
Fターム[4D075DA15]の内容
流動性材料の適用方法、塗布方法 (146,046) | 被塗体の形状、構造、表面 (9,578) | 中空体(開口部があるもの) (772) | 管、円筒 (261)
Fターム[4D075DA15]の下位に属するFターム
Fターム[4D075DA15]に分類される特許
141 - 160 / 234
円筒状芯体及びその再生方法、無端ベルトの製造方法
【課題】 金属製基体の表面に耐熱性樹脂層を設けた円筒状芯体を用いた無端ベルトの製造にあたり、芯体の表面に形成する樹脂皮膜の抜き取りを容易に行うことができる円筒状芯体及びその再生方法、並びに該円筒状芯体を用いた無端ベルトの製造方法を提供することである。
【解決手段】 金属製基体の表面に、耐熱性樹脂溶液を塗布して耐熱性樹脂塗膜を形成し、該塗膜が未乾燥及び/または未反応の状態でその表面に離型剤を塗布して離型剤塗膜を形成した後、加熱乾燥処理して、離型剤層を有する耐熱性樹脂層を設けてなる円筒状芯体である。
(もっと読む)
コーティング層およびその形成方法

【課題】 シリコーンオイルなどを用いることなく、粘着物に対しても十分な非粘着性を確保しうるコーティング層およびその形成方法を提供する。
【解決手段】 基材1を被覆するコーティング層であって、架橋フッ素樹脂を10重量%〜50重量%含むフッ素樹脂層から形成される表層5を備え、表層の輪郭曲線の算術平均高さRaが1.5μm〜25μmである。
(もっと読む)
樹脂分散液の塗布方法、無端ベルトの製造方法。
【課題】螺旋塗布方法を利用し、平滑化手段や芯体が損傷することなく塗布が行える樹脂分散液の塗布方法を提供すること。
【解決手段】円筒状或いは円柱状芯体をその中心軸が水平になるように回転させ、流下手段により前記芯体に樹脂分散液を流下して付着させつつ、付着させた樹脂分散液を平坦化手段により平坦化し、前記流下手段及び前記平滑化手段を相対的に前記芯体の一端から他の一端へ水平方向に移動させて、前記芯体に樹脂分散液を塗布する塗布方法であって、前記平滑化手段は、樹脂分散液を流下して前記芯体に付着させている間、前記芯体表面に突き当て、それ以外の間は前記芯体から退避させる、ことを特徴とする樹脂分散液の塗布方法。
(もっと読む)
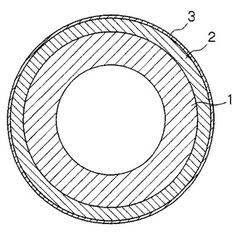
鋼管内面の塗装装置及び塗装方法
【課題】両端に十分大きな開口を作れない鋼管や大きく径の異なる異径鋼管の内面を全域に渡って緻密で均一な塗装をする装置及び方法を提供する。
【解決手段】伸縮性を有するゴム等の素材で作られた風船1と、その風船を覆う変形自由度が高い柔軟な素材で作られた袋2からなり、風船の気体出入孔3に接続したホース4を塗装対象鋼管5の外まで導き、外部に設置した気圧調整装置によりホース4を通じて風船内の気体を出し入れして、対象鋼管の径や形状の変化に応じて風船1の大きさや形状を変化させ、覆っている袋2を介して風船1が対象鋼管5の内面に適切な圧力を与えつつ移動することにより塗装を行うことを特徴とする鋼管内面の塗装装置及び同装置を吸引法又は押込法により作った気流に乗せて、あるいは、ロープによる牽引により移動させて行う鋼管内面の塗装方法。
(もっと読む)
管の塗装方法
【課題】 管の塗装の際に発生した欠陥を容易に補修できるようにする。
【解決手段】 管の表面に第1回目の粉体塗装を施し、前記第1回目の塗装後に塗装欠陥が発見された管について、その管を第1回目の塗装により形成された塗膜と管の地肌との間の所要の密着力を維持可能な温度に加熱したうえで第2回目の粉体塗装を施す。そのとき、粉体塗装のための塗料としてエポキシ樹脂粉体塗料を用い、第2回目の塗装の際に管を管温度で180℃〜240℃に加熱する。またそのとき、粉体塗装のための塗料としてエポキシ樹脂粉体塗料を用い、第1回目と第2回目との合計の塗膜の厚さを300〜1600μmとする。
(もっと読む)
塗布装置、及び無端ベルトの製造方法
【課題】塗布槽内に塗布溶液が筋状に供給されるのを防止し、良好な塗膜を得ることが可能な塗布装置を提供すること。また、その装置を利用した無端ベルトの製造方法を提供すること。
【解決手段】塗布溶液18が満たされると共に、塗布溶液18を芯体10に塗布するための塗布槽12と、塗布槽12の周囲を囲んで設けられ、塗布溶液18を溢れさせて塗布槽12に供給する供給槽14と、供給槽14に連結され、供給槽14に塗布溶液18を供給する供給管26と、から少なくとも塗布装置を構成する。そして、この装置を利用して無端ベルトを製造する。
(もっと読む)
塗膜保持体およびその製造方法、並びに、浸漬塗布装置
【課題】 段むらの発生が無く、生産性の優れた塗膜保持体およびその製造方法、並びに、浸漬塗布装置を提供する。
【解決手段】 塗布液を前記円筒状基材に塗布する塗布手段と、塗布液を収容する塗布液保持手段とを有し、塗布液保持手段と塗布手段との間に設けられ、これらの間で塗布液が移動する塗布液移動部を具備する浸漬塗布装置であって、塗布液保持手段中の塗布液に圧力を加えることで、塗布液移動部を通じて塗布液を塗布液保持手段から塗布手段へ移送する加圧手段を有する浸漬塗布装置である。また、塗布液を塗布手段に供給する際に、塗布液保持手段中の塗布液を加圧して、塗布液を塗布液保持手段から塗布手段に移送する加圧処理を施す塗膜保持体の製造方法である。さらに、上記塗膜保持体の製造方法により製造される塗膜保持体である。
(もっと読む)
現像ローラ及び現像ローラの製造方法
【課題】 高精度な型を必要とせず簡単な方法で、セット性及びローラの寸法が良好な弾性層を有する現像ローラ及び該現像ローラの製造方法を提供することである。
【解決手段】 通電性軸芯体上に少なくとも導電性弾性層及び被覆層を順次積層した現像ローラにおいて、真円度が30μm以内、且つ長手方向の両端面を受けて中央部の振れを測定したときの値が30μm以内である該通電性軸芯体上に、液状シリコーンゴムをディップ法によりコーティングし、更にこのとき該導電性軸芯体を液状シリコーンゴム中から引き上げる時の速度が2mm/sec以下であることを特徴とする現像ローラ及び該現像ローラの製造方法。
(もっと読む)
耐摩耗性溶射皮膜の形成方法及び溶射機
【課題】高速フレーム溶射により成膜する耐摩耗性材料の溶射皮膜の境界密着性を向上し、粒子間結合力を高め、またクラックが入り難くする方法の提供。
【解決手段】摺動部材の少なくとも一摺動面に対向して、高速フレーム溶射ガンノズルを相対的にかつ反復移動させることにより、耐摩耗性材料を多層に成膜して溶射皮膜を形成する方法であって、前記耐摩耗性材料粉末の供給量を連続的もしくは段階的に増加させながら溶射を行う。また耐摩耗性材料粉末の供給量を溶射経過時間信号にもとづき、溶射皮膜形成中に自動的に増加させる機能を有する。
(もっと読む)
塩害環境での耐久性に優れた自動車用燃料タンクあるいは燃料パイプ
【課題】塩害耐食性に優れた燃料系部品を高効率で製造し塩害環境下で15年防錆を達成し得る耐久性に優れたステンレス鋼製の燃料タンクあるいは燃料パイプを提供する。
【解決手段】塩害環境に曝される表面に隙間構造部を有し、質量%で、Cr:9.0〜25.0%を含有する鋼板または鋼管を素材として成型した燃料タンクもしくは燃料パイプの当該隙間構造部の隙間内最奥部を起点として少なくとも3cm距離までの領域に対して、Znの金属粉末とバインダー成分から成り、質量%で金属含有量が70%以上となる膜をスプレー塗装法によって20μm以上の厚さで形成させ、さらに高密着性の樹脂塗膜を前記隙間構造部の隙間内最奥部を起点として3cm距離から少なくとも6cm距離までの領域、あるいは前記隙間構造部の隙間内最奥部を起点として少なくとも6cm距離までの領域、あるいは塩害環境に曝される表面全体に対してスプレー塗装法によって形成させる。
(もっと読む)
接着剤塗布方法及びその装置
【目的】接着剤塗布において、十分に薄くかつ安定した塗布膜を形成する。
【構成】第4ワーク54を受け具74上に固定し、回転駆動手段80で回転させる。第4ワーク54の所定部に対して、ロボットに支持されて自由に角度を変化される接着剤塗布ノズル77、78を上下一対そなえ、上下2方向から同時にマスクレスで接着剤を塗布する。第4ワーク54及び受け治具74は円筒状であり、第4ワーク54の内側は、下側の塗布ノズル78を受け治具74の内側へ下方から入れて行う。塗布ノズル78は小吐出量タイプであり、小吐出型ギヤポンプより接着剤を供給されて、正確な範囲を十分に薄くかつ安定した膜厚で塗膜を形成する。
(もっと読む)
浮遊式生簀用枠体の表面処理方法
【課題】 高い耐食性及び耐磨耗性を有すると共に、海洋を汚染することなく、且つ耐用年数を大幅に伸ばして維持管理費の経済性を向上することができる浮遊式生簀用枠体の表面処理方法を提供する。
【解決手段】 鋼管1からなる浮遊式生簀用枠体の表面を、先ず、サンドブラストで研磨して刻みを付けた後、アルミニウム又は亜鉛を溶射して金属被膜による溶射層2を形成し、次いでこの溶射層2の表面にパラフィン混入樹脂層2を含む低分子合成樹脂液を塗布し第1保護層5を形成した。とくに、高い表面強度を要する箇所、例えば、海水面に近接する部分、作業用の船舶と接触する部分、固定用ロープの締結部分等には、さらに高分子合成樹脂液を塗布して第2保護層6を形成して仕上げた。
(もっと読む)
塗布方法およびこれに用いる円筒状芯体
【課題】リングコート法により円筒状芯体外周面に塗膜を形成した場合の膜厚ムラを抑制する塗布方法を提供すること。
【解決手段】 円筒状芯体1A,1Bを塗布液に浸漬する浸漬工程と、前記塗布液中に浸漬させた前記円筒状芯体を、該円筒状芯体の外径よりも大きな内径を有し、前記塗布液上に浮かべたリング5の孔を通過させつつ略鉛直方向に沿って上方に移動させる円筒状芯体移動工程とを経て、前記円筒状芯体の外周面に塗膜を形成する塗布方法において、少なくとも前記円筒状芯体移動工程において、前記円筒状芯体の外周面にピン4が設けられていることを特徴とする塗布方法。
(もっと読む)
フッ素化ポリジメチルシロキサン添加剤を用いたフルオロエラストマーフューザ部材をコーティングするためのプロセス
【課題】斑点および雪片状凝集体を含む表面欠陥を減少させまたは排除し、フューザ部材としてうまく機能し、フューザ部材層の他の特性または望ましい特徴を劣化させないフルオロエラストマーフューザ部材層を提供する。
【解決手段】本発明によるフューザ部材コーティングを製造するためのプロセスは、a)フルオロエラストマーと、架橋剤と、極性溶媒と、フッ素化ポリジメチルシロキサン添加剤とを添加し、反応させ、コーティング溶液を形成させる工程と、b)フューザ部材上に前記コーティング溶液を提供し、フューザ部材コーティングを形成させる工程と、を含み、前記フッ素化ポリジメチルシロキサン添加剤はフッ素化ペンダント基を含む。
(もっと読む)
基体、皮膜形成方法、継ぎ目なしベルトの製造方法及び継ぎ目なしベルト
【課題】 樹脂皮膜の形成に用いた際、加熱硬化時に膨張しようとするガスを効果的に逃がすことができる基体、平滑な表面を有し膜厚が均一な樹脂皮膜を得ることができる皮膜形成方法、並びに、該皮膜形成方法を用いた継ぎ目なしベルトの製造方法を提供する。
【解決手段】 基体の表面に樹脂溶液を塗布して塗膜を形成し、該塗膜を基体上に保持したまま乾燥して半硬化状態の乾燥皮膜とし、更に加熱硬化して樹脂皮膜を成膜する皮膜形成方法に用いる前記基体であって、塗膜形成時には表面に隙間を有しておらず、塗膜を乾燥し半硬化状態となった段階で、前記乾燥皮膜で覆われた部分の表面に隙間を形成することができる基体、該基体を用いた皮膜形成方法、及び該皮膜形成方法を用いた継ぎ目なしベルトの製造方法。
(もっと読む)
フッ素化界面活性剤を用いたフルオロエラストマーフューザ部材をコーティングするためのプロセス
【課題】斑点および雪片状凝集体を含む表面欠陥を減少させまたは排除し、フューザ部材としてうまく機能し、フューザ部材層の他の特性または望ましい特徴を劣化させないフルオロエラストマーフューザ部材層を提供する。
【解決手段】本発明によるフューザ部材コーティングを製造するためのプロセスは、a)フルオロエラストマーと、架橋剤と、極性溶媒と、フッ素化コポリマー界面活性剤とを添加し、反応させ、コーティング溶液を形成させる工程と、b)フューザ部材上に前記コーティング溶液を提供し、フューザ部材コーティングを形成させる工程と、を含み、前記フッ素化コポリマー界面活性剤はフッ素化アクリレートコポリマーおよびフッ素化ポリエーテルコポリマーからなる群より選択されるコポリマーを含む。
(もっと読む)
内面塗装鋼管における溶融塗装材除去方法及び除去治具
【課題】 内面塗装鋼管を溶接等で加熱した場合に発生する溶融塗装材を下流側のガス供給に影響しない活管状態で除去する。
【解決手段】 内面塗装鋼管を用いたガス導管1に対して、工事箇所Wで加熱を伴う工事が成されている場合に、この工事箇所Wの下流側(矢印がガスの流れる方向を示している)に付設されている路線バルブ1Vを開放し、路線バルブ1Vの開放口から、開放口を塞ぎながら溶融塗装材を捕集する捕集用治具を挿入することで、内面塗装鋼管内に流出する溶融塗装材を除去する。
(もっと読む)
塗布方法及び電子写真感光体の製造方法
【課題】塗布槽内の塗布液におけるポンプ由来の脈動がなく、かつ、塗布槽内の塗布液の流速を安定させることにより、連続塗布生産においても均一なコート層が安定して得られる塗布方法を提供する。
【解決手段】塗布液に被塗布体を浸漬し引上げることによって該被塗布体に塗膜を形成する塗布方法において、
該被塗布体を浸漬する塗布槽と、該塗布槽側壁の上端縁を越えて溢流した塗布液を受ける回収タンクと、液送手段を有する配管を通して該回収タンクから送られた塗布液を受ける貯留槽とを有する塗布装置を用い、
該貯留槽における塗布液は被塗布体を浸漬し引上げる間常時該貯留槽側壁の上端縁を越えて溢流しており、該貯留槽の塗布液溢流面は該塗布槽の塗布液溢流面よりも高い位置を保持し、該貯留槽の塗布液溢流面より低い位置から該塗布槽へ塗布液を流入させることによって、塗布液を循環させることを特徴とする塗布方法。
(もっと読む)
導電性ローラの製造方法、および導電性ローラ塗装装置、ならびに、この製造方法によって形成された導電性ローラ
【課題】 乾燥工程をなくしもしくは簡素化するため、無溶剤もしくは少量の溶剤の塗料をスプレーして導電性ローラの表面層を形成することのできる、導電性ローラの製造方法、および導電性ローラ塗装装置、ならびに、この製造方法によって形成された導電性ローラを提供する。
【解決手段】 この発明の導電性ローラの製造方法においては、塗料をスプレーして表面層を形成し、塗料の粘度が1〜1000mPa・Sとなるよう、塗料を霧化する圧縮ガスを昇温することを特徴とする。
(もっと読む)
筒状体の接着剤塗布装置及び接着剤塗布方法
【課題】円筒状機械部品などの筒状体に接着剤を浸漬により塗布するにあたり、装置の保守作業を煩雑化させることなく、エア巻き込みや液溜りを解消して塗布ムラを抑制する。
【解決手段】接着剤槽4の底部8から接着剤Sの液面に向かって延びて、底部8の下方と接着剤Sの液面上方とを連通し、筒状の機械部品1が接着剤Sに浸漬される浸漬位置において機械部品1に挿入される連通管9に、接着剤Sの液面上方でワーク受け治具30を支持する支持軸7を挿入し、そのワーク受け治具30に、機械部品1の内周側に配されて機械部品1を支持する支持部31と、支持部31から上方に延びて接着剤Sの液面上方で支持軸7に連結される連結部32とを設けて、支持部31に支持された機械部品1の中心線回りに回転可能に構成した。
(もっと読む)
141 - 160 / 234
[ Back to top ]