
Fターム[4D075DA15]の内容
流動性材料の適用方法、塗布方法 (146,046) | 被塗体の形状、構造、表面 (9,578) | 中空体(開口部があるもの) (772) | 管、円筒 (261)
Fターム[4D075DA15]の下位に属するFターム
Fターム[4D075DA15]に分類される特許
201 - 220 / 234
導電性ローラの塗膜形成方法
【課題】 簡素な方法により、導電性ローラの塗膜層表面粗さを適切にして、トナーの搬送量や帯電量を適正にできる導電性ローラの塗膜形成方法を提供する。
【解決手段】 基体部の表面に塗料が塗布されて塗膜層4が形成された導電性ローラ1等の表面処理方法において、塗工用ロール11’の表面に転写パターン11aを形成するとともに、前記導電性ローラ1と塗工用ロール11’との相対回転により、前記転写パターン11aを導電性ローラ1の塗膜層4の表面に転写するようにしたので、導電性ローラ1の塗膜層4の表面にパターンが効率よく反映されて適度の表面粗さを付与でき、トナー搬送量および帯電量が適正化される。これにより、出力される画質の向上が図れる。
(もっと読む)
リングコーター塗装工程の前処理方法およびその塗装方法

【課題】 簡素な方法により、導電性ローラまたは導電性エンドレスベルト基体部の表面への塗料の塗りむらや厚みの不均一を解消できるリングコーター塗装工程の前処理方法を提供することを目的とする。
【解決手段】 導電性ローラ1の基体部の表面に塗料を塗布するリングコーター塗装方法において、塗装工程の直前にプラズマ照射手段17によりプラズマを前記ローラ1の基体部表面に照射し、これらプラズマ照射手段17とローラ1とを軸方向に相対移動させて前記基体部の表面を改質することにより、比較的容易に作りだすことができるプラズマ状態の雰囲気中で、導電性ローラ1の基体部表面が改質されて塗料の濡れ性が高まり、塗りむらや厚みの不均一性が解消される。その結果、塗料の密着性が向上し、長期運転時の塗膜層の剥離等の不具合が解消される。
(もっと読む)
ベルトを用いた導電性ローラまたは導電性エンドレスベルトの塗装方法
【課題】 塗装面積を増大させて塗装の均一化が図れ、作業効率が高い、ベルトを用いた導電性ローラまたは導電性エンドレスベルトの塗装方法を提供する。
【解決手段】 導電性ローラ1(または導電性エンドレスベルト)の基体部(5)の表面に塗料を塗布する塗装方法において、前記ローラ1を回転させるとともに、該ローラ1の基体部表面に塗装ベルト13を接触させたことにより、塗装ベルト13の面状の塗装面が、導電性ローラ1等の基体部の表面に少なくとも線接触にて接触して塗装を行うので、塗装部が多くなって潤沢な塗料を供給され、塗装の均一化が図れる。
(もっと読む)
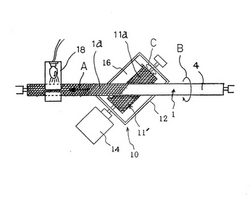
トラバース塗装工程における連続硬化方法
【課題】 硬化手段を塗装工程の内部に取り込んで、塗膜層に液だれを生じさせることなく、要スペースも少なく工程時間も短縮できるトラバース塗装工程における連続硬化方法を提供する。
【解決手段】 回転する導電性ローラ1(またはエンドレスベルト)の基体部5の表面に塗料を塗布するトラバース塗装方法において、塗装工程の直後に紫外線あるいは電子線を前記ローラ1の塗膜層4にトラバース照射し、前記照射手段18とローラ1とを軸方向に相対移動させて前記塗装と硬化を連続して行うことにより、トラバース塗装方法の利点を活かして、塗装コーター10と紫外線照射手段18等とを併設し、塗装された塗膜層4の表面が、その後の紫外線等の照射により、即座に均一かつ効果的に硬化されて、液だれを生じることなく、要スペースも少なく工程時間も短縮できて品質が向上する。
(もっと読む)
テ―パ管に熱可塑性粉体塗料を部分的に塗装する方法及びその装置
【課題】 テ―パ管の部分塗装を行う際に、テ―パ管の振れに対応して、その塗装部分と他の部分との境界を明確に直線にできるようなものとなるテ―パ管に熱可塑性粉体塗料を部分的に塗装する方法及びその装置を提供する。
【解決手段】 塗装境界部に移動された加熱装置2が塗装装置3を従えながらテ―パ管1の元口側へ移動されながらテ―パ管を加熱し、
テ―パ管の塗装境界部に塗装装置が到達した時点で、加熱装置の移動は継続しながら塗装装置を一旦停止させて、塗装装置から熱可塑性粉体塗料をテ―パ管に吹き付けると共に、テ―パ管の加熱された塗装境界部でテ―パ管の外周へ均一にエア―を吹き付けて塗装装置からの熱可塑性粉体塗料が境界部の線外へ流出するのを防止して塗装境界線を確立させ、
次いで塗装装置もテ―パ管の元口側へ移動させながら塗装装置によりテ―パ管の部分塗装を完了させる、テ―パ管に熱可塑性粉体塗料を部分的に塗装する方法及びその装置。
(もっと読む)
帯電部材、帯電部材の製造方法及び帯電装置
【課題】 押圧力がばらついても、単にクラウン形状にした場合に起こる異常画像の発生が無く、更に被覆層の厚みを端部に向かうに従って徐々に厚くしてつづみ状にする方法による軸方向中央部のニップ幅の減少が無く、端面部で被覆層の厚みが減少することなく、長期使用においても端面近傍でのリークがなく、電子写真感光体表面を軸方向で均一に安定的に帯電させる帯電部材、安価な該帯電部材の製造方法及び帯電装置を提供することである。
【解決手段】 導電性基体及び一層以上の被覆層からなる帯電部材であって、該帯電部材の外径が、軸方向中央部から両端に近づくに従って漸次減少する部分と、更に両端面に近づくに従って大きくなる部分と、を有することを特徴とする帯電部材、該帯電部材の製造方法及び該帯電部材を具備する帯電装置。
(もっと読む)
ふっ素樹脂被覆方法および定着部材
【課題】 シリコーンゴム層とふっ素樹脂膜が優れた接着力をもち、かつ膜厚が薄く表面平滑性の優れたふっ素樹脂膜を形成することができるふっ素樹脂被覆方法の提供。
【解決手段】 第一の工程として基材上に付加反応型液状シリコーンゴムの未硬化層を形成、第二の工程として熱可塑性樹脂粒子を前記シリコーンゴム表面に塗布し、第三の工程として前記の熱可塑性樹脂粒子を塗布したシリコーンゴムを加熱硬化し、第四の工程として前記の加熱硬化させたシリコーンゴム表面にふっ素樹脂粒子の分散液を塗布・乾燥し、第五の工程として前記ふっ素樹脂粒子を焼成・製膜することを特徴とする。
(もっと読む)
ステントをコーティングするための方法と装置
本発明は、ステントなどの円筒形の医療器具をコーティングする方法と装置に関する。本発明には、コーティング装置のローラー間のギャップと平行な方向を向いた主軸を有するコーティング溶液供給部材が含まれる。ステントは、そのギャップの上に載せられて回転する。本発明の方法には、直径が小さな医療器具から静電荷を除去する操作が含まれる。 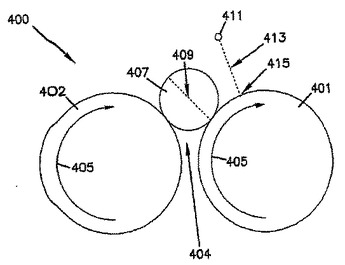 (もっと読む)
(もっと読む)
リング塗布装置および塗布方法
【課題】 リングコートにおいてフィラーの多い材料における塗布層の周方向のフィラー濃度ムラを抑制する。
【解決手段】 リング塗布ヘッドの円周状の液分配室への液供給口が周方向において等間隔に複数個流入され、かつ該液供給口までの流路はリング塗布ヘッド内においてトーナメント方式で分流するよう設けの塗布液の流れを改善し、塗布液滞留部分を減らす。
(もっと読む)
推進剤ユニット構造体のための熱保護用コーティングを形成する方法
本発明は、推進剤ユニット構造体に熱保護用コーティングを形成する方法であって、少なくとも1種類のポリウレタンと特定の充填剤が予め分散されている重合剤の混合物とを連続的に測量および混合(14)することと、1つの回転している円筒形の支持面(2)を、互いに隣接する巻部に混合物のフィラメント(18)を連続的に注型することによってコーティングすることと、ポリウレタンが機械的なストレスに耐えるのに十分なように重合化されるように形成されたコーティングを周囲圧力で予重合化することとを有する方法に関する。 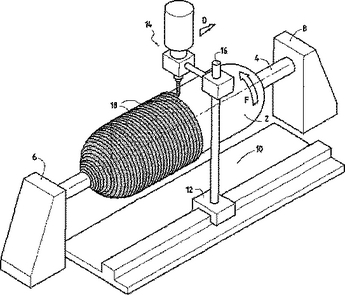 (もっと読む)
(もっと読む)
粉体塗装用のエチレン樹脂粉体塗料、及びこの粉体塗料を被覆した被覆物
【課題】 本発明の目的は、ポリエチレンを主体とする粉体塗装法の粉体塗装用材料として、耐熱性の優れる樹脂粉体を提供すること。
【解決手段】 (1)シングルサイト触媒を用いて製造されたエチレン重合体を30質量%以上含むエチレン系樹脂100質量部と、
(2)微粒子の表面を化学的に疎水基で覆って疎水化したケイ素酸化物の疎水性微粒子0.6〜3質量部とから得られる粉体塗装用のエチレン樹脂粉体塗料である。
(もっと読む)
導電性ローラの製造方法およびこの方法により製造された導電性ローラ
【課題】 発泡体よりなる基体部に塗料を塗布して表面層を形成する際、発泡体の空隙セルを埋めることなく塗布することができ、しかも、表面層に離脱線等の特異な不均一部分がなく、また、ローラ一本内でも、ローラ同士でも、厚さが均一な表面層を形成することのできる、導電性ローラの製造方法およびこの方法によって形成された導電性ローラを提供する。
【解決手段】 グラビアロール11の周面に電子線硬化型樹脂、もしくは、紫外線重合開始剤が含有された紫外線硬化型樹脂よりなる塗料を供給しつつ、グラビアロール11と導電性ローラ1の基体部とが90度を含む所定角度で交差しこれらの周面同士が接触もしくは近接する姿勢で、グラビアロール11と導電性ローラ1の基体部との両方を回転させながら、グラビアロール11および導電性ローラ1の基体部の少なくとも一方を、他方に対して基体部長さ方向に相対変位させて、導電性ローラ1基体部周上に前記塗料を塗布して表面層を形成する。
(もっと読む)
導電性ローラの製造方法およびこの方法により製造された導電性ローラ
【課題】 非発泡体よりなる基体部に塗料を塗布して表面層を形成する際、塗布後の塗料の流動による表面層の寸法変化を抑えることができ、しかも、表面層に離脱線等の特異な不均一部分がなく、また、ローラ一本内でも、ローラ同士でも、表面層の厚さを均一にすることのできる、導電性ローラの製造方法およびこの方法によって形成されたことのできる、導電性ローラの製造方法およびこの方法によって形成された導電性ローラを提供する。
【解決手段】 グラビアロール11の周面に25℃における粘度が200〜100000mP・Sの塗料を供給しつつ、グラビアロール11と導電性ローラ1の基体部とが90度を含む所定角度で交差しこれらの周面同士が接触もしくは近接する姿勢で、グラビアロール11と導電性ローラ1の基体部との両方を回転させながら、グラビアロール11および導電性ローラ1の基体部の少なくとも一方を、他方に対して基体部長さ方向に相対変位させて、導電性ローラ1基体部周上に前記塗料を塗布して表面層を形成する。
(もっと読む)
導電性ローラの製造方法およびこの方法により製造された導電性ローラ
【課題】 表面層に離脱線等の特異な不均一部分がなく、また、ローラ一本内でも、ローラ同士でも、厚さが均一な表面層を形成することのできる、導電性ローラの製造方法およびこの方法によって形成された導電性ローラを提供する。
【解決手段】 アプリケーションロール11の周面に塗料を供給しつつ、アプリケーションロール11と導電性ローラ1の基体部とが90度を含む所定角度で交差しこれらの周面同士が100μm未満の隙間を設けて近接する姿勢で、アプリケーションロール11と導電性ローラ1の基体部との両方を回転させながら、アプリケーションロール11および導電性ローラ1の基体部の少なくとも一方を、他方に対して基体部長さ方向に相対変位させて、導電性ローラ1基体部周上に前記塗料を塗布して表面層を形成する。
(もっと読む)
中空鋼管鉄塔の中空鋼管内面の防錆処理方法
【課題】 良好な作業性にて中空鋼管の内面に長期に亘り良好な防錆能を維持し得る防錆塗膜を形成する。
【解決手段】 中空鋼管内面の白錆の発生した亜鉛メッキ面に対して、0.01〜1.0モル/Kgのアンモニウムイオンと0.01〜1.0モル/Kgのハロゲンイオンとを含有し且つM2O・nSiO2(ここで、MがNa、K、Li、Csのいずれかであり、nが1〜5である)の一般式で表されるケイ酸アルカリを主体とするアルカリ水溶液からなる防錆塗料を、中空鋼管内に自在に挿入できる作動部分100を備えており、この作動部分は、シリンダー1内に収納された進退可能な作動ロッドとその進退に基づき展開及び折り畳みが可能な複数のクランプアーム2,3とからなる中空鋼管内面への固定手段Aと、この固定手段の先端に取り付けられ防錆塗料を吐出し得る塗装手段Bとを有している塗装装置を用いて、塗装する。
(もっと読む)
加熱定着装置
【課題】 定着フィルムとして金属スリーブを使用したフィルム加熱定着装置において耐久後に生じるトルクアップ、スリップジャムを防止する。
【解決手段】 金属スリーブと摺動するヒータ面の摺動層に含有率10%以下で耐磨耗材を含有させ、その対磨耗材の平均粒径が2.0μm以下であるとともに密度が摺動層のベース材より高く、硬度が金属スリーブ基層より高いことを特徴とする加熱定着装置とする。
(もっと読む)
ねじ孔のマスキング方法
【課題】 本発明の課題は、塗装の際にねじ孔5に塗料が侵入しないようにするための方法であって、ねじ孔5をマスキング材1でマスキングする方法を提供することにある。
【解決手段】プラスチック発泡体からなるマスキング材1を、ロボット2により等速度で回転させながらネジ孔5にねじ込み挿着する。
(もっと読む)
導電性部材および導電性部材の製造方法
【課題】 被覆層表面欠陥に起因した現像不良が発生しない導電性部材とその製造方法を提供することである。
【解決手段】 芯金の外周に導電性弾性層を有し、該弾性層の外周面上に被覆層を有する導電性部材において、導電性弾性層が、芯金を中央に保持した駒で両端が塞がれた金属製円筒状型内の弾性層形成空間に芯金を保持する駒に設けられた注入口より弾性層形成材料が注入され、加熱硬化されて形成されたものであり、該弾性層の外周面上に設けられる被覆層が弾性層形成材料の注入側とは逆端側から被覆層用塗工液を少なくとも1回塗工して形成されたものであること特徴とする導電性部材。
(もっと読む)
導電性部材および導電性部材の製造方法
【課題】被覆層表面欠陥に起因した現像不良が無く、周方向抵抗ムラが小さい導電性部材およびその製造方法を提供する。
【解決手段】金属製の軸芯体と、該軸芯体の外周に配した少なくとも1層の弾性層と、該弾性層の外周面上に少なくとも1層の塗工液を塗布して乾燥または硬化して形成した被覆層を有する導電性部材において、該被覆層が、該塗工液を該弾性層の外周面上に塗布して塗工層を形成した後、0.1〜1m/sの範囲の風速と、該軸芯体の中心線と0〜25°の範囲内の角度をなす風向を有する風を送り加熱乾燥または加熱硬化して形成した被覆層であることを特徴とする導電性部材。
(もっと読む)
粉粒体塗布装置及び方法
【課題】被塗物の内部空間の壁面上に粉粒体を効率よく均一に塗布することができる粉粒体塗布装置及び方法を提供する。
【解決手段】流動槽1の下部室に加圧エアを供給すると共に放電用電極に高電圧電源17から高電圧を印加すると、放電用電極から被塗物6に向けてコロナ放電が発生し、フラックスはコロナ放電により生じるイオンによって荷電されつつ流動化され、流動槽1内の上部では荷電されたフラックスが浮遊状態となる。吸引フード3内の空気が吸引され、これにより被塗物6の内部空間11を通して流動槽1内で浮遊しているフラックスが内部空間11の一端開口部から他端開口部に向かって吸引され、被塗物の内部空間内に空間電荷を形成することにより、被塗物6の内部空間11の壁面上に荷電されたフラックスが付着される。
(もっと読む)
201 - 220 / 234
[ Back to top ]