
Fターム[4E001BA04]の内容
Fターム[4E001BA04]に分類される特許
81 - 91 / 91
プラズマ・トーチ消耗材を浪費しない方法と装置

【課題】プラズマトーチを制御して、プラズマ切断作業中に溶解した電極インサートの一部を固化することを可能とするプラズマ切断装置、及びそのコントローラを提供する。
【解決手段】装置10は、電力源12へ接続されたプラズマトーチ16のコントローラを含む。コントローラは、引き金31を1回操作している時間中に、前のアークがしぼんだ後、アークの発生を遅らせるように構成されている。電力源12は、フィードバック信号を受け取りプラズマ切断装置10の作動を監視するプロセッサ13を含む。ケーブル18は、トーチ16に電力と圧縮エアまたはガスを供給し、さらに、トーチ16と電力源12との間の情報伝達線の役割を果たす。
(もっと読む)
プラズマ装置用電源

【課題】インバータ基準電源では得られなかったプラズマ電圧を発生することが可能なプラズマ装置を備えたスイッチングインバータ基準電源を提供する。
【解決手段】マトリックス変圧器が、一端が接続された第1および第2チューブで形成された第1一次部分と、一端が接続された第3および第4チューブで形成された第2一次部分を備えたモジュールを含み、前記第3および第4チューブがそれぞれ前記第1および第2チューブに絶縁されて取り付けられており、前記同心チューブがモジュールを通る並列長尺通路を画定している。二次巻線が各モジュールの長尺通路を介して巻き取られている。モジュールは、二次巻線用の整流回路を含み、複数のモジュールの整流回路を直列接続する直列回路を更に含む。
(もっと読む)
原子力発電設備で使用した小口径配管の半割切断用プラズマ切断装置
【課題】 プラズマトーチによる切断時に配管の内部にドロス、ヒューム等が付着しないよう極力これを抑えることができるようにすること、また、配管の半割切断時に発生する熱による変形を極力抑えることができるようにする。
【解決手段】 配管10を切断位置に固定する固定装置20と、配管を切断するプラズマトーチ30と、プラズマトーチを前記配管と平行して移動させるプラズマトーチ移動装置40と、プラズマトーチを前記配管に一定の力で押し付けるプラズマトーチ押付装置50と、前記配管の内部に噴出するプラズマアークやドロス或いはヒューム等を冷却し、これを風圧で前記配管の外部に排出する圧縮空気管60とで構成しする。プラズマトーチによる切断と同時に、圧縮空気管を追従させて切断時に発生するドロス、ヒューム等を配管の外へ排出させるようにした。
(もっと読む)
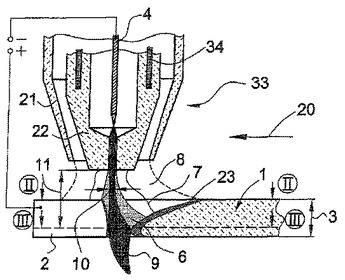
焼入れ可能な鋼のプラズマ・タップホール溶接
材料厚(3)を有する焼入れ可能な鋼(2)に二次加熱なしで溶接継手(1)を作るための方法であって、少なくとも次の工程
a)溶接電極(4)の溶接線(5)に対する位置決め
b)電圧の印加
c)プラズマガス(6)の供給
d)アーク(7)の形成
e)溶接線(5)近傍の鋼(2)の全材料厚(3)にわたる融解
を含む方法が開示される。この方法は、乗り物におけるトルク伝達のための構成要素を結合する際に有利に使用される。
 (もっと読む)
(もっと読む)
高強度部品の製造方法および高強度部品
【課題】自動車の構造部材・補強部材に使用される部材のような高温成形後の強度に優れた部品およびその製造方法を提供する。
【解決手段】質量%で、C:0.05〜0.55%、Mn:0.1%〜3%以下の化学成分を含有する鋼板を用い、水素量が体積分率で10%以下、かつ露点が30℃以下である雰囲気にて、Ac3〜融点までに鋼板を加熱した後、フェライト、パーライト、ベイナイト、マルテンサイト変態が生じる温度より高い温度で成形を開始し、成形後に金型中にて冷却して焼入れを行い高強度の部品を製造した後に部品の一部を溶融して切断する加工を施す、もしくは、機械加工にて穴加工や部品周囲の切断を行う高強度部品の製造方法と、方法にて製造した高強度部品。
(もっと読む)
土留め部材切断装置及び方法並びにそれらを用いたトンネル形成方法
【課題】 背後に裏当物が存在した状態での土留め部材の切断作業を機械化又は自動化できる土留め部材切断装置及び方法を提供する。
【解決手段】 背後に裏当物Uが存在した状態で土留め部材Dを所定の切断ラインCLに沿って切断するための装置であって、土留め部材Dにガス又はプラズマを噴射して溶融・切断するための切断トーチ2と、切断トーチ2を土留め部材Dの切断面Dsに対して90°よりも小さい角度で傾斜させて配置させるための手段3と、切断トーチ2を切断ラインCLに沿って移動させるための手段3とを備え、切断トーチ2を、土留め部材Dの切断面Dsに対して90°よりも小さい角度で傾斜させた状態で切断ラインCLに沿って移動させることで、溶融物Sが切断トーチ2に向かって飛散しないようにしたものである。
(もっと読む)
切断装置
【課題】 パイプの先端部にガセットプレートへの割り込み溝を容易に形成する。
【解決手段】 第1の駆動機構5によって、トーチ4を、パイプ2の先端形状に沿って第1の方向に移動させ、次いで、第2の駆動機構6によって、トーチ4を、パイプ2の第1の周回り方向に移動し、次いで、第1の駆動機構5によって、トーチ4を、パイプ2の先端形状に沿って第1の方向とは反対の第2の方向に移動し、次いで、第2の駆動機構6によって、トーチ4を、パイプ2の第2の周回り方向に移動し、パイプ2の先端部に割り込み溝2bを形成する。
(もっと読む)
高強度鋼板のスポット溶接方法
【課題】 高強度鋼板のスポット溶接において、継手の疲労強度が高い信頼性ある継手を作製することが可能な、実操業に適した安定した技術を提供することを目的とする。
【解決手段】 降伏応力が270MPa以上で、かつ板厚が1.0〜3.6mmの高強度鋼板のスポット溶接方法において、片面からプラズマにより接合部に貫通穴を形成した後、該貫通孔内に、降伏応力が270MPaで、オーステナイトからマルテンサイトまたはベイナイトに変態を開始する温度が200〜350℃である溶接金属を形成することにより溶接する高強度鋼板のスポット溶接方法溶接。
(もっと読む)
プラズマ切断装置
【課題】 ステンレス鋼を良好な品質でプラズマ切断する。
【解決手段】 プラズマトーチ(6)にプラズマガスとして不活性ガス(窒素)を、アシストガスとして、空気よりも比重が重く且つ還元性を有する可燃性ガス(プロパン)あるいは前記可燃性ガス(プロパン)と不活性ガス(窒素)との混合ガスを供給する。アシストガス中の可燃性ガス(プロパン)は、プリフロー区間とアフターフロー区間では供給せず、プラズマアーク発生区間でのみ供給する。
(もっと読む)
熱切断機
【課題】
テーブルへの板材の搬入搬出及び桟の交換に伴う熱切断機の停止時間を短縮する。
【解決手段】
板材14を載置するための多数の桟をもつ格子パレット13が、テーブル12に着脱自在に組み込まれる。板材14の搬入は、別の場所で事前に板材14が載せられた格子パレット13をクレーンで吊り上げてテーブル12上に運びテーブル12上に下ろす方法で行う。切断終了後直ちに、製品や残材を載せた格子パレット13をクレーンで吊り上げてテーブル12から分離し、別の場所へ搬出し、そして、別の板材14を載せた別の格子パレット13をクレーンでテーブル12上に搬入して、別の板材14の切断作業を開始する。熱切断機10の停止時間は、格子パレット13を交換する時間で済む。
(もっと読む)
スチーム切断装置
本発明は、少なくとも1つの流体(8)用容器(5)と、電流源(2)と、制御装置(3)と、供給ライン(7)を介して容器(5)と接続され、ノズルからスチーム噴射を発生するバーナー(6)とを含むスチーム切断装置(1)に関する。本発明によれば、スチーム切断手順の完了時または完了後に、供給ライン(7)及び/又はバーナー(6)を圧力軽減するために、リリーフライン(22)が供給ライン(7)に接続される。これにより、待機モード中またはスチーム切断装置の停止後に、バーナー内での流体が全くまたは殆ど無くなって、後蒸発を回避できる。制御弁(24)をリリーフラインに設けることができ、これは、バーナー(6)内の圧力を決定するためのセンサ(25)と接続された制御装置(3)と接続可能である。 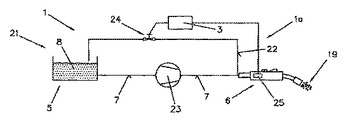 (もっと読む)
(もっと読む)
81 - 91 / 91
[ Back to top ]