
Fターム[4D075AA23]の内容
流動性材料の適用方法、塗布方法 (146,046) | 噴霧 (3,578) | 噴霧のパターン、方向の調整 (112) | 気流によるもの (80) | パターンエア (41)
Fターム[4D075AA23]に分類される特許
1 - 20 / 41
薄膜形成装置および薄膜形成方法
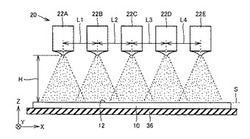
【課題】被処理基板上に形成される薄膜の膜厚を均一にする。
【解決手段】被処理基板10の被成膜面12上に薄膜を成膜する薄膜形成方法は、複数の2流体スプレーノズル22A〜22Eの各々から噴霧される微粒子ガスの被成膜面12の高さ位置Sにおけるガス風速の分布を測定する工程と、隣り合う2流体スプレーノズル22A〜22E同士の間の間隔L1〜L4が所定の値となるように複数の2流体スプレーノズル22A〜22Eを配置する工程と、を備え、間隔L1〜L4は、2流体スプレーノズル22A〜22Eの各々から噴霧される微粒子ガスのそれぞれのガス風速の分布に基づいて薄膜の膜厚が均一となるように所定の値に設定される。
(もっと読む)
塗装方法及び塗装装置

【課題】塗装パターンを塗り重ねる際の塗装ガンの動きの自由度を確保しつつ、シェーピングエアを噴出させるための部材を大型化することなく、回転霧化頭の回転軸線近傍に生じる無塗着部位を縮小させ、均一な膜厚の塗膜を得ることができる塗装方法及び塗装装置を提供する。
【解決手段】塗装装置10のエア噴出機構26は、シェーピングエア17を噴出させる第1エア噴出口68a及び第2エア噴出口70aを有する。第1エア噴出口68aから高風速の第1エア17aを噴出させ、第2エア噴出口70aから低風速の第2エア17bを噴出させ、第1エア17a側に第2エア17bを引き寄せることにより第2エア17bの一部を回転霧化頭24の回転軸線a側に変位させるとともに、回転霧化頭24の回転軸線aを中心とする略円形の塗布パターンを形成する。
(もっと読む)
塗装方法
【課題】作業者が壁面に塗料を吹き付けて塗装するにあたり、作業者の技量や使用する装置の特性に起因して仕上がり状態が不均一になることを防ぐ。
【解決手段】塗料噴出口GJを有するスプレーガンGを用いて作業者が壁面WFに塗料を吹き付けて塗装する塗装方法であって、スプレーガンGのパターン開きPを所定値に設定する噴出幅設定工程と、壁面WFへの吹付塗装に先立ち、スプレーガンGからの単位時間当たりの噴出量を実際の計測結果に基づいて所定範囲内に設定する噴出量設定工程と、スプレーガンGから壁面WFまでの距離を一定に保ちつつ、スプレーガンGを所定周期で連続的に横方向に往復移動させながら縦方向に移動させて壁面WFへの吹付塗装を行う吹付塗装工程と、を含む。
(もっと読む)
回転霧化塗装装置および回転霧化塗装装置による塗装方法
【課題】塗着効率の低下を招くことなく、オーバースプレーの低減を図ることができる回転霧化塗装装置およびそれによる塗装方法を提供する。
【解決手段】複数の吹出口4a・4a・・・および複数の吹出口4b・4b・・・は、該吹出口から吹き出されるエアが、ベルカップ3の周端部3dもしくは該周端部3dよりも外側に向けて吹き出される向きに形成される第一の吹出口群4Aと、前記吹出口から吹き出されるエアが、ベルカップ3の塗料の噴霧方向Fに対する背面側の部位である背面部3bに向けて吹き出される向きに形成される第二の吹出口群4Bと、により構成され、エア供給装置7は、第一の吹出口群4Aに接続される第一エア供給部7aと、第二の吹出口群4Bに接続される第二エア供給部7bと、を備え、第一エア供給部7aと第二エア供給部7bを選択可能に構成する。
(もっと読む)
静電塗装装置および静電塗装方法
【課題】空気の帯電列に着目し、シェーピングエアを利用して塗料の帯電量増大を図るとともに、被塗物と塗装機の間に形成する電界の強度を増大することによって、塗着効率のさらなる向上を図ることができる静電塗装装置および静電塗装方法を提供する。
【解決手段】塗料を霧化させるための霧化部たるベルカップ4aと、霧化した塗料の拡散パターンを制御するためのシェーピングエアを噴出させるエア噴出部たるエアノズル7と、を有する塗装ガン4と、該塗装ガン4(または塗装ガン4に付設される電極)に高電圧を印加する高電圧発生装置5と、該高電圧発生装置5により印加する高電圧を制御する制御装置6と、を備える静電塗装装置1であって、高電圧発生装置5は、正極性の高電圧を発生する。
(もっと読む)
自動車車体の塗装方法およびその装置
【課題】簡単な構成で自動車車体の外板面上に塗布された塗料のダストが、内板面の塗膜上に付着することに起因した美観の低下を効果的に防止する。
【解決手段】自動車車体1の内板面3上に第1塗料を塗布して外観塗膜色を発色する第1塗膜5を形成する第1塗膜形成工程K1と、外板面3上に第2塗料を塗布して下地隠蔽性を有する第2塗膜6を形成する第2塗膜形成工程K2と、この第2塗膜6の形成後にその上に第3塗料を塗布して上記第2塗膜6よりも下地隠蔽性が低く、かつ当該第3塗膜7単独もしくは上記第2塗膜6とともに上記第1塗膜5と同色または近似色の外観塗膜色を発色する第3塗膜6を形成する第3塗膜形成工程K3とを備えた自動車車体の塗装方法であって、上記第3塗膜形成工程K3で第3塗料を外板面2に塗布する際に、この第3塗料が自動車車体の内板面3側に回り込むのを促進するように構成した自動車車体の塗装方法およびその装置。
(もっと読む)
インモールドコート塗装方法およびインモールドコート塗装装置
【課題】良好な品質の皮膜を得ることができるインモールドコート塗装方法、およびインモールドコート塗装装置を提供する。
【解決手段】インモールドコート塗装方法は、成型前に、塗料を噴霧する塗装ガン110によって金型に塗料を塗布して皮膜510を形成するインモールドコート塗装方法であって、冷却した圧縮エアー134を塗装ガンに供給する。そして、冷却した圧縮エアーを、塗料を霧化して噴射させるための霧化エアー、および噴射させた塗料のパターンを調節するためのパターンエアーとして用いる。
(もっと読む)
回転霧化塗装機及び回転霧化塗装機を用いた塗装方法
【課題】塗着効率の向上を図る。
【解決手段】前面23Fが凹んだ形態の回転霧化頭23を前端部に設け、回転霧化頭23の外周縁から放射状に噴出した霧化塗料を、パターンエアPで包み込むことにより所定のパターンに成形して前方へ送出するようになっている。パターンエアPにより回転霧化頭23の前面23Fに沿って外周側へ引き寄せられた随伴気流を、中央側に集めて回転霧化頭23の前面23F側へ戻す経路で循環させることにより渦流Sを生成し、回転霧化頭23の外周縁から噴出した霧化塗料の少なくとも一部を、渦流Sに巻き込むことにより回転霧化頭23の前方で渦状に循環させる。
(もっと読む)
汎用アトマイザ
本発明はコーティング剤を塗布するためのロータリー・アトマイザの霧化システムに関し、これらは、コーティング剤を霧化するための、そしてコーティング剤のスプレージェットを放出するための、回転可能に支持されたベルカップ(3)を備え、そして ベルカップ(3)から放出されてスプレージェットを形成するための、第1のシェーピングエア・フローと第2のシェーピングエア・フローとを放出するためのシェーピングエア・リング(4)、を備え、2つのシェーピングエア・フローは、別々のシェーピングエア・フロー入口(8)を備え、それらは互いに独立して設定することができる。本発明によれば、ベルカップ(3)およびシェーピングエア・リング(4)は、霧化システムが、車両本体構成部品の外装塗装のため、そして車両本体構成部品の内装塗装のために適するよう、構成される。 (もっと読む)
回転式静電塗装装置及び塗装パターン制御方法
【課題】回転式静電塗装における塗装パターンの径を可変にする
【解決手段】シェーピングエア流Fs及びパターン制御エアFpは、共に、ベルカップ13の回転方向Aとは逆方向に螺旋状に旋回する旋回流である。シェーピングエア流Fs及びパターン制御エアFpの捻れ角θは実質的に同じである。一つのシェーピングエア孔17から流出したシェーピングエア流Fsは、対応する制御エア孔18から流出したパターン制御エア流Fpと合流するように設定され、合流点は、ベルカップ13の外周縁13aが占める平面において、ベルカップ13の外周縁13aの近傍且つ外周縁13aから2〜3mm離間した位置である。
(もっと読む)
吹付塗装装置、噴霧整形システム、吹付塗装システムおよび塗料吹付方法
【課題】吹付塗装の吹付速度および塗装範囲を最適化すること。
【解決手段】吹付塗装装置12の霧化ヘッドが、液体通路226に連通した液体出口214と、液体出口と同軸に配置されかつ空気通路252、254に連通した空気出口212と、空気通路に連通し長手の中心軸線に対して所定の第1の鋭角で第1の位置で収斂する中心軸線を有している複数の第1の整形空気オリフィス216、218と、空気通路に連通し長手の中心軸線に対して所定の第2の鋭角で第2の位置で収斂する中心軸線を有している複数の第2の整形空気オリフィス220、222とを具備し、第1と第2の鋭角は互いに異なっており、かつ、第1と第2の位置は長手の中心軸線沿いに順次配置される。
(もっと読む)
スプレイ塗布装置およびスプレイ塗布方法
【課題】塗液を良好に霧化できると共に、ノズルの先端に塗液が付着して塊となる事態を防止することができる、スプレイ塗布装置およびスプレイ塗布方法を提供する。
【解決手段】塗液を霧状にして被塗布媒体の表面に塗布するスプレイ塗布装置1は、中心軸X上に塗液の吐出流路11が形成されてなる内側円筒部12を有する塗液ノズル10と、内側円筒部12の外周面12aに対して塗液を霧化させるための流体の吐出流路21となる隙間をあけて配置される霧化ノズル20とを備えている。そして、内側円筒部12の先端側には、当該内側円筒部12の外周面12aから吐出流路11の内周面11aに至る先細のテーパ面14が形成されており、テーパ面14の外周面側の端点Pは、霧化ノズル20の先端と中心軸X方向において同位置または霧化ノズル20の先端よりも塗液の吐出方向下流側に位置される。
(もっと読む)
吹付装置および吹付材の吹付方法
【課題】被吹付面に吹き付けた吹付材の品質を低下させることなく、粉塵による作業環境の悪化をより良好に防止することのできる吹付装置、および吹付材の吹付方法を提供する。
【解決手段】吹付材Cを吹き出して被吹付面25に吹付材Cを吹き付ける吹付ノズル10と、液体Wを吹き出し、吹付ノズル10から吹き出される吹付材Cの吹付流Bの周囲に液体Wを噴霧させる噴霧ノズル20と、を備えている。噴霧ノズル20は、液体Wの吹き出し方向が、吹付ノズル10による吹付材Cの吹き出し方向に対して、直交する方向か、あるいは吹付ノズル10の吹出口10a側より基端10b側に向く方向となるように、構成されている。
(もっと読む)
物品に色付けし、および/またはその機能を増強するために、物品を処理する装置および方法
【課題】大きな物品に色または機能増強添加剤を物品に付与するために、大きな物品を処理する方法および装置を提供する。
【解決手段】処理されるべき物品を収容する大きさの噴霧囲いと、ノズルのような分配手段であって、順次、熱い溶液および熱水、を直接物品表面に分配するように構成されている手段と、処理されるべき物品を確保しならびに噴霧囲いの中へおよび外へ移送する手段(例えば、トロリー)と、十分に熱い飽和した着色および/または機能増強溶液、熱い無染料のリンス溶液、ならびに脱イオン化された水を、それぞれ、小さな液滴を形成するように、囲い中に収容された物品を完全に覆いおよびリンスするために噴霧ノズルから配送することができる少なくとも3個の密閉した容器と、から作られている。
(もっと読む)
回転霧化塗布装置及び回転霧化塗布方法
【課題】細長い被塗装物に効率良く塗装することができる回転霧化塗布技術を提供することを課題とする。
【解決手段】第2シェーピングエア吹出し口39は、一対の集合体を2組備え、夫々の集合体が独立している。すなわち、第2シェーピングエア吹出し口39は、第1集合体69と第2集合体71とで一対の集合体を構成し、第3集合体72と第4集合体73とでもう一対の集合体を構成してなる。
【効果】被塗装物の塗装対象形状が変わっても、粒子状塗料の塗布形状を被塗装物の塗装対象形状に合わせて簡単に変えることができる。よって、作業性を向上させた回転霧化塗布装置を提供することができる。
(もっと読む)
環状の空洞、及び、対応するベルカップを有するシェーピングエアリング
本発明は、部材、特に、自動車の車体の部品をコーティングするためのロータリーアトマイザー1に用いられるガイディングエアリング6に関し、前記リングは、動作状態において、ロータリーアトマイザー1のベルプレート5に面している前面、および、ベルプレート5から放出された方向性を有するスプレイを形成するための、ガイディングエアフローを出力するための少なくとも1のガイディングエアノズル7、を有する。前記リングはまた、環状の、ガイディングエアリング6の前面に、回転配置された空洞12を有する。本発明はまた、対応して適合されるベルプレート5に関する。 (もっと読む)
粘性流体材料の楕円状螺旋パターンを形成するノズル、粘性流体材料を基材に塗布する方法、及び製品
【課題】楕円状螺旋パターンを乱すことなく隣り合う楕円状螺旋パターンをオーバーラップさせることができるノズルを提供する。
【解決手段】粘性流体材料の概ね楕円状螺旋パターン(E)を形成するノズル(20)において、粘性流体材料を吐出して、実質的に連続した粘性流体材料の繊維を形成するためのオリフィス(24)と、粘性流体材料の繊維に対してガスを噴射して粘性流体材料の繊維を概ね楕円状螺旋パターン(E)にするために、オリフィス(24)の周りに設けられた複数のガス孔(31a〜31f)とを設け、複数のガス孔の一つ(31a、31d)とオリフィス(24)とを結ぶ仮想線に関して対称な位置に複数のガス孔(31a〜31f)が配置されないような仮想線を少なくとも一つ含むように、オリフィス(24)の周りに複数のガス孔(31a〜31f)を設けた。
(もっと読む)
塗装ロボットの噴霧教示方法
【課題】
塗装ロボットに作動と吹付け条件を教示する場合に、塗装部位に合わせて噴霧パターンが変更されても、塗料の噴霧密度が一定に維持されるティーチングが容易にできるようにする。
【解決手段】
噴霧流に対して側面よりパターン調整エアを噴射衝突させて噴霧パターンを調整するスプレーガンを塗装ロボットに搭載し、被塗装物への塗装を行う塗装ロボットの教示方法において、
単位パターン幅あたりの基準塗料密度を予め設定し、該塗料密度を維持するに必要な塗料噴出量に対応する流量制御を行う設定値を演算して出力させ、その出力信号を受けて噴出量を調整する手段を介してスプレーガンから噴霧するようにし、被塗装物の塗装部位に応じてスプレーパターン幅の変更を教示した時に、前記のパターン幅を噴出量設定用に自動入力し、自動的に追従して教示されるようにする。
(もっと読む)
凹部を有する構造体の塗装方法
【課題】凹部を有する構造体であっても回転霧化式塗装ガンを用いて塗装できる塗装方法を提供する。
【解決手段】回転霧化式塗装ガンにより自動車用バンパ表面に鱗片状光輝性顔料を含有する塗料を霧化塗装する塗装方法であって、被塗物に塗着するときの塗料の平均粒径が鱗片状光輝性顔料の平均粒径以下となるように塗料を霧化して塗装するステージAと、ステージAの平均粒径より大きい平均粒径となるように塗料を霧化して塗装するステージBとを有する。
(もっと読む)
粉体塗装方法及び塗装装置
【課題】
これまで粉体塗装は多量の搬送空気とともにスプレーガンからそのまま噴霧する方法が採られ、被塗装物の形状や塗装部位に対応した噴霧パターンは噴出孔の形状を変えることによって行う方法が主で効率的な塗装には問題があった。
【解決手段】粉体をこれまでの1/10の搬送空気でスプレーガンに送り、これまでにない10mm以下の小さい噴出口から噴霧することで集中させ、そこにパターン調節の空気を噴射して被塗装物に応じた適正パターンの調整が可能となるようにした。これによって作業の効率化、塗着効率の向上が可能となる。また噴霧の中心を小さく集中させるので静電塗装の際、電界の帯電効果も良くなり、これによっても塗着効率が改善され、粉体静電塗装の活用範囲が広がった。
(もっと読む)
1 - 20 / 41
[ Back to top ]