
Fターム[4E001BA04]の内容
Fターム[4E001BA04]に分類される特許
61 - 80 / 91
プラズマ切断機、及びプラズマ電源システム

【課題】プラズマ電源装置の一部が故障してもプラズマ切断機を継続して運転でき、また、電源装置を分散してプラズマ切断機の本体に実装できる。
【解決手段】プラズマ電源装置6の主回路11では、複数の小容量のパワーユニット(直流電流電源)14−1〜14−nが直流出力側で並列接続されて、プラズマトーチ20に接続される。各パワーユニット14−1〜14−nは、他のパワーユニットから独立して非同期で駆動することができる。電源制御装置6が、切断条件(被切断材の材質と板厚と切断速度)と、運転可能なパワーユニットの台数に応じて、何台のパワーユニットをどの大きさの出力電流で運転するかを制御する。一部のパワーユニットが故障した場合、電源制御装置6が、残りの運転可能なパワーユニットの台数に応じて、受け入れ可能な切断条件を制御する。プラズマ電源装置6は分割されてプラズマ切断機の本体内に収納できる。
(もっと読む)
熱切断機、及び熱切断方法

【課題】開先加工を施す場合のように、2パス目又はそれ以降の切断が必要となるときに、適正なスタンドオフを維持しながら2パス目又はそれ以降の切断を行えるようにする。
【解決手段】トーチ101の位置を制御するトーチ制御手段と、製品104上にある少なくとも1つの所定の位置における製品高503と、母材103上にある2パス目の切断の開始位置における母材高502とを計測する高さ計測手段とを備え、トーチ制御手段は、2パス目の切断において、その切断ライン106に沿ってトーチ101を移動させる中で、トーチ101が1パス目の切断溝105に到達したときに、高さ計測手段が計測した製品高503と母材高502との差分504に基づいて、トーチ101の高さを変更する。
(もっと読む)
レーザー加工機またはプラズマ加工機における飛散物回収の方法及び装置
【課題】加工軌跡が定まっているレーザー加工機及びプラズマ加工機において、加工時に発生する飛散物を効率良く回収する方法および装置を提供する。
【解決手段】加工ヘッドに設けられたノズルからレーザービームを照射してワークの加工を行うレーザー加工機、または加工ヘッドに設けられたノズルからプラズマガスを噴射してワークの加工を行うプラズマ加工機において、
ワーク上で加工が行われる加工軌跡の両側を、所定の間隔をもって、かつワーク表面近傍から前記加工ヘッドのある側を囲う遮蔽物を設け、
前記加工ヘッドおよび前記ノズルを、前記ノズルとほぼ同じ高さまで覆う集塵フードを設け、
前記集塵フード内部に設けられた吸引手段により、加工時に発生した飛散物を回収する
ことを特徴とする、レーザー加工機及びプラズマ加工機における飛散物の回収方法および装置。
(もっと読む)
平均電圧値を使用するか、熱処理システムにおける処理パラメータを制御するアーク電圧評価のシステムおよび方法
システムおよび方法は、プラズマアークトーチ(10)の先端と金属製品(20)との間のアーク電圧を評価し、そして、評価されたアーク電圧に基づいて処理パラメータを制御することによって、熱処理システムの処理パラメータを制御することを特徴とする。特定の実施形態は、評価されたアーク電圧に基づいてプラズマトーチの高さを調節することを含む。システムおよび方法はまた、熱処理システムにおけるアーク電圧を評価することを特徴とし、該熱処理システムにおいては、切り替え方式の電源が、プラズマアークトーチの先端と金属製品との間のプラズマアークを生成するために電流を提供する。  (もっと読む)
(もっと読む)
プラズマトーチ
【課題】プラズマガスの供給経路に設けるプラズマガスの供給を制御するバルブの位置を設定することでプラズマガスの消費量を可及的に少なくする。
【解決手段】プラズマトーチAは、プラズマトーチAの内部又は近傍に於けるプラズマガスを供給するガス供給路8にバルブ10を設け、該バルブ10の閉鎖作動をプラズマアークの停止時の電流変化に略同調させるように構成する。バルブ10が、プラズマトーチの先端4bから距離600mmまでの範囲に設けられている。
(もっと読む)
切断機及びそのヘッド移動装置の制御方法
【課題】切断機において、生産能率を下げずにヘッド移動に伴う作業者の安全を確保する。
【解決手段】
移動台車18に固定された横梁20がテーブル12を跨ぎ、横梁20上で切断ヘッド24が移動する。テーブル12上の被切断材を切断せずに切断ヘッド24を移動させるときには、被切断材を切断するときよりも高速な速度で、移動台車18及び切断ヘッド24が移動する。移動台車18及び切断ヘッド24が高速移動しているとき、テーブル12上に作業者が居て、その作業者が横梁20の前後に所定間隔おいて配置された光ビーム30,44を遮ると、その移動速度が安全な低速度に減速される。しかし、被切断材の切断作業は中断されない。その後、作業者が横梁20にさらに近づき、横梁20近傍のワイヤ38またはバー50に接触すると、移動台車18及び切断ヘッド20の移動が強制的に停止され、切断作業が中断する。
(もっと読む)
切断装置
切断装置(1)は、上方に延びている第1と第2の端部(10、15)間に延びる間隔をあけた細長い側部(20、25)を有する基台(5)を含む。端部および側部(10、15、20、25)は平面に位置している。平面は垂直面に対して鋭角に傾斜している。切断デバイス(35)は基台(5)上に支持されたシート材料を切断するために提供する。デバイス(1)は基台(5)上に、かつ、側部および端部(10、15、21、25)に対して移動可能に取り付けられる。手段(30)は切断デバイス(35)を基台(5)に対して所望の位置に駆動し、それにより、デバイス(1)はシート材料を所望の位置で切断することができる。 (もっと読む)
プラズマアークトーチの切断品質を改善する方法および装置
金属材料の切断又はマーキングに広く使用されているプラズマアークトーチシステムにおいて、二次ガスの流動を制御することが、二次ガスとプラズマアークを形成するプラズマガスとのエントレインメントを低減する。二次ガスとプラズマアークを形成するプラズマガスとのエントレインメントを低減することは、プラズマアークトーチを用いてなされる切断の品質を向上させる。二次ガスの密度を制御して、二次ガスとプラズマガスとの間の密度差を低減することにより、この目標が達成される。 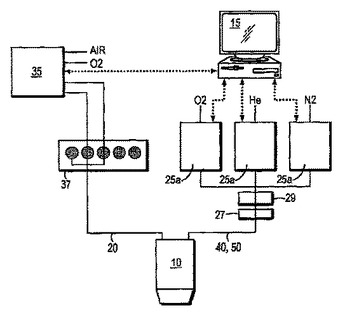 (もっと読む)
(もっと読む)
鉄骨切断装置
【課題】構造物(建物)の鉄骨を切断し解体する際に用いられる鉄骨切断装置を提供する。
【解決手段】クレーンによって吊り下げられる本体フレームに、相反する向きに突き出したスライドフレームが軸方向に伸縮可能な構成で設けられており、軸方向に間隔を開けて、切断する鉄骨を支持する鉄骨クランプが設けられている。両スライドフレームに切断具の移動手段が設けられており、切断具は移動手段で鉄骨の横断方向、高さ方向に移動可能な構成とされている。スライドフレームの伸縮、及び鉄骨クランプによる鉄骨の支持、並びに切断具の移動は、遠隔操作により行う。
(もっと読む)
熱切断加工機
【課題】トーチの外周部を覆うカバー部材へのスパッタの付着、堆積を最小限に抑えるとともに、スパッタの飛散を狭い範囲に抑える。
【解決手段】プラズマトーチ9の外周部の所定角度範囲を覆うカバー部材を設け、このカバー部材における互いに隣接する遮蔽板34間に開口部35を形成する。
(もっと読む)
トーチ
【課題】ガストーチやプラズマトーチに於けるガスの供給系に電磁弁機構を構成する。
【解決手段】トーチAは、供給されたガスを先端から被加工材に向けて噴射して目的の加工を行うトーチであって、トーチ本体1に設けられたガス接続部3と、直線状に貫通したガスの通孔11bを有し一方側にガス接続部3に接続されるねじ部11cを形成すると共に他方側にノズル17を形成した基体11と、ノズル17側に装着され軸心11aと一致した軸心12dに沿って貫通した流路16を有しターミナル22を接続するねじ部12fを形成したコア12と、流路16に摺動可能に配置されたプランジャ13と、プランジャ13をノズル17を遮蔽するように付勢するばね14と、コア12に嵌装されプランジャ13をノズル17から離隔するように駆動するコイル15と、からなる電磁弁機構Bを有する。
(もっと読む)
蒸気プラズマバーナおよび蒸気切断装置を作動させる方法
本発明は、カソード(22)とノズル(23)の形態のアノード(24)とを有する工作物(20)を加工する蒸気プラズマバーナ(6)を作動させる方法であって、動作中にカソード(22)とアノード(24)および/または、工作物(20)の間に電源(2)により電流を印加する方法に関する。蒸気プラズマバーナ(6)を工作物(20)に接近させることで、カソード(22)とアノード(24)の間にパイロットアークを点火した後、カソード(22)と工作物(20)の間に工作物(20)に作業アークを形成し、電源(2)をアノード(24)から遮断することでパイロットアークを消失し、電流を所定の動作電流まで増加する。蒸気プラズマバーナの最適な動作を達成するために、加工動作中にカソード(22)と工作物(20)の間の電圧(UUE)を監視し、電圧(UUE)が閾値(UUEs)を越えると、電源(2)をアノード(24)に再接続して、パイロットアークを新たに形成する。 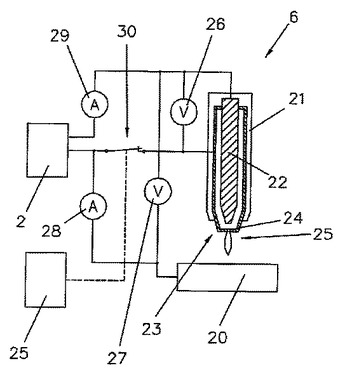 (もっと読む)
(もっと読む)
水蒸気切断方法及びそのためのトーチ
本発明は、トーチ(6)、蒸発器(25)、エネルギー供給、及び液体(8)用供給ライン(31)からなる水蒸気切断装置(1)での切断方法のために液体(8)を気体状態に変換する方法を記載し、適温(27)が液体(8)の気化のために生成される。この種の方法を創設するため、センサ(28)が蒸発器(25)の温度(27)を感知し、加熱素子(24)に必要なエネルギーを相応に供給して、トーチ(6)に供給される液体(8)の必要な圧力(34)を調節する調節ユニットに対して感知温度を伝えるように動作中に温度(27)が調節され、気化した液体(8)の略一定温度(27)が切断方法のためにもたらされる。 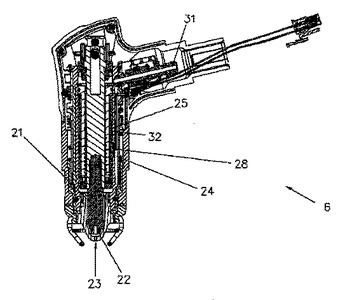 (もっと読む)
(もっと読む)
水蒸気切断装置用のカップリング装置
本発明は、水蒸気切断装置(1)のタンク(6)と液体充填カートリッジ(25)との間の流路を形成するために使用されるカップリング装置(24)に関し、前記カップリング装置(24)は、内部に収容領域(30)が形成され、カートリッジ(25)を上に搭載するために使用されるハウジング(29)と、カートリッジ(25)に流体的に接続可能な入口(40)及び、外部周囲領域、たとえば、タンク(6)に流体的に接続可能な出口(41)を設けた流路(39)とを備える。測定装置(38)がハウジング(29)内に配置され、カートリッジ(25)がハウジング(29)に搭載されず出口(41)が係止される係止位置を画定することができる。測定装置(38)は、特にハウジング(29)上にカートリッジ(25)を搭載することによって前記測定装置(38)が移動可能であり出口(41)が解放される解放位置も確定することができる。さらに、水蒸気切断装置(1)の制御方法も開示される。 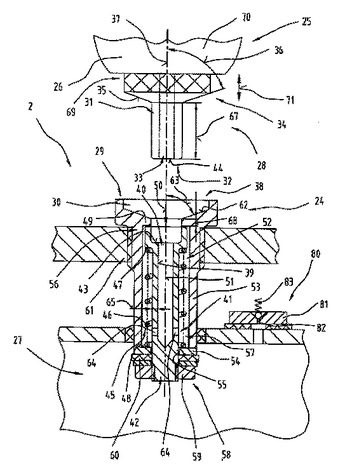 (もっと読む)
(もっと読む)
型鋼のプラズマ切断装置及び型鋼の切断方法
【課題】切断作業効率の良い型鋼のプラズマ切断装置を提供する。
【解決手段】左右のフランジ33,34にそれぞれ対向させるフランジ切断用の一対の左右トーチ3,4と、ウエブ35に対向させるウエブ切断用の中央トーチ5と、左右トーチ3,4と中央トーチ5とを一体として搭載しているベース部材2とを備えている。ベース部材2をフランジ切断方向とする方向に移動させることで、左右トーチ3,4によって左右フランジ33,34を切断する。中央トーチ5をベース部材2に沿って移動させることで、当該中央トーチ5によってウエブ35を切断する。
(もっと読む)
インターロック管製造装置およびインターロック管の製造方法
【課題】 インターロック管の生産性の向上と、品質の向上を同時に図れるインターロック管の製造装置とその製造方法を提供する。
【解決手段】素材Wをストックして供給するアンコイラー1と、素材Wの両面にオイルを塗付するオイル塗付器2と、素材Wを断面がS字状に成形する多段ロール成形機3と、S字状の素材Wをインターロック管11に成形する、所定角度軸心を傾斜させた回転可能な巻付けロール機4と、前記巻付けロール機4の正面に架台5が設けられ、この架台5に設けられたカット装置6と、から構成されたインターロック管製造装置10であって、前記カット装置6は、カットノズル7dを有し、カットノズル7dから噴射するプラズマ流により加熱溶融するプラズマ切断機7であることを特徴とするインターロック管製造装置10である。
(もっと読む)
プラズマ切断装置及びプラズマ切断方法
【課題】 アークの収束度を高め、作業効率及び切断面品質を向上して、従来よりも経済的に切断でき、しかも切断可能な切断対象材の厚み領域を広げることが可能なプラズマ切断装置及びプラズマ切断方法を提供する。
【解決手段】 プラズマ切断装置10は、内部に電極13を備え、アーク放電によりガスをプラズマ化して噴射させ、このアーク11に周囲から水を吹き付けて収束させるトーチ12を有し、更に純水化手段28が設けられ、純水化手段28によって水の電気伝導率を5μs/cm未満にして、アーク11に吹き付けている。
(もっと読む)
プラズマ切断装置及び方法
【課題】 軟鋼や低炭素鋼のプラズマ切断で、ピアッシング時の穴周囲へのドロス付着を低減する。
【解決手段】 プラズマガスとして酸素、空気、または酸素と窒素の混合ガスなどを使う。アシストガスとして窒素、酸素、空気、または酸素と空気の混合ガスなどを使うが、ピアッシング工程では切断工程より酸素濃度が高くされる。アシストガス酸素濃度はピアッシング工程では20モル%以上で、好ましくは100モル%又はこれに近い高濃度であり、切断工程では20モル%以上でバーニング濃度より低く、例えば40〜80モル%程度である。
(もっと読む)
熱切断装置
【課題】 1本のトーチでプラズマ切断及びガス切断のいずれも行うことができる熱切断装置を提供する。
【解決手段】
プラズマ切断及びガス切断のいずれも行うことができる熱切断装置は、トーチ本体(100)と、トーチ本体に、少なくとも燃料ガス及び酸素ガスを供給する手段(13)と、トーチ本体に着脱自在に取り付け可能であり、取り付けられたときにプラズマ切断を可能とするプラズマアタッチメント(160)と、トーチ本体に着脱自在に取り付け可能であり、取り付けられたときにガス切断を可能とするガスアタッチメント(140,150)とを備える。
(もっと読む)
プラズマ・トーチ作動モードの自動決定
【課題】各種モード間でプラズマ切断装置を自動制御するプラズマ切断装置を提供する。
【解決手段】プラズマトーチの作動モードを自動制御する装置が開示される。装置は、電力源とコントローラへ接続されたプラズマトーチを含む。コントローラは、プラズマトーチの要求作動モードを自動的に決定し、要求作動モードに基づいてプラズマトーチへ電力信号を送信するように構成されている。
(もっと読む)
61 - 80 / 91
[ Back to top ]