することが可能な方法を提供する
【解決手段】 成型型にウレタン樹脂発泡原料を注入し、加熱硬化発泡し、脱型した後、23℃で後養生して、ウレタン発泡体層を有するトナー供給ローラの製造方法において、後養生の間にウレタン発泡体層をクラッシングし、クラッシング直後のウレタン発泡体層の硬度を後養生終了時の硬度の30〜70%とする。
(もっと読む)
弾性ローラ、現像装置及び画像形成装置
【課題】 分散性、硬度、抵抗安定性が良く、電圧依存性の小さい弾性ローラ、この弾性ローラを備えた現像装置及び画像形成装置を提供することである。
【解決手段】 軸芯体の外周面に少なくとも1層以上が形成されたローラの、そのいずれか1つ以上の層において、主成分がゴム又は樹脂であり、該層から取り出し単離したカーボンブラック成分を遠心沈降分析により測定したアグリゲート特性で、ストークス相当径の分布曲線の最多頻度値(Dst)に対する分布曲線の半値幅(ΔD50)の比(ΔD50/Dst)が1.40以下の条件を満たすものであることを特徴とする弾性ローラ、該弾性ローラを備えた現像装置及び画像形成装置。
(もっと読む)
帯電ローラならびにこれを用いた画像形成装置
【課題】
小さな印加電圧で所望の帯電電位を得ることのできる有用な帯電ローラおよびこれを用いた画像形成装置を提供すること
【解決手段】
本発明の帯電ローラは、弾性を有し導電性軸体の外周面上に形成される弾性層と、弾性層の外周面を覆うように形成される表面層との積層構造を備え、電子写真方式の画像形成に用いられる帯電ローラにおいて、表面層の表面には凹凸が形成され、弾性層の電気抵抗値をRe(Ω)とし、表面層を設けた時の電気抵抗値をRr(Ω)とするとき、弾性層の電気抵抗値Reが、表面層を設けた時の電気抵抗値Rrよりも大きく(Re>Rr)、上記弾性層の電気抵抗値が4.0×107Ω以下であることを特徴とする。
(もっと読む)
弾性ローラの製造方法、およびそれによって得られた弾性ローラ、トナー供給ローラ
【課題】 本発明は、きわめて簡便な製造方法で均質な弾性ローラの製造方法を提供することを目的とする。
【解決手段】 該成形型の上下端には上駒と下駒を配して芯金を固定し、且つ該下駒は芯金長手方向に設けられた貫通孔を少なくとも1個以上有するものであり、さらに該貫通孔が芯金を除く成形型の発泡弾性体形成材料入口の面積に占める総面積の20%以上、98%以下としたものであり、
発泡弾性体形成材料を容器に注入する工程、該成形型に該容器を嵌合させて連結する工程、成形型及び容器内で該発泡形成材料を発泡させる工程によって製造されたことを特徴とする弾性ローラの製造方法。
該駒の該貫通孔の総数を2〜10個とした方法で弾性ローラの製造方法を提供する。
(もっと読む)
帯電ローラ、帯電方法、プロセスカートリッジ及び電子写真装置
【課題】苛酷な高温高湿環境に曝された後に、DC帯電法によって、例えば600dpiの中間調画像のような高精細画像を出力した場合においても、均一な帯電が行える帯電ローラ、及び該帯電ローラを用いた帯電方法、プロセスカートリッジ及び電子写真装置を提供する。
【解決手段】少なくとも、鋼材からなる芯金1と、該芯金上の導電性弾性体2を有する帯電ローラにおいて、該鋼材の表面が、ピンホールの無いニッケルめっきで被覆されていることを特徴とする帯電ローラ、及び該帯電ローラを用いた帯電方法、プロセスカートリッジ及び電子写真装置。
(もっと読む)
導電性部材、プロセスカートリッジ及び画像形成装置
【課題】 空隙保持部材により形成される電気抵抗調整層の空隙を長期間安定維持することができ、安定した画像品質を得ることが可能な導電性部材、その導電性部材を有するプロセスカートリッジ、並びに該プロセスカートリッジを有する画像形成装置を提供すること。
【解決手段】 本発明に係る導電性部材200は、円筒形状の導電性支持体201と、導電性支持体201を中心軸として導電性支持体201の外周上に積層設置される電気抵抗調整層202と、電気抵抗調整層202とは異なる材質により形成されており中心部に導電性支持体201を圧入することが可能な嵌合孔が形成されて外周径が電気抵抗調整層202よりも拡径の空隙保持部材203とを有している。空隙保持部材203は、導電性支持体201の端部を空隙保持部材203の嵌合孔に圧入させることによって導電性支持体201に固定される。導電性支持体201の外表面の表面粗さRzは1μm〜10μmに規定されている。
(もっと読む)
電子写真装置及びプロセスカートリッジ
【課題】 高いクリーニング性能の感光体と帯電均一性の高い帯電部材を同時に用いてもスリップを起こすこと無く、帯電スジの防止と雨降り状のクリーニング不良画像の防止を両立して、高画質な電子写真装置及びプロセスカートリッジを提供すること。
【解決手段】 感光体、導電性弾性層と表面層とを有する帯電部材に直流電圧のみを印加して該感光体を帯電させる帯電手段、帯電された該感光体を露光して静電潜像を形成する露光手段、該静電潜像を現像する現像手段、現像された画像を転写する転写手段、該感光体上に残留した現像剤を除去するクリーニング手段、を備える電子写真装置において、該感光体の表面の純水に対する接触角が105°以上でかつ動摩擦係数が0.6以上1.2以下、該帯電部材の表面層の十点平均粗さ(Rzjis)が5μm以上10μm以下かつ平均長さ(RSm)が10μm以上70μm以下である電子写真装置及びプロセスカートリッジ。
(もっと読む)
リングコーター塗装工程の前処理方法およびその塗装方法
【課題】 簡素な方法により、導電性ローラまたは導電性エンドレスベルト基体部の表面への塗料の塗りむらや厚みの不均一を解消できるリングコーター塗装工程の前処理方法を提供することを目的とする。
【解決手段】 導電性ローラ1の基体部の表面に塗料を塗布するリングコーター塗装方法において、塗装工程の直前にプラズマ照射手段17によりプラズマを前記ローラ1の基体部表面に照射し、これらプラズマ照射手段17とローラ1とを軸方向に相対移動させて前記基体部の表面を改質することにより、比較的容易に作りだすことができるプラズマ状態の雰囲気中で、導電性ローラ1の基体部表面が改質されて塗料の濡れ性が高まり、塗りむらや厚みの不均一性が解消される。その結果、塗料の密着性が向上し、長期運転時の塗膜層の剥離等の不具合が解消される。
(もっと読む)
電子写真用半導電性弾性部材、プロセスカートリッジ及び電子写真装置
【課題】電気的特性が均一で充分な帯電能力を有し、長期の使用においても、感光体等の汚染が抑制され、かつ抵抗安定性にも優れた半導電性性弾性部材を提供する。
【解決手段】芯金11とその外周に設けられた弾性体層12とから成る弾性部材において、その弾性体層に1〜50nmの細孔径もしくは層間距離を持つ材料とイオン性液体とを共に含有することを特徴とする半導電性弾性部材。
(もっと読む)
ベルトを用いた導電性ローラまたは導電性エンドレスベルトの塗装方法
【課題】 塗装面積を増大させて塗装の均一化が図れ、作業効率が高い、ベルトを用いた導電性ローラまたは導電性エンドレスベルトの塗装方法を提供する。
【解決手段】 導電性ローラ1(または導電性エンドレスベルト)の基体部(5)の表面に塗料を塗布する塗装方法において、前記ローラ1を回転させるとともに、該ローラ1の基体部表面に塗装ベルト13を接触させたことにより、塗装ベルト13の面状の塗装面が、導電性ローラ1等の基体部の表面に少なくとも線接触にて接触して塗装を行うので、塗装部が多くなって潤沢な塗料を供給され、塗装の均一化が図れる。
(もっと読む)
ベルト定着用加熱ローラ、及びこれを備える定着装置、画像形成装置
【課題】加熱ローラ表面の磨耗を低減し、なおかつローラ表面の熱応答性を向上させ、耐久性及び性能の高い加熱ローラを提供する事を課題とする。
【解決手段】記録媒体1hを搬送するためのベルト1jを張架してなる加熱ローラ1dにおいて、前記加熱ローラ1dはアルミニウム製の芯金を有し、前記芯金厚さは0.8mm以下であって、前記加熱ローラ1d表面はアルマイト皮膜2aを有し、該アルマイト皮膜2aの厚みが10〜50μmであることを特徴とする加熱ローラ1dである。
(もっと読む)
画像形成装置
【課題】 良好な帯電特性を得る。
【解決手段】 近接帯電用ローラ1は、像担持体2の表面に近接配置され、その有効帯電領域2aを一様に帯電するもので、有効帯電領域2aの外側の両端で当接部1aが像担持体2に当接して近接帯電用ローラ1の周面と像担持体2との近接距離を一定に保っている。クリーニングローラ9は、両端の当接部1aの離間距離より長尺で、両端の当接部1aに当接して像担持体2の方向に所定の押圧力で押圧する。また、クリーニングローラ9は表面が軟質材で形成され、両端の当接部1aの間の近接帯電用ローラ1の表面領域をクリーニングする。
(もっと読む)
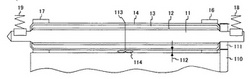
製袋包装充填機のシール装置
【課題】一対のヒータロール間のクリアランスを容易に調整して、再現性を有することのできる製袋包装充填機のシール装置を提供すること。
【解決手段】シール装置10は、対向する一対のヒータロール11A・11Bを備えている。ヒータロール11には、包装フィルムを挟持して熱シールするシール部111と、シール部111より小径の基準軸部112とを有し、それぞれの基準軸部112・112間に、基準ゲージ20を挿入してゼロ値を設定可能にする。一方、ヒータロール11Bに空気圧シリンダ13を接続し、また、空気圧シリンダ13に差動歯車機構14を接続している。空気圧シリンダ13でヒータロール11Bを押圧してゼロ値を設定した後、差動歯車機構14を操作することによって、ヒータローラ11Bをヒータローラ11Aに接近する方向に微小移動させて、ヒータローラ11A・11B間のクリアランスを調整する。
(もっと読む)
液体現像装置、画像形成装置、及び、画像形成システム
【課題】現像剤供給ローラの軸方向へのずれを防止することである。
【解決手段】液体現像剤を担持するための現像剤担持体と、その表面に螺旋状の溝を備え、前記現像剤担持体に液体現像剤を供給するための現像剤供給ローラと、前記現像剤供給ローラの前記表面を押圧している押圧部材と、前記現像剤供給ローラの軸方向の一端側に設けられ、該現像剤供給ローラを回転させるための第一はすば歯車であって、その歯スジのねじれ方向が、前記溝のねじれ方向とは逆方向であり、かつ、該第一はすば歯車と噛み合う第二はすば歯車の歯スジのねじれ方向とは逆方向である該第一はすば歯車と、を有することを特徴とする液体現像装置。
(もっと読む)
弾性ローラ、弾性ローラの製造方法および電子写真装置
【課題】 本発明は、金属製もしくは樹脂製の軸心体と、該軸心体の外周上に少なくとも1層以上の弾性層を設けることよりなる弾性ローラにおいて、高いローラ精度と高生産性を併せ持つ弾性ローラの製造方法を提供する。
【解決手段】 金属製もしくは樹脂製の軸心体と、該軸心体の外周上に少なくとも1層以上の弾性層を有する弾性ローラにおいて、軸方向のゴム弾性層の長さをL(mm)、ゴム弾性層の軸方向の両端それぞれ5%を除いて9分割し、切り口の各面において1°毎に測定した外径の平均をRα(mm)(αは1〜10の整数)とし、分割した2部分間の平均外径差を△Rxy=Rx−Ryとした場合に、以下に示す式(I)および(II)、を満たすことを特徴とする弾性ローラを提供する。
式(I) |△Rxy|≦ 5.0×10-5 × L (x=1〜9、y=x+1)
式(II) |R1−R10|≦ 2.0×10-4 × L
(もっと読む)
現像装置、画像形成装置、及び、画像形成システム
【課題】画質の劣化を適切に防止する現像装置、画像形成装置、及び、画像形成システムを実現することにある。
【解決手段】液体現像剤を担持するための現像剤担持体と、凹部と、算術平均高さが前記凹部の算術平均高さよりも大きい非凹部と、を表面に有し、前記凹部に保持された液体現像剤を前記現像剤担持体に供給するための現像剤供給部材と、前記現像剤供給部材の前記表面に当接して前記現像剤供給部材上の液体現像剤の量を規制するための規制部材と、を有することを特徴とする。
(もっと読む)
導電性ローラおよびその製造方法
【課題】像担持体などとの固着、トナー汚れを防止し、経済性に優れる導電性弾性体ローラおよびその製造方法を提供する。
【解決手段】ローラの外周面に改質処理を施した導電性ローラにおいて、ローラ外周面のスラスト方向で異なる処理レベルで改質された表面を具備していることを特徴とする導電性ローラ、並びに、紫外線照射処理及び電子線照射処理から選ばれた改質処理法で、ローラの外周面のスラスト方向において照射照度及び照射時間のうち少なくとも1つを変えてローラ外周面を改質することを特徴とする導電性ローラの製造方法。
(もっと読む)
帯電部材、これを用いたプロセスカートリッジ及び電子写真装置
【課題】多色ゴーストの発生が発生せず帯電均一性の良好な画像を長期にわたって得ることができ、さらには、直流電圧のみが印加されても用いることができる帯電部材を提供し、また、該帯電部材を有するプロセスカートリッジおよび電子写真装置を提供する。
【解決手段】導電性支持体と、その上に設けられた被覆層とを有する帯電部材において、周波数A(Hz)、電圧3vを印加した際の前記帯電部材の静電容量をCA(F)、抵抗をRA(Ω)、前記帯電部材の移動速度をB(mm/sec)とすると、 B/4≦A≦B/3 5×10−10≦CA≦5×10−9 5×104≦RA≦5×106 である。
(もっと読む)
381 - 400 / 434
[ Back to top ]