
Fターム[4E001DD06]の内容
Fターム[4E001DD06]に分類される特許
1 - 20 / 29
溶接方法
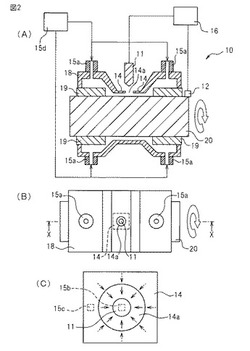
【課題】高いアスペクト比の溶接部が形成できるアーク溶接装置を提供する。
【解決手段】本明細書に開示するアーク溶接装置は、一方の電極11と、他方の電極12と、一方の電極11と他方の電極12に接続された母材20との間に形成されるアーク領域13の母材側の部分の周囲からアーク領域13の中心部に向かって第1シールドガスを流し、アーク領域13の中心部の圧力とアーク領域外の圧力との比を70以上5000以下にする第1ガス供給部15と、を備える溶接装置。
(もっと読む)
高融点の極細金属及び合金線の溶接方法及び高融点金属・合金細線接合体

【課題】融点が2000℃を超える金属又は合金極細線を開放大気中で溶接する技術とその接合体を提供する。
【解決手段】高融点金属又は合金の素線径が10−100μmの範囲とし、素線先端の突合せ角を20°以下であることを特徴とし、大気開放下でのCO2、N2Oの不活性ガスまたはH2還元ガスを混合したガス雰囲気で高電圧マイクロ放電の出力を調整することにより溶接を行う。
(もっと読む)
横向溶接法及びそのための接合構造
【課題】横向溶接法及びそれに適した接合構造を提供する。
【解決手段】 2つの部品間に溶接接合部を形成する方法であって、本方法は、第1の部品(100)と第2の部品(200)を整列させて、第1の部品(100)と第2の部品(200)の間に、第1の部品(100)の突出部(122)と第2の部品(200)の陥凹部(222)とを含む接合部(300)であって、突出部(122)と陥凹部(222)とが相補的な形状を有する接合部(300)を形成するステップと、各々の主軸線(140,240)が縦向きに配向されるように第1の部品(100)と第2の部品(200)を配向するステップと、接合部(300)に沿って位置した略横向配向根元開口部(310)で第1の部品(100)と第2の部品(200)を溶接するステップ(730)とを含む。
(もっと読む)
銅溶接方法及び銅溶接装置
【課題】銅の溶接時に溶接部分に形成されるブローホールの数を抑制することにより溶接強度を高めること。
【解決手段】不活性ガスが充填された不活性ガスボンベ11と、この不活性ガスボンベ11から配管16を介して取り入れられた不活性ガスを被溶接物であるステータ21の銅製の導体セグメントの端部21aへ噴射して当該端部21aの溶接部分を不活性ガスで覆うガス噴射ノズル14a及び、溶接部分に溶接のための放電を行う電極14bを有するトーチ14と、電極14bに放電が行われるように電力を供給する溶接電源13とを備えて構成において、不活性ガスボンベ11とガス噴射ノズル14aとの間の配管16に、当該不活性ガスボンベ11からの不活性ガスに含まれる水分を吸湿し、この吸湿後の不活性ガスを当該ガス噴射ノズル14aへ送出する脱湿度装置12を介挿する。
(もっと読む)
溶接の方法
【課題】水素脆化を避けてルートパス溶接の良好な溶け込みが得られる、自動ガスタングステンアーク溶接方法を提供する。
【解決手段】面取りされた工作物12を前準備し;溶接収縮による工作物間の有害圧縮応力を避ける最小寸法と隙間の溶加ワイヤ貫通を避ける最大寸法とを有する開かれた隙間を、それらの隣接したルート先端間に伴い、前準備されている工作物接合部分を置き;1乃至10%の水素及び釣り合わされた不活性ガスを含む遮蔽ガス及び溶加ワイヤが供給された自動GTAW溶接機20を使用したルートパス溶接で、隣接した工作物12の開かれているルート領域を融接し;次に、水素を含まない遮蔽ガス及び溶加ワイヤが供給された自動GTAW溶接機20を使用し、ルートパス領域に少なくとも1つの追加の溶加溶接パスを重ねる。
(もっと読む)
耐ギャップ性に優れた異厚鋼板プラズマテーラードブランク材の製造方法
【課題】板厚の異なる鋼板同士をプラズマ溶接する際、溶接継手における溶落ちが生じるのを防止して良好に接合できる、耐ギャップ性に優れた異厚鋼板プラズマテーラードブランク材の製造方法を提供する。
【解決手段】板厚が0.6〜1.0mmである一方の鋼板1と、該一方の鋼板1との板厚比が1.3〜2.7の範囲である他方の鋼板2とを突き合わせてプラズマ溶接を行なう方法であり、一方の鋼板1及び他方の鋼板2の各々の突合せ端部11、21の間のギャップを、溶接始端部で0.05mm以下とするとともに、該溶接始端部を除く溶接終端部までの溶接線上において0.10〜0.35mmの範囲とし、各々の突合せ端部11、21の溶接始端部に溶融池を形成した後、1.0〜3.0m/分の溶接速度で各々の突合せ端部11、21間をプラズマ溶接する。
(もっと読む)
耐ギャップ性に優れた異厚鋼板プラズマテーラードブランク材の製造方法
【課題】板厚の異なる鋼板同士をプラズマ溶接する際、溶接継手における溶落ちが生じることなく良好に接合できる、耐ギャップ性に優れた異厚鋼板プラズマテーラードブランク材の製造方法を提供する。
【解決手段】板厚が0.6〜1.0mmである一方の鋼板1と、該一方の鋼板1との板厚比が1.3〜2.7の範囲である他方の鋼板2とを突き合わせ、一方の鋼板1及び他方の鋼板2の各々の突合せ端部11、21の間のギャップを0.10〜0.35mmの範囲とし、各々の突合せ端部11、21の溶接線上において、溶接始端部に溶融池を形成するとともに、該溶融池のプール幅が0.5mmに達するまでの溶接速度を0.4〜0.6m/分の範囲とし、溶融池のプール幅が0.5mmを超えた後、溶接線上の溶接終端部までの間における最終溶接速度を2.0〜3.0m/分の範囲として溶接速度を漸増させながらプラズマ溶接する。
(もっと読む)
タングステン−不活性ガス溶接法によって2つの金属部分を結合するための方法ならびに該方法を実施するための装置
【課題】全自動的な溶接に基づいて高い経済性が達成されるような、極めて高い品質の、容積の少ないシームを形成するための溶接方法を提供する。
【解決手段】結合させたい両金属部分1,2を、第1のステップでまずセンタリングオフセット7によって、両金属部分の間にナロウギャップ4が形成されかつシームベース範囲に負荷軽減範囲8が生じるように互いに対して位置決めし、第2のステップで目標溶融個所9の形成下に、両金属部分の、ナロウギャップを画定する側縁5,6を、ナロウギャップを満たす溶接ビード10により互いに結合する形式の方法において、ナロウギャップ4が、一貫して一定の幅aを有しており、しかも該幅aを、重なり合って位置する溶接ビード10がそれぞれナロウギャップ4の全幅aにわたって延びるように設定しておき、ナロウギャップ4全体を全自動的に溶接ビード10で満たす。
(もっと読む)
アルゴンと水素とを含有する中心流、およびアルゴンと二酸化炭素または酸素の何れかとを含有する被覆流のデュアルガスフローを用いるアーク溶接方法
本発明は、電極を備えたアーク溶接トーチを実装し、中心ガス流を電極と接触させるように供給し、環状ガス流を前記第1のガス流の周囲に供給する電気アーク溶接方法に関する。中心ガス流はアルゴンおよび水素(H2)のみを含み、水素含有量は2ないし8体積%である。被覆ガス流は、アルゴンおよび1.8ないし3体積%の二酸化炭素(CO2)または0.9ないし1.5体積%の酸素(O2)のみを含む。この方法は、鋼、特にステンレス鋼または炭素鋼、ならびに亜鉛もしくはアルミニウムまたは前記鋼の腐食を防ぐための任意の他の材料でコーティングされた鋼から作られた部品を溶接するのに使用される。 (もっと読む)
タンデムアーク溶接方法
【要 約】
【課 題】 2本の溶接用ワイヤを電極として用い、十分な溶込み深さが得られ、平滑な溶接金属が形成され、かつスラグの生成を抑制できるタンデムアーク溶接方法を提供する。
【解決手段】 2本の溶接用ワイヤを電極に用いた消耗電極式のタンデムアーク溶接方法において、先行極のシールドガスとして不活性ガスと40体積%以上のCO2ガスからなる活性ガスまたは炭酸ガスを用い、後行極のシールドガスとしてArガス,HeガスおよびH2ガスの中から選ばれる1種または2種以上を合計99.5体積%以上含有する不活性ガスを用いるとともに、先行極で生じた溶融メタルが凝固する前に後行極でスラグのクリーニングを行なう。
(もっと読む)
GMA溶接方法
【課題】 溶接部の特性をさらに向上させた溶接を行なうことが可能なGMA溶接方法を提供する。
【解決手段】 GMA溶接装置10は、ノズル11、コンタクトチップ12、溶接ワイヤ13、ワイヤ送給ローラ14、ワイヤ送給制御装置15、及びアーク溶接電源17を備えている。GMA溶接装置10では、シールドガス16に含まれるO2及びCO2のいずれかの酸化性ガスを従来より少なくすることにより、母材20の溶融池21の酸素濃度を従来より低い50〜310重量ppmに低下させ、溶接速度を0.4m/min以下とする。このため、溶融池21中の対流の方向を溶融池21の中心から溶融池21の底部に向かう方向にすることができ、より深い溶け込み形状の溶融池21を得ることが可能となる。
(もっと読む)
2電極アーク溶接方法
【課題】溶接部の溶存酸素量を低減することが可能な2電極アーク溶接方法を提供すること。
【解決手段】溶接母材Pに対して送給されるワイヤWとこのワイヤWを囲うように同心状に配置された非消耗電極とを備えた溶接トーチを用い、ワイヤと溶接母材Pとの間にGMAアーク6aを発生させ、かつ上記非消耗電極と溶接母材Pとの間にプラズマアーク6bを発生させるとともに、GMAアーク6aを直接囲うようにセンターガスGcを供給し、かつセンターガスGcに対して同心軸外側にシールドガスGsを供給する、2電極アーク溶接方法であって、センターガスGcは、不活性ガスであり、シールドガスGsは、不活性ガスと還元性ガスとの混合ガスである。このような構成とすることにより、溶融池Mpに溶解した酸素を除去することが可能であり、溶接ビードWpの溶存酸素量を低減することができる。これにより、溶接ビードWpの低温靭性を高めることができる。
(もっと読む)
加熱切断方法
【課題】 高速切断や厚肉切断に際して切断品質の改善と切断プロセスの安定化を可能とする加熱切断方法を提供する。
【解決手段】 切断ガスを切断用ノズルに導入すると共に該切断用ノズルによって切断ガスを被加工物に導きながら切断ガスの体積流量を周期的に少なくとも減少させる形式の加熱切断方法。切断ガスの体積流量を700Hz〜8000Hzの周波数範囲内で周期的に繰り返し変化させる。
(もっと読む)
プラズマ切断方法
【課題】鋼板に代表される被切断材をプラズマ切断するに際し、ヒュームの発生を軽減させる。
【解決手段】プラズマトーチのノズルから被切断材に向けてプラズマアークを噴射して該被切断材を切断するプラズマ切断方法であって、プラズマガスとして周期表第2周期までのハロゲンガス及び希ガス並びに水素ガスの中から選択された1種のガス又は複数種のガスと、酸素又はアルゴン又は窒素を含むガスとの混合ガスを電極の周囲に供給して電極とノズル又は電極と被切断材との間に通電して形成したプラズマアークを被切断材に向けて噴射して該被切断材を切断するか、又は周期表第2周期までのハロゲンガス及び希ガス並びに水素ガスの中から選択された1種のガス又は複数種のガスを酸素又はアルゴン又は窒素ガスを主成分とするプラズマアークに添えて被切断材に向けて噴射して該被切断材を切断する。
(もっと読む)
隅肉溶接方法および隅肉溶接継手
【課題】橋梁の鋼床版とその補強に用いられるリブ材の隅肉溶接方法と隅肉溶接継手に好適なガスシールドアーク溶接法を用いた、疲労特性に優れる略T字型の隅肉溶接方法および隅肉溶接継手を提供する。
【解決手段】平板2と縦板1の突合せ部にレ開先(くさび状空隙)を有する略T字型の隅肉溶接継手を以下の条件で溶接し、裏波ビードを形成する。(1)溶接方法:正極性ガスメタルアーク溶接、(2)シールドガス:CO2比率が60%以上で残部がAr,He,H2,O2の2種または3種以上からなる混合ガス、あるいは、100%CO2ガス、(3)溶接ワイヤ:ソリッドワイヤ
(もっと読む)
隅肉溶接継手および溶接方法
【課題】橋梁の鋼床版とその補強に用いられるリブ材の隅肉溶接継手に好適なガスシールドアーク溶接法を用いた、疲労特性に優れる略T字型の隅肉溶接継手を提供する。
【解決手段】平板2と縦板1の突合せ部にレ開先(くさび状空隙)を有する略T字型の隅肉溶接継手を以下の条件で溶接し、裏波ビードを形成し、表ビード側脚長が縦板板厚1/2以上、4倍以下、更に裏波ビード側脚長を2mm以上、縦板板厚以下とする。(1)溶接方法:正極性ガスメタルアーク溶接、(2)シールドガス:CO2比率が60%以上で残部がAr,He,H2,O2の2種または3種以上からなる混合ガス、あるいは、100%CO2ガス、(3)溶接ワイヤ:ソリッドワイヤ
(もっと読む)
制御された周波数にて溶滴での金属移行を用いたTIGブレーズ溶接
本発明は、非消耗電極(1)と、与えられた径を持つ消耗溶加材ワイヤ(2)とを具備したTIGトーチを使用したブレーズ溶接またはアーク溶接に関し、溶接継手への金属の移行が20 Hzないし90 Hzの周波数にて、連続した溶融金属の溶滴で生じ、前記溶滴のサイズが消耗ワイヤの径の1.2ないし4倍である。 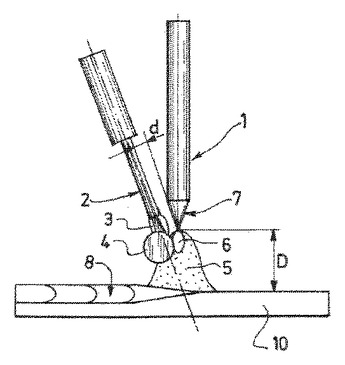 (もっと読む)
(もっと読む)
重ね隅肉溶接方法
【課題】優れた疲労特性が要求される自動車用薄鋼板の、レーザ溶接とガスメタルアーク溶接の複合溶接からなる重ね隅肉溶接方法を提供する。
【解決手段】先行溶接をレーザ溶接、後行溶接をガスメタルアーク溶接とし、レーザ溶接による溶融池が凝固する前に、溶融池にガスメタルアーク溶接のアーク放電を行う。レーザ溶接におけるレーザのビーム径D(mm)、レーザ出力P(W)および溶接速度V(m/min)は次式を満足する。 120<P/(S・V2)<170ここでS=π(D/2)2はレーザビーム照射面積。
(もっと読む)
長寿命の溶接電極及びその固定構造、溶接ヘッド並びに溶接方法
【課題】 溶接電極の耐久性を向上させ、溶接の作業効率の向上、交換時間の短縮をは図り、信頼性の高い溶接を長時間可能とする溶接電極の固定構造、溶接ヘッドを提供すること。
【解決手段】 溶接電極301を挿入するための挿入部304を有する固定台302の挿入部304に、熱伝導性材料303を介して溶接電極301の固定部305を挿入し、溶接電極301の固定部305の周面と固定台302とを均一に接触させて溶接電極301を固定台304に固定したことを特徴とする。
(もっと読む)
交流ティグ溶接方法
【課題】 交流電流Iwを通電して交流アークを発生させて溶接する交流ティグ溶接方法において、溶接トーチに磁気攪拌用の励磁コイルを装着することなく、かつ、溶融池に大きな攪拌・揺動を生じさせることなく、溶接部のブローホール発生を大幅に抑制することが本発明の課題である。
【解決手段】 本発明は、交流電流Iwを通電して交流アークを発生させて溶接する交流ティグ溶接方法において、前記交流電流Iwの交流周波数を溶融池に高周波振動によるキャビテーションを生じさせる範囲に設定し、溶融池内部からの気泡の放出を促進してブローホールの発生を減少させる交流ティグ溶接方法である。前記交流周波数の範囲は、5kHz以上35kHz以下である。
(もっと読む)
1 - 20 / 29
[ Back to top ]