
Fターム[4D075DA15]の内容
流動性材料の適用方法、塗布方法 (146,046) | 被塗体の形状、構造、表面 (9,578) | 中空体(開口部があるもの) (772) | 管、円筒 (261)
Fターム[4D075DA15]の下位に属するFターム
Fターム[4D075DA15]に分類される特許
161 - 180 / 234
ロール用被覆製造方法
本発明は、ロールフレーム(1)上にロール被覆を製造する方法に関し、当該被覆は、ロールフレーム(1)上にベース層(2)と、ベース層(2)上に表面層(3)を含む。ベース層(2)は、表面層(3)が形成され、硬化又は固化された後に、その最終形態へと至らされる。表面層(3)は、ベース層(2)がロールフレーム(1)上に形成された後に、ベース層(2)上に形成され、硬化又は固化される。 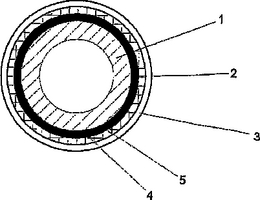 (もっと読む)
(もっと読む)
防汚塗料及び鉄鋼材の防汚方法
【課題】防汚剤は、使用禁止のものは勿論のこと銅化合物も使用せず、防汚効果の優れた防汚塗料を提供する。
【解決手段】オルガノキシシリル基を含有する硬化性シリコーン化合物に、鱗箔状の亜鉛微粉末と鱗箔のアルミニウム微粉末を加えて攪拌混合して、下塗りが不要な鉄鋼材用の防汚塗料を得る。また、鉄鋼材の防汚対象部分から付着物や酸化被膜、油脂分等の不純物を除去したのち、防錆塗料を下塗りをすることなく、直接、鉄鋼材に塗布する防汚方法を提供する。
(もっと読む)
導電性ローラの製造方法
【課題】 表面層に離脱線等の特異な不均一部分がなく、また、ローラ一本内でも、ローラ同士でも、厚さが均一な表面層を形成することのできる、導電性ローラの製造方法を提供する。
【解決手段】 グラビアロールの周面に塗料を供給しつつ、グラビアロールと導電性ローラ基体部とを90度を含む所定角度で交差させ、これらの周面同士が接触もしくは近接させてグラビアロールと導電性ローラ基体部との間に所定の電圧を印加し、グラビアロールと導電性ローラ基体部との両方を回転させながら、グラビアロールおよび導電性ローラ基体部の少なくとも一方を、他方に対して基体部長さ方向に相対変位させて、導電性ローラ基体部周上に塗料を塗布して表面層を形成する。
(もっと読む)
導電性ローラの製造方法

【課題】 表面層に離脱線等の特異な不均一部分がなく、また、ローラ一本内でも、ローラ同士でも、厚さが均一な表面層を形成することができ、しかも、導電性ローラ1本あたりの塗布工程のサイクルタイムをも短くすることのできる、導電性ローラの製造方法を提供する。
【解決手段】 互いに平行に並べられた複数の導電性ローラ基体部に対して90度を含む所定角度で交差し、それらの導電性ローラ基体部と周面同士が接触もしくは近接する姿勢に保持されたグラビアロールの周面に塗料を供給しつつ、それらの導電性ローラ基体部、およびグラビアロールの全部を回転させながら、グラビアロールおよび導電性ローラ基体部の少なくとも一方を、他方に対して基体部の長さ方向に相対変位させ、それらの導電性ローラ基体部の周上に前記塗料を塗布して表面層を形成し、
前記塗料の塗布に際し、前記導電性ローラ基体部の少なくとも2本を同時に塗布する過程を有する。
(もっと読む)
鋼材の錆防止方法
【課題】 ステンシルを付与することができ、ステンシルを付与するまでの期間中における僅かな錆をも防止することができ、さらに、長期間における防錆効果を発揮し、特に、沿岸部における長期的な屋外保管、海上輸送等の過酷な環境条件においても、鋼材に錆が発生することを効果的に防止することができる鋼材の錆防止方法を提供する。
【解決手段】防錆添加剤を含有するアクリル系樹脂エマルションを下塗り用防錆剤として塗布する工程、前記下塗り用防錆剤が乾燥した後にステンシルを付与する工程、および上塗り用防錆剤として、添加剤を配合したアルキド樹脂溶液を塗布する工程を有する鋼材の錆防止方法。
(もっと読む)
放熱性に優れた塗装金属材およびこれを用いた電子機器部品
【課題】 熱源を内蔵する電子機器(熱源を内蔵する電気機器や光学機器を含む、以下同じ)などを収容する筺体(ケーシング)の素材として有用な放熱性に優れた塗装体を提供し、且つ該塗装体を用いた電子機器部品を提供すること。
【解決手段】 金属基材の片面もしくは両面に、少なくとも1層の樹脂塗膜が形成されている金属塗装体であって、最外層には、表面に開口した1〜1000nmの細孔を有する多孔質粒子が、最外層の表面から少なくとも一部が露出した状態で含まれており、好ましくはその下層側に、放射性添加剤を含む塗膜層が形成された、放熱性に優れた塗装金属材を開示する。
(もっと読む)
遠心力鉄筋コンクリート管の内面樹脂ライニング用ウレタン樹脂組成物
【課題】コスト高騰を引き起こすような特殊な設備を必要とすることなく、塗布型ライニングの品質規格D1種の規格を満足する遠心力鉄筋コンクリート管で安価に製造できる、新規な製造方法及び該方法における使用に適したウレタン樹脂組成物を提供する。
【解決手段】イソシアネート成分、ポリオール成分及び触媒成分を含み、作業雰囲気温度での樹脂粘度が100mPa・s〜10000mPa・sであり、作業雰囲気温度における硬化時間が5分〜3時間の範囲内である、遠心力鉄筋コンクリート管の内面樹脂ライニング用ウレタン樹脂組成物、並びに、遠心力鉄筋コンクリート管を回転させながら、該コンクリート管の内面に、該ウレタン樹脂組成物を流し延べして硬化させることを特徴とする、内面ライニング遠心力鉄筋コンクリート管の製造方法。
(もっと読む)
溶射方法及びこの溶射方法により溶射皮膜が形成されたロール
【課題】 溶射方法及びこの溶射方法により溶射皮膜が形成されたロールに関し、コスト増大を招くことなく、より緻密な溶射皮膜を形成できるようにする。
【解決手段】 粉末材料を基材に溶射して基材上に溶射皮膜を形成する溶射方法において、粉末材料として、粒子径の粒度分布が21μm以上30μm以下の粉末材料を用いる。
(もっと読む)
導電性ローラの製造方法、および導電性ローラ塗装装置、ならびに、この製造方法によって形成された導電性ローラ
【課題】 乾燥工程をなくしもしくは簡素化するため、無溶剤もしくは少量の溶剤の塗料をスプレーして導電性ローラの表面層を形成することのできる、導電性ローラの製造方法、および導電性ローラ塗装装置、ならびに、この製造方法によって形成された導電性ローラを提供する。
【解決手段】 この発明の導電性ローラの製造方法においては、塗料をスプレーして表面層を形成し、塗料のスプレーに先立って、塗料の粘度が1〜1000mPa・Sとなるよう、塗料を昇温することを特徴とする。
(もっと読む)
浸漬塗布方法、及び定着ベルトの製造方法
【課題】下端部に塗液の浸入を防止するための被覆体が設けらた円筒状基体を用いる浸漬塗布方法であって、塗料の気泡発生を抑制し、円筒状基体表面に平滑な被膜を形成することができる浸漬塗布方法を提供すること。また、当該浸漬塗布方法を利用した定着ベルトの製造方法を提供すること。
【解決手段】円筒状基体10を、その軸方向が垂直となるように保持しながら塗料40に浸漬し、次いで引き上げることにより、該塗料40を前記円筒状基体10の表面に塗布をする浸漬塗布方法であって、前記円筒状基体10は、その下端の開口を密閉すると共に下端部外周面を覆って被覆体24が保持されてなり、且つ前記被覆体24と前記円筒状基体10との境界部が前記塗液の液面を通過する間の浸漬速度Tが下記式(1)を満たすようにする。また、これを利用して定着ベルトを製造する。
式(1):T≦−ρ+1000
(ここで、式(1)中、Tは浸漬速度(mm/分)、ρは塗液の粘度(mPa・s)を示す。)
(もっと読む)
電子写真装置の部品用スプレー塗布装置および電子写真感光体の製造方法
【課題】 スプレーガンのノズル先端に付着・乾燥した塗液カスがスプレー塗工時に脱落し、被塗工物に付着して発生する塗工欠陥がなく、被塗工物上に均一な塗膜を安定して形成することができる電子写真装置の部品用スプレー塗布装置および電子写真感光体の製造方法を提供する。
【解決手段】 塗布ブース内で被塗布物上に塗膜を形成する電子写真装置の部品用スプレー塗布装置において、スプレーガンが塗布液と霧化エアーとがそれぞれ給送されるように構成された塗料ノズルとエアキャップと、塗料ノズル内にニードルとを備え、塗料ノズルには塗布液を給送する流路と吐出口を有すると共にエアキャップと塗料ノズルとの間には霧化エアを給送するエア給送路と排出口を有し、さらに、塗料ノズル、エアキャップ、ニードルの相互の位置関係、寸法等(図中のH、θ、t、9(c)、h、10(m)、T、D/T、表面粗さ)を調整する。
(もっと読む)
金属材料の塗装方法
【課題】粉体塗装または固体潤滑塗装を用いた場合に、塗膜の密着性および耐食性のいずれにも優れる金属材料の塗装方法の提供。
【解決手段】金属材料の表面に、ZrおよびTiから選ばれる少なくとも1種の金属元素(A)の酸化物および/または水酸化物を含有する非晶質の表面処理皮膜層を析出させる表面処理を施す表面処理工程と、前記表面処理工程後、前記表面処理皮膜層上に粉体塗装または固体潤滑塗装を行う塗装工程とを具備する金属材料の塗装方法。
(もっと読む)
ボトル缶用有底円筒体外面塗装方法及び該方法で塗装されたボトル缶
【課題】 アルミボトル缶用の有底円筒体にクリア外面塗装を施す際、ネジ部及びカール部に、通常の膜厚が形成された缶胴体比して薄い塗膜を効率良く形成させて加工工程やレトルト工程などにおいての塗膜剥離の少ない有底円筒体並びにその塗装方法の提供。
【解決手段】 グラビアロールにて塗料を受取り、該グラビアロール上の塗料をアプリケーターロールに転写し、該アプリケーターロール上の塗料をボトル缶胴部外面に塗装する塗装方法において、有底円筒体にボトル缶特有のネジ部及びカール部を成形する際に、グラビアロールのネジ部及びカール部に対応する部分が他の部分より浅い彫刻をロール周全体に施したグラビアロールを用いる方法並びに該方法により製造された有底円筒体をボトル缶に成形した場合のネジ部及びカール部に対応する部分が、他の缶胴部分より薄い塗膜が形成されているボトル缶用の有底円筒体。
(もっと読む)
熱硬化性樹脂の層にポリオレフィン樹脂の層を融着する方法
【課題】熱硬化性樹脂を塗装硬化させた金属等の素材の表面に、ポリオレフィン樹脂の層を重ね合せて密着被覆する方法を提供する。
【解決手段】窒素系発泡剤と発泡助剤等を融合したポリオレフィン樹脂の粉末の層2を高温に加熱した熱硬化性樹脂塗装の金属等の基材1の上に載せて、その熱で層2を溶融させ、その中の発泡剤とポリオレフィン樹脂とを激しく反応させることにより、基材1の熱硬化性樹脂塗装面の上に強く融着させる。そして更にその上に同質のポリオレフィン樹脂3を重ねて融着させるようにした。
(もっと読む)
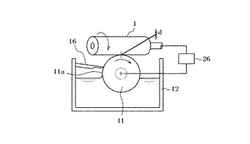
塗布装置及び円筒状部材の塗布方法
【課題】透明体である場合を含む塗布液を円筒状部材に塗布し、その塗布量を測定する装置を提供する。
【解決手段】円筒状部材10の円周部に塗布液を線状に塗布する塗布ノズル12と、塗布ノズル12にて塗布する塗布液の吐出量を制御するディスペンサ15と、円筒状部材10を保持し所定の速度で回転及び位置決めするチャック部11と、塗布ノズル12により塗布液が塗布される円筒状部材10の円周上の塗布位置に合焦点し、円筒状部材10の当該塗布位置に対する回転方向の円周上の接線方向が光軸方向となるように配置されるカメラ20と、円筒状部材10の塗布位置に対してカメラ20と対向して配置され円筒状部材10を逆光状態にて照明する照明手段21とを備える。
(もっと読む)
導電性部材の製造方法および電子写真装置用ローラ
【課題】導電性部材の特性、性能を悪化させることなく、ユズ肌が発生しない被覆層を備えた導電性部材を、極めて簡便に得ることができる製造方法及び電子写真装置用ローラを提供する。
【解決手段】導電性支持体の外周の導電性弾性層上に塗工被覆層を有する導電性部材の製造方法において、塗工液の主溶剤蒸発速度V1と主溶剤の次に含有量の多い溶剤の蒸発速度V2が、 0.4≦V2/V1≦3.1 V1=主溶剤蒸発速度(mg/cm2・min) V2=含有量が二番目に多い溶剤の蒸発速度(mg/cm2・min) を満たすものであり、該塗工液へディップする浸漬工程と、該塗工被覆層近傍を0.3m/sec以下の風速環境とし、かつ該塗工液からの引き上げ時の初期速度を40mm/sec以下とする引き上げ工程とを経て導電性部材が製造される。
(もっと読む)
重防食鋼材
【課題】 長期の防食耐久性を向上させた重防食鋼材を提供する。
【解決手段】 複数の有機樹脂層が積層された鋼材において、有機樹脂層のいずれかがエチレンビニルアルコール共重合樹脂を含む皮膜層とすることによって長期の防食耐久性に優れる重防食鋼材を得る。さらに前記皮膜中に防錆顔料を選択する事によって、環境負荷の大きな物質を使用することなく長期耐久性に優れた重防食鋼材が得られる。
(もっと読む)
導電性ローラの製造方法及び導電性ローラ
【課題】絶縁性粒子を有する塗工液への被塗工物の浸漬塗工の際に、引き上げ速度を変化させた塗工方法を用いた場合でも表面粗さが均一化される導電性ローラの製造方法、導電性ローラを提供する。
【解決手段】支持体1aと、弾性層1b及び被覆層1cを有する導電性ローラの製造方法で、被覆層は平均粒径3〜30μmの絶縁性粒子を有する塗工液への被塗工物の浸漬とその後の引き上げによる浸漬塗工により形成され、且つ弾性層の最上端部が塗工液に対して鉛直方向に完全に浸漬し終わって再上昇する際、以下の式を満たす導電性ローラの製造方法、該製造方法による導電性ローラ: |(V1−a1)−(V2−a2)|≦4.5 a1>a2V1:被塗工物の引き上げ初速度、V2:引き上げ終速度a1:被塗工物の最上端部が塗工液に対して鉛直方向に完全に浸漬した状態での塗工液の線速度a2:被塗工物を浸漬していない状態での塗工液の線速度単位は〔mm/sec〕。
(もっと読む)
フューエルインレットの塗装方法及びフューエルインレット
【課題】 フューエルインレットの塗装方法及びフューエルインレットにおいて、チッピングを受けても充分な防錆性能を確保できること。
【解決手段】 まず、水性アクリルエマルジョン系耐チッピング防錆塗料を10Pa・s〜30Pa・sの範囲内に粘度調整し(S1)、前塗装即ちフューエルインレットの塗装しにくい部分である蝋部及び交差部分に、刷毛塗装またはスリット塗装で、膜厚150μm〜400μmの範囲内になるように塗装する(S2)。この前塗装が乾かないうちに、フューエルインレットの外面全面に耐チッピング防錆塗料をエアレスガンを用いてエアレス霧化塗装する(S3)か、実際にチッピングを受ける部分のみにエアレス霧化塗装し(S4)、未塗装部分には通常の防錆塗料を塗装する(S5)。後は、塗料を焼付条件100℃〜120℃×30分〜40分で乾燥させれば(S6)、塗装工程は終了する。
(もっと読む)
導電性部材の製造方法及び電子写真装置用ローラ
【課題】導電性部材の特性、性能を悪化させることなく、ユズ肌が発生しない被覆層を備えた導電性部材を製造する。
【解決手段】導電性支持体の外周の導電性弾性層上に塗工被覆層を有する導電性部材の製造方法において、塗工液の溶剤蒸発速度rと塗工環境風速wが、 20 ≦ rw ≦ 150 r:溶剤蒸発速度(mg/cm2・min) w:塗工環境風速(m/sec) を満たし、その製造工程は、該塗工液へディップする浸漬工程と、該塗工液からの引き上げ時の初期速度を40mm/sec以下とする引き上げ工程とから構成される。
(もっと読む)
161 - 180 / 234
[ Back to top ]