
Fターム[4E001BA04]の内容
Fターム[4E001BA04]に分類される特許
21 - 40 / 91
チューブ面取り加工装置
本発明は、加工部、フィードローラー部、及び定位アンロード部の三つの部分から構成されるチューブ面取り加工装置である。
加工部は加工ラックと、ベアリングを介して加工ラックに並行に設置された1組の加工ローラーと、加工ローラー連結されたドライブモータが備えられ、加工ラックの先端側にはフレームによりプラズマ切断マシンが設置されている。
加工ラックの先端にはリフトティング装置が更に設置されており、そのリフトティング装置にはトラニオンを介して加工ラックに設置されたリフトフレームが備えられ、トラニオンはリフトフレームの中間部に位置し、リフトフレームの一端はベアリングを介して加工リフトローラか設置されている。 他端側には加工油圧シリンダーが連結設置されており、加工油圧シリンダーの一端はリフトフレームに連結され、他端側は加工ラックに連結されている。当該チューブ面取り加工装置は、大量流れ生産に適し、切断、面取り加工を一工程で完了させることが可能であり、作業効率の向上、作業時間の低減という効果を奏する。
(もっと読む)
コンピュータ援用梁製作機械

梁加工装置は、梁を保持し、該梁の長軸周りに回転させる対向する万力組立体と、梁に沿って並進運動するよう構成する多数のガントリとを含む。ツールで梁を加工するために、各ガントリに固定する少なくとも1つのツールヘッド取付体を、備える。本装置をコンピュータ制御システムで操作可能にするために、多数のモータを備えて、選択的に、万力アセンブリを回転させ、ガントリを移動させる。 (もっと読む)
加工ヘッドに配置された遮蔽装置ならびに加工ヘッドおよび遮蔽装置を備えた加工機械
遮蔽装置(8)は、加工機械(1)の加工ヘッド(6)において出射する加工ビーム(19)および/または加工ビーム(19)の加工箇所(20)を周囲に対して遮蔽する。遮蔽装置(8)は、構成要素ホルダ(16)に取り付けられた遮蔽要素(18)を備えた少なくとも2つの遮蔽ユニット(13)を有している。遮蔽ユニット(13)の構成要素ホルダ(16)は、加工ビーム(19)を遮蔽するためかつ/または加工ビーム(19)の加工箇所(20)を遮蔽するために、構成要素ホルダ(16)に対応して配置された遮蔽要素(18)と共に、互いに相対運動可能である。加工機械の加工ヘッド(6)は、前述の遮蔽装置(8)を備えている。加工機械は、このような加工ヘッド(6)を備えている。 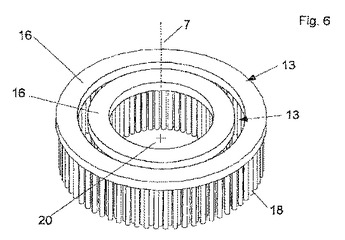 (もっと読む)
(もっと読む)
プラズマ切断方法及びプラズマ切断装置
【課題】切断プログラムに介入することなく切断速度の変化が一定の基準を超えたとき、プラズマ切断トーチの高さ位置を固定し得るようにする。
【解決手段】トーチ1に設けた電極2から被切断材Bに向けてプラズマアークを噴射しつつ該トーチ1を移動させて切断する際に、アーク電圧の変化を測定してトーチ1の被切断材Bからの高さを調整するようにしたプラズマ切断方法に於いて、トーチ1の移動速度の変化を測定し、測定されたトーチ1の移動速度の変化が予め設定された変化よりも大きいことを認識したとき、トーチ1の高さ位置を固定して電極2に印加するアーク電圧の変化に関わらず前記固定した高さ位置を保持して切断する。
(もっと読む)
電極消耗検出システムを有するプラズマトーチ
【課題】電極の消耗を検出し、電極がある量の消耗を受けた時点で電極の使用を阻止するように設計されたプラズマトーチの提供。
【解決手段】電極30またはノズル15のいずれかが主トーチ本体12に対して移動可能になっており、この移動可能な部品が突起70を画定している。消耗ストッパ65は、トーチのノズル15から所定距離を隔てて位置決めされており、過度の消耗を受ける前には、電極30は、ノズル15と接触し、トーチ作動を開始させるためのパイロットアークを点弧させることが可能である。いったん電極の長さが消耗によって所定長さよりも短くなると、電極30の突起70が消耗ストッパ65に係合し、消耗ストッパ65が、電極30がノズル15と接触するのを妨げるようになっている。
(もっと読む)
カッティングのための制御ルールおよび変数
本発明は、ビームカッティング技術を用いて1つの材料からいくつかの部材(31、32、33、34)をマシンカッティングするための方法およびシステムに関する。本発明は、2次元の形状またはパターンをカッティングするための制御ルールおよび変数のセットを提供する。1つのルールまたはいくつかのルールの組合せが、カッティングされる形状またはパターンにより、カッティング動作に用いられ、その形状またはパターンは、その1つの材料から部材(31、32、33、34)を形成する。本発明は、具体的には、自由形状の部材のダスター(3A)の成形のためのルールを備え、それらの部材は、それらの部材の形状が許す限り、そのカッティングビームの厚さのみが、隣接する部材間に見つけられるように互いに非常に近接して位置決めされることを教示する。 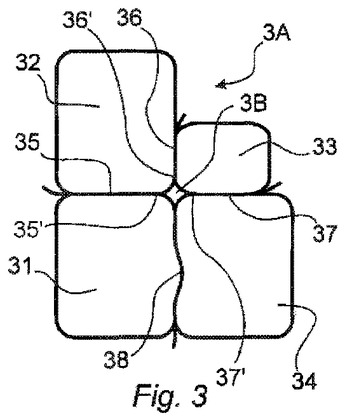 (もっと読む)
(もっと読む)
H形鋼の開先加工方法
【課題】 従来の回転カッター式の開先加工方法は、深追込み加工がされるとき多工程での切削加工を余儀なくされ加工時間の冗長を生じ、作業能率の著しい低下を招いた。また切削量が多大となるところからカッターの消耗が激しく、加工コストの大幅アップを招いた。
【解決手段】 H形鋼におけるフランジに開先加工を、ウェブに切欠き加工を行なって、上記H形鋼の端部に所要の開先加工を施すようにしたものにおいて、前記フランジaの一部とウェブbの一部または全部を溶断トーチTによる溶断加工によって行ない、残余の部分の加工を回転カッターによる切削加工によって行なうようにした。溶断トーチTとしては、プラズマガスを噴射して溶断を行なうプラズマトーチ、レーザービームを照射して溶断を行なうレーザートーチが好適である。
(もっと読む)
インサートチップ,プラズマトーチおよびプラズマ加工装置
【課題】 プラズマトーチのプラズマの安定性を高くするインサートチップを提供。プラズマの安定性が高いプラズマトーチおよびプラズマ加工装置を提供。
【解決手段】 通し穴である中央孔5と、該中央孔5と平行に又はある傾斜角をもって該中央孔の中心軸を中心とする円周上に等角度ピッチで分布する複数の電極配置空間1a,1bと、各電極配置空間に連通し、前記中心軸を中心とする円周上に等角度ピッチで分布する複数のノズル4a,4bと、を備えるインサートチップ1。該インサートチップを用いる各種プラズマトーチおよびプラズマ加工装置。インサートチップは更に、中央口に連続して加工対象材に対向する先端面に開き中央口よりも大径の拡大口1d、を備え、ノズルは、前記先端面よりも内側で拡大口に開いている。
(もっと読む)
熱切断加工機の集塵装置
【課題】集塵槽のY軸方向の両端部での熱切断加工時の集塵能力が同等であり、かつ集塵槽の中央部でも集塵能力が低下しない熱切断加工機の集塵装置の提供。
【解決手段】 ワークテーブル上方にX軸及びY軸方向へ移動位置決め自在の加工ヘッドを設けた熱切断加工機において、前記ワークテーブルの下方で上方に開口した複数の集塵室を設け、該集塵室の左右両側に集塵機に連通する吸引口を設け、該吸引口を前記集塵室の中央方向へ進退可能に設けたことを特徴とする熱切断加工機の集塵装置。
(もっと読む)
汚染機器の解体方法
【課題】プラズマ切断時の作業環境の改善を図る。
【解決手段】減圧したグリーンハウス3内で汚染機器1に付着している有害物質を除去した後、前記汚染機器1の内部に通じる配管取付口15に排気装置17を接続し、前記配管取付口15からプラズマ切断時に発生するガス及びスパッタを含む飛散物を排出しながら前記汚染機器1をプラズマ切断する。
(もっと読む)
溶断開先加工機
【課題】直角、曲線、直線等が入組んだ複雑な形状のワークの開先溶断で連続して切断ノズルの方向を切断部に直交して自動開先溶断面取を行う。
【解決手段】回転駆動されるワーク7と、回転自在に保持された軸体4と、それに設けられた2個のガイド8をワークの方向に加勢、押圧し、ワークに接触する事で2個のガイドが共にワークに接するように回転揺動駆動され、ワーク側の接線方向に支点を有するアームと、その支点を中心にスイングし2個のガイドの隙間を通ってワークに接する接触子18と、接触子と同じ動きをする溶断開先手段よりなり、ワークが回転する事で切断手段がワークの外周に直交して開先溶断をする。
(もっと読む)
鋳片の表面手入れ装置及び方法
【課題】溶削開始部の深掘れや、溶削後の鋳片表面に発生する鋳片幅方向の凹凸を低減し、ガススカーファの代替としても実用可能な鋳片の表面手入れ装置及び方法を提供する。
【解決手段】プラズマトーチ群14からプラズマアークを発生させることによって、移送される鋳片12の表面を溶削する。プラズマトーチ群14を平面図で見て、複数のプラズマトーチ14を平行に配列する。隣接する一対のプラズマトーチ14のうち、鋳片12の幅方向の一方側に位置するプラズマトーチ14の火口部14aを幅方向の他方側に位置するプラズマトーチ14の火口部14aよりも鋳片12の移動方向Dの前方に位置させる。そして、各プラズマトーチ14の火口部14aを鋳片12の移動方向Dの前方から幅方向の一方側に所定角度θ2傾ける。
(もっと読む)
厚板の鋼板や鋼管の狭開先溶接方法
【課題】開先加工に従来のガス切断やプラズマ切断を使い、機械加工を必要とせず、厚板の鋼板や鋼管においても狭開先溶接施工を可能にする溶接技術を提供すること。
【解決手段】被溶接物である2枚の鋼板又は鋼管の狭開先溶接において、ガス切断又はプラズマ切断で開先加工する工程と、継手部に矩形状インサートをはさみ仮付溶接を行い継手部を構成する工程と、開先内の矩形状インサート開先内表面に深溶け込み活性剤を塗布した工程と、継手部をアーク溶接する工程からなる。
(もっと読む)
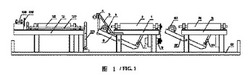
切断機
【課題】 排気室の排気口近傍に排煙を到達させられるだけの風量を排気室に送り込むことができるようにする。
【解決手段】 切断機は、テーブル(12)内部を仕切って並設された複数の排気室(34A−34F)と、各排気室の一端側に設けられた送風口(126A−126F)と、各排気室の他端側に設けられた排気口(136A−136F)と、テーブルの外側に移動しながら、少なくとも一つの排気室にその排気室の送風口から風を送る、移動方向に並べられた複数のファン(151A−151F)とを備える。複数のファンは、一つの排気室の送風口に二以上のファンが対向するような間隔で並べられており、それら二以上のファンにより同時に一つの排気室に風を送るようになっている。
(もっと読む)
オイルリング用線材
【課題】 本発明の目的は、2ピース型オイルリング用線材のオイルホールの形成に、レーザ穿孔技術を適用したときに発生するドロス等に起因した微小突起の問題を解決した、新規なオイルリング用線材を提供することである。
【解決手段】 本発明は、上下のフランジ部と該フランジ部を互いに連結するウェブ部を具備し、線材の長手方向に対する横断面が略I字形の2ピース型オイルリング用線材であって、前記ウェブ部の一方面には、横断面からみた両側にコイルエキスパンダを線接触させる曲率を持った内壁面と、横断面からみた中央部にコイルエキスパンダとウェブ部との間に空間を形成する溝部とを有し、前記溝部の底面には、ウェブ部を貫通する溶融貫通孔が形成されているオイルリング用線材である。
(もっと読む)
プラズマ切断装置
【課題】被切断材をプラズマトーチによって切断する過程で、垂直切断に対応するプログラムを判別して上縁を曲面状に切断する。
【解決手段】プラズマ切断装置Aは、制御装置21が、切断条件記憶部21bと、形状情報記憶部21cと、被切断材の上縁を曲面切断するためのプラズマトーチの角度範囲を指定する入出力部21fと、平面形状に於ける切断面の角度とR切断するためのプラズマトーチの角度範囲とを比較して判別する判別部21eと、R切断する領域に対応して切断条件記憶部21bに記憶した切断電流及び切断速度及びプラズマトーチの高さ及びプラズマトーチの角度及びプラズマガス流量からなる切断条件の中から少なくとも一つの条件を読み出してプラズマトーチの電極に印可する切断電流及びプラズマガス流量及びプラズマトーチの移動速度及びプラズマトーチの被切断材からの高さ及びプラズマトーチの被切断材に対する傾斜角度を制御する制御部21aを有する。
(もっと読む)
管の機械加工方法
本発明は、コンピュータ制御された管の機械加工、特に、レーザによる管の切断のための方法に関する。上記方法は、以下のステップを備えている。
−或る長さの管を供給するステップと、
−コンピュータ制御された機械加工ステーションに上記供給された管を配置するステップと、
−上記供給された管を機械加工するために、上記機械加工ステーションを制御するためのプログラムを実行するステップと、
−上記コンピュータ制御された機械加工ステーションに上記管を配置する前に、上記供給された長さの管の寸法を計測するステップ。 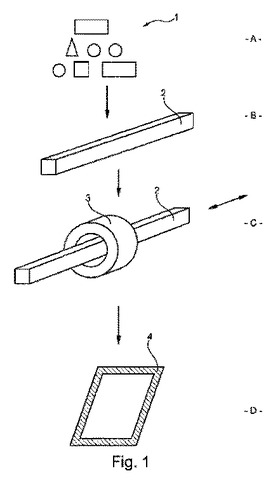 (もっと読む)
(もっと読む)
可変シールドガス組成を使用した高品質の穴切断
【課題】大きなフィーチャ(feature)または輪郭に関する生産性および切断の質を維持しながら、小さな内側部分のフィーチャまたは穴に関する切断の質を大幅に改善することにある。
【解決手段】輪郭を切断している間、シールドガス流れが第1のシールドガス組成を含み、穴を切断している間、シールドガス流れが第2のシールドガス組成を含むように、ノズル、電極、およびシールドガス流れの組成を制御する制御ユニットを含むプラズマトーチ先端構成を有するプラズマトーチシステム用の方法および装置。
(もっと読む)
高品質の内側フィーチャおよび輪郭を切断するための方法および装置
プラズマアークトーチシステムを使用して複数の穴フィーチャを切断するための自動化された方法を、コンピュータ数値制御装置で実現することができる。自動化された方法は、a)穴フィーチャの直径に基づいたリードインコマンド速度を使用して穴フィーチャに関するリードイン(110)を切断するステップと、b)穴フィーチャに関する対応するリードインコマンド速度より速い周縁コマンド速度を使用して穴フィーチャに関する周縁(160)を切断するステップを含むことができる。自動化された方法は、同じ直径または異なる直径を有する追加の穴フィーチャごとに、ステップa)およびステップb)を繰り返すステップc)も含むことができる。 (もっと読む)
ガス混合装置
【課題】少なくとも二種類のガスを供給しつつ、良好な混合ガスを構成することができるガス混合装置を提供する。
【解決手段】ガス混合装置Aは、少なくとも二種類のガスが供給される供給口7aと、供給口7aに連続して設けられ供給された少なくとも二種類のガスを混合する螺旋状のガス混合部10と、ガス混合部10に連続して設けられ少なくとも二種類のガスが混合した混合ガスが一時滞留する滞留室11と、滞留室11に設けられ滞留した混合ガスが噴射する穴13と、穴13と対向して設けられ噴射した混合ガスが衝突する第2の筒体3と、第2の筒体3を含み混合ガスが通過する混合ガス通路14、15と、混合ガス通路14、15の末端に配置された混合ガス排出口5aと、を有して構成される。
(もっと読む)
21 - 40 / 91
[ Back to top ]